




ווידעא

דעטאַילס בילדער
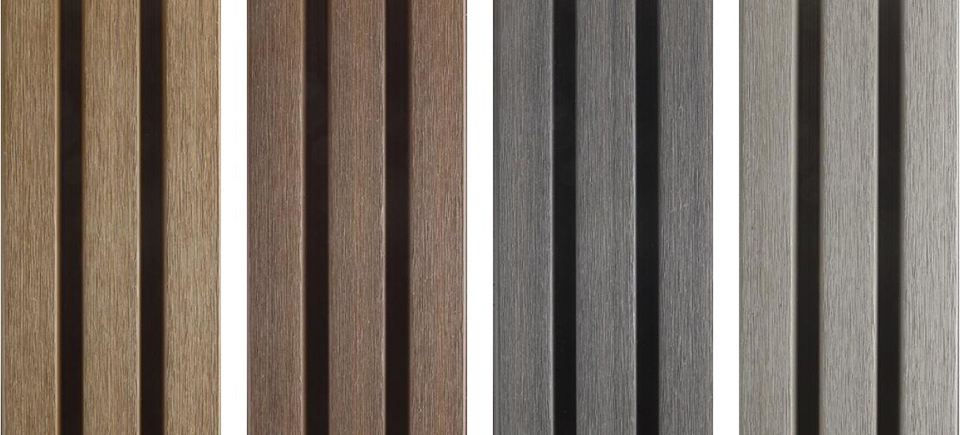

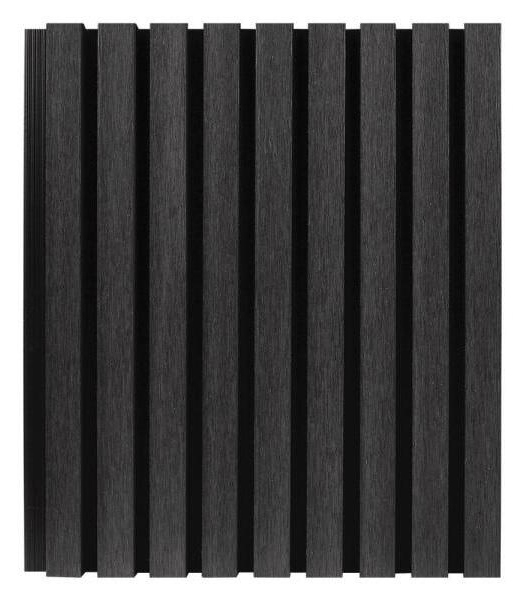
קאָליר ווייַז

לאנג לעבן
נידעריק מאַינטענאַנסע
קיין וואָרפּינג אָדער ספּלינטינג
צעטל-קעגנשטעליק גיין סערפאַסיז
קראַצן קעגנשטעליק
פלעק קעגנשטעליק
וואסער באשיצט
15 יאָר וואָראַנטי
95% ריסייקאַלד האָלץ און פּלאַסטיק
אַנטימיקראָביאַל
פייער קעגנשטעליק
גרינג ינסטאַלירונג
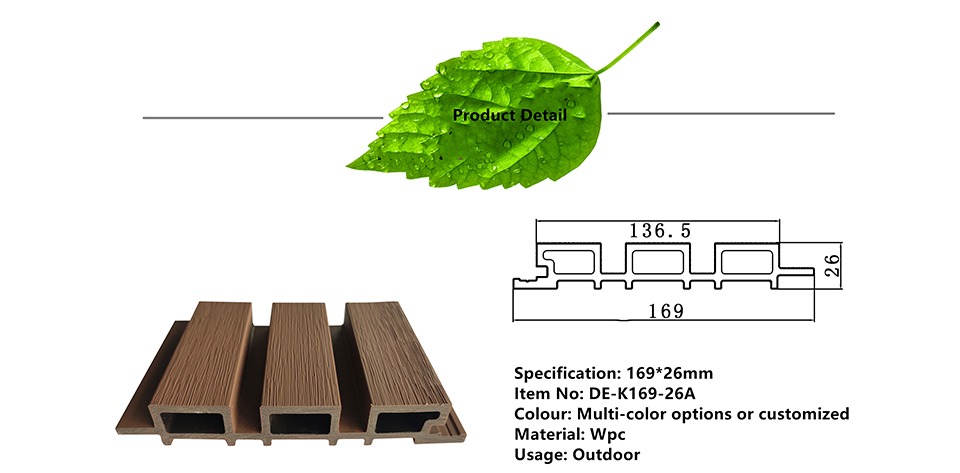
פּאַראַמעטער
| סאָרט | DEGE |
| נאָמען | וופּק וואַנט קלאַדדינג |
| נומער | קלאַדדינג |
| נאָרמאַל גרייס | |
| WPC קאָמפּאָנענט | 30% הדפּע + 60% האָלץ פיברע + 10% אַדאַטיווז |
| אַקסעססאָריעס | פּאַטענטיד קלעמערל-גרינג סיסטעם |
| עקספּרעס צייַט | וועגן 20-25 טעג פֿאַר איין 20'פט קאַנטיינער |
| צאָלונג | 30% דאַפּאַזיטיד, די מנוחה זאָל זיין באַצאָלט איידער די עקספּרעס |
| וישאַלט | פֿרייַ וישאַלט |
| ריסייקלינג | 100% ריסייקלאַבאַל |
| פּעקל | פּאַלאַט אָדער פאַרנעם פּאַקינג |
די ייבערפלאַך בנימצא


