



Details Images