קוואַליטעט טעסט



וופּק וואנט פּאַנעל פּראָדוקציע פּראָצעס

יי פּע פּלאַסטיק האָלץ איז דערווייַל די מערסט וויידלי געניצט טיפּ פון פּלאַסטיק האָלץ אין דער וועלט, דאָס איז אונדזער וופּק קלאַדדינג, וופּק פענסינג.ערשטער פון אַלע, לאָזן אונדז פֿאַרשטיין די רוי מאַטעריאַלס פון פּע פּלאַסטיק האָלץ פּראָדוקטן.די הויפּט רוי מאַטעריאַלס זענען פּע פּלאַסטיק און טאָפּאָל האָלץ פּודער., טאָונער, אַנטי-אַלטראַוויאָלעט אַבזאָרבער, קאַמפּאַטאַבילאַטי.
1. פּע פּלאַסטיק: פולשטענדיק פאַרגלייַך פון קאָס און פוסיאָן הדפּע איז דער בעסטער ברירה, און די פּלאַסטיק האָלץ אין די מאַרק בייסיקלי ניצט ריסייקאַלד מאַטעריאַלס ווי די הויפּט רוי מאַטעריאַל, וואָס ראַדוסאַז ווייַס פאַרפּעסטיקונג און מאכט אונדזער סוויווע מער געזונט און ינווייראַנמענאַלי פרייַנדלעך."ריסייקאַלד" איז אויך גערופן ריסייקאַלד פּלאַסטיק מאַטעריאַל.אַלע ינדאַסטרי ריסייקלאַבאַל פּלאַסטיקס וואָס קענען זיין ריוזד דורך אַ זיכער פּראַסעסינג פּראָצעס זענען גערופן ריסייקאַלד פּלאַסטיקס;ריסייקאַלד מאַטעריאַלס זענען צעטיילט אין פילע גראַדעס, אַזאַ ווי ספּעציעל ריסייקאַלד מאַטעריאַלס און ערשטער קלאַס ריסייקאַלד מאַטעריאַלס., צווייטיק ריסייקלינג, טערשערי ריסייקלינג אָדער אפילו מיסט, עס איז גרינג צו פֿאַרשטיין די טייַטש ממש, די העכער די מיינונג, די ווייניקער די טומע צופרידן פון די פּלאַסטיק, די מיסט איז געוויינטלעך הויך אין די טומע צופרידן, און די ברירה פון רוי מאַטעריאַלס גלייַך אַפעקץ די ברירה פון פּלאַסטיק האָלץ ווייַל פּלאַסטיק-האָלץ מאַטעריאַל איז אַ שטאַט ווו האָלץ פּודער איז אלנגעוויקלט מיט פּלאַסטיק, אויב די טומע אינהאַלט פון פּלאַסטיק איז הויך, און די פּראָפּאָרציע פון פּלאַסטיק זיך איז קליין, עס איז געוויינטלעך נישט ביכולת צו ייַנוויקלען האָלץ פּודער געזונט .
2. האלץ מעל: אין סדר צו דערגרייכן די שליימעסדיק פוסיאָן פון האָלץ מעל און פּלאַסטיק אין פּלאַסטיק האָלץ, עס זענען נישט בלויז שטרענג רעקווירעמענץ אויף פּלאַסטיקס, אָבער אויך האָלץ מעל: די פיינער די האָלץ מעל פון די זעלבע וואָג, די גרעסערע די ייבערפלאַך געגנט פון די פּודער.די העכער די פּראָפּאָרציע פון פּלאַסטיק פארלאנגט;אויף די פאַרקערט, די גרעסערע די האָלץ פּודער פּודער, די קלענערער די ייבערפלאַך געגנט פון די פּודער, און די נידעריקער דער פּראָפּאָרציע פון פּלאַסטיק פארלאנגט בעשאַס פּלאַסטיק פוסיאָן.נאָך פילע יאָרן פון יקספּעראַמאַנץ, טאָפּאָל האָלץ פּודער איז דער בעסטער האָלץ פּודער פּודער, און די פּאַרטאַקאַל גרייס פון די פּודער איז דער בעסטער אין די גרעב פון 80-100 ייגל;די פּודער איז אויך פייַן, די פּראַסעסינג פּרייַז איז הויך, די פּלאַסטיק זאַץ ריקווייערז מער און די פּרייַז איז העכער, אָבער די מאָולדיד פּלאַסטיק-האָלץ פּראָדוקט האט צו הויך פּלאַסטיסיטי;אויב די פּודער איז אויך פּראָסט, די פּראַסעסינג פּרייַז איז נידעריק, און די פּלאַסטיק זאַץ רעקווירעמענץ זענען ווייניקער, אָבער די מאָולדיד פּלאַסטיק-האָלץ פּראָדוקט האט ניט גענוגיק פוסיאָן, איז קרישלדיק און גרינג צו פּלאַצן.
3. אַגזיליערי מאַטעריאַלס: די הויפּט פֿונקציע פון טאָונער איז צו גלייַכן די קאָליר פון פּלאַסטיק האָלץ מאַטעריאַלס.דערווייַל, די הויפּט אַפּלאַקיישאַן פון פּע פּלאַסטיק האָלץ איז ינאָרגאַניק קאָליר פּודער.עס האט בעסער אַנטי-פאַדינג פאָרשטעלונג פֿאַר דרויסנדיק נוצן, וואָס איז אַנדערש פון די אָרגאַניק קאָליר געניצט פֿאַר דרינענדיק פּווק עקאַלאַדזשיקאַל האָלץ.פּודער, אָרגאַניק טאָונער קאָליר איז מער לעבעדיק און העל.די הויפּט פֿונקציע פון די אַנטי-אַלטראַוויאָלעט אַבזאָרבער איז צו פֿאַרבעסערן די אַנטי-אַלטראַוויאָלעט פיייקייט פון די דרויסנדיק נוצן פון פּלאַסטיק האָלץ און פֿאַרבעסערן די פאָרשטעלונג פון אַנטי-יידזשינג.קאָמפּאַטיביליזער איז אַ אַדאַטיוו וואָס פּראַמאָוץ קאַמפּאַטאַבילאַטי צווישן האָלץ מעל און סמאָלע.
בי פֿאַרשטיין די רוי מאַטעריאַלס פון פּלאַסטיק האָלץ בעקיצער, דער ווייַטער שריט איז צו פּעללעטיזירן.לויט צו די אויבן רוי מאַטעריאַלס, מישן לויט צו אַ זיכער פאַרהעלטעניש, יקסטרודאַד פּלאַסטיק האָלץ פּעלאַץ דורך הויך-טעמפּעראַטור פיוזשאַן דריינג, און פּאַקן זיי פֿאַר נוצן.די הויפּט פֿונקציע פון די פּעללעטיזינג עקוויפּמענט איז צו פאַרשטיין די פאַר-פּלאַסטיזיישאַן פּראָצעס פון האָלץ פּודער און פּלאַסטיק, פאַרשטיין מונדיר מיקסינג פון בייאַמאַס פּודער מאַטעריאַל און פּע פּלאַסטיק אונטער מעלטינג טנאָים, און אָנפירן פּרעטרעאַטמענט פֿאַר פּראָדוקציע פון פּלאַסטיק האָלץ מאַטעריאַלס.רעכט צו דער נעבעך פלוידאַטי פון האָלץ-פּלאַסטיק צעשמעלצן, די פּלאַן פון האָלץ-פּלאַסטיק מאַטעריאַל פּעללעטיזער און פּלאַסטיק פּעללעטיזער איז נישט פּונקט די זעלבע.פֿאַר פאַרשידענע פּלאַסטיקס, די פּלאַן פון די פּעללעטיזער איז אויך אַנדערש.די פּעללעטיזער יוזשאַוואַלי געניצט פֿאַר פּאַליעטאַלין ניצט אַ קאַניקאַל צווילינג-שרויף עקסטרודער, ווייַל פּאַליעטאַלין איז אַ היץ-שפּירעוודיק סמאָלע, און די קאַניקאַל צווילינג-שרויף עקסטרודער האט אַ שטאַרק שירינג קראַפט און די שרויף לענג איז לעפיערעך פּאַראַלעל.די צווילינג שרויף עקסטרודער איז קורץ, וואָס ראַדוסאַז די וווינאָרט צייט פון דעם מאַטעריאַל אין די פאַס.די ויסווייניקסט דיאַמעטער פון די שרויף האט אַ קאַניקאַל פּלאַן פון גרויס צו קליין, אַזוי די קאַמפּרעשאַן פאַרהעלטעניש איז גאַנץ גרויס, און די מאַטעריאַל קענען זיין פּלאַסטיסיזעד מער גאָר און יונאַפאָרמלי אין די פאַס.
C. נאָך פּעללעטיזינג, עס גייט אריין די יקסטרוזשאַן בינע.עטלעכע פּרעפּעריישאַנז דאַרפֿן צו זיין געטאן איידער יקסטרוזשאַן:
1. מאַכן זיכער אַז עס זענען קיין ימפּיוראַטיז אָדער פּאַרטיקאַלז פון אנדערע פארבן אין די כאַפּער צו ויסמיידן ומריין קאָליר פון די פּלאַסטיק האָלץ געשאפן;
2. קוק צי די וואַקוום עקוויפּמענט פון די עקסטרודער איז אַנאַבסטראַקטיד און ענשור אַז די וואַקוום גראַד איז נישט ווייניקער ווי -0.08מפּאַ.די וואַקוום פאַס זאָל זיין קלינד צוויי מאָל פּער יבעררוק אויב עס איז נאָרמאַל.דו זאלסט נישט נוצן מעטאַל מכשירים צו ריין די ויסמאַטערן האָלעס, און נוצן פּלאַסטיק אָדער ווודאַן סטיקס צו ריין אַרויף די ימפּיוראַטיז אין די ויסמאַטערן האָלעס פון די פאַס;
3. קוק צי די כאַפּער איז יקוויפּט מיט אַ מעטאַל פילטער.די פּאַרטיקאַלז זענען פילטערד דורך מעטאַל צו באַזייַטיקן די מעטאַל ימפּיוראַטיז געמישט אין די פּאַרטיקאַלז, רעדוצירן די טראָגן פון די מעטאַל ימפּיוראַטיז אויף די ין פון די ויסריכט און ענשור די שליימעסדיק פוסיאָן פון די מאָולדיד פּלאַסטיק-האָלץ פּראָופיילז.
4. צי די קאָאָלינג וואַסער סיסטעם איז אַפּערייטינג נאָרמאַלי.א גאנץ קאָאָלינג וואַסער סיסטעם איז די נויטיק ויסריכט פֿאַר קאָאָלינג נאָך פּלאַסטיק-האָלץ יקסטרוזשאַן.בייַצייַטיק קאָאָלינג באַהאַנדלונג קענען ענשור די גוט פאָרעם פון פּלאַסטיק-האָלץ פּראָופיילז.
5. ינסטאַלירן פּלאַסטיק-האָלץ מאָולדז, און ינסטאַלירן דעזיגנייטיד מאָולדז לויט די פּראָופיילז צו זיין געשאפן.
6. קוק צי די פּנעוומאַטיש קאַטינג מאַשין און אנדערע שרויף קאַמפּאָונאַנץ קענען אַרבעטן נאָרמאַלי.
ד די טעמפּעראַטור פון די ניי יקסטרודאַד פּלאַסטיק-האָלץ פּראָפיל איז לעפיערעך הויך, און עס דאַרף זיין מאַניואַלי געשטעלט אויף אַ פלאַך ערד.נאָך די פּראָפיל איז גאָר קולד, עס וועט זיין פּראַסעסט און פּאַקידזשד.כאָטש דעם שריט איז פּשוט, עס איז זייער וויכטיק.אויב די פאַבריק איגנאָרירט די דעטאַילס, די פאַבריק מאַטעריאַלס וועט אָפט האָבן חסרונות.אַניוואַן פּלאַסטיק האָלץ וועט לייכט פירן צו פאַרשידענע טהיקנעססעס פון דער אויבערשטער און נידעריקער סערפאַסיז פון די פּראָדוקט נאָך די שפּעטער גרינדינג און פּראַסעסינג.אין דערצו, אַניוואַן פּראָופיילז וועט ברענגען זיכער שוועריקייטן צו די קאַנסטראַקשאַן און ווירקן די לאַנדשאַפט ווירקונג.
E. לויט צו די באדערפענישן פון קאַסטאַמערז, פּראָצעס די פּלאַסטיק-האָלץ פּראָופיילז:
1. גרינדינג באַהאַנדלונג איז צו באַזייַטיקן אַ פּלאַסט פון פּלאַסטיק הויט געשאפן ווען די פּלאַסטיק-האָלץ פּראָפיל איז יקסטרודאַד, אַזוי אַז די פּלאַסטיק-האָלץ פּראָפיל האט בעסער טראָגן קעגנשטעל ווען אינסטאַלירן אין דער פאַבריק.
2. עמבאָססינג באַהאַנדלונג: נאָך די ייבערפלאַך פון די פּראָפיל איז פּאַלישט, די פּלאַסטיק-האָלץ איז ימבאָסט צו מאַכן די ייבערפלאַך פון די פּלאַסטיק-האָלץ פּראָפיל האָבן אַ האָלץ-ווי ווירקונג.
3. קאַטינג, טענאָנינג פּראַסעסינג, קאַסטאַמייזד גרייס לויט צו קונה באדערפענישן, און קאַסטאַמייזד פּראָדוקטן אַזאַ ווי טענאַנינג באדערפענישן.
4. נאָך די אויבן פּראַסעסינג איז געענדיקט, די לעצטע שריט איז צו פּעקל די פּראָדוקט.גלייַך פּאַקקאַגינג פון די פּראָדוקט קענען רעדוצירן די שעדיקן געפֿירט דורך די פּראָדוקט בעשאַס עקספּרעס.

אינזשעניריע קאַסע






אינזשעניריע קאַסע 2
















ערשטער:ינסטאַלירן די קיל ערשטער, די קיל קענען זיין האָלץ אָדער וופּק
סעקונדע:פאַרריכטן די דרויסנדיק וואַנט טאַפליע אויף די קיל מיט מעטאַל בלעכע
דריטע :פאַרריכטן די מעטאַל בלעכע און די קיל מיט אַ לופט נאָגל ביקס אָדער סקרוז
פערט:נאָך ינסערטינג די ווייַטער דרויסנדיק וופּק וואַנט טאַפליע אין די אויבערשטער וואַנט טאַפליע שלאָס, נוצן אַ לופט נאָגל ביקס אָדער שרויף צו אָפּשאַצן די מעטאַל בלעכע און קיל
פינפט:איבערחזרן די פערט שריט
זעקסטער:נאָך פינישינג די וואַנט טאַפליע ינסטאַלירונג, לייגן ל ברעג באַנדס אַרום
| געדיכטקייַט | 1.33 ג / מ 3 (סטאַנדאַרד: ASTM D792-13 מעטאַד ב) |
| טענסאַל שטאַרקייַט | 24.5 מפּאַ (סטאַנדאַרד: ASTM D638-14) |
| פלעקסוראַל שטאַרקייַט | 34.5 מפּ (סטאַנדאַרד: ASTM D790-10) |
| פלעקסוראַל מאָדולע | 3565 מפּ (סטאַנדאַרד: ASTM D790-10) |
| פּראַל שטאַרקייַט | 84J/m (סטאַנדאַרד: ASTM D4812-11) |
| ברעג כאַרדנאַס | D71 (סטאַנדאַרד: ASTM D2240-05) |
| וואַסער אַבזאָרפּשאַן | 0.65% (סטאַנדאַרד: ASTM D570-98) |
| טערמאַל יקספּאַנשאַן | 33.25 × 10-6 (סטאַנדאַרד: ASTM D696 - 08) |
| צעטל קעגנשטעליק | R11 (סטאַנדאַרד: DIN 51130:2014) |





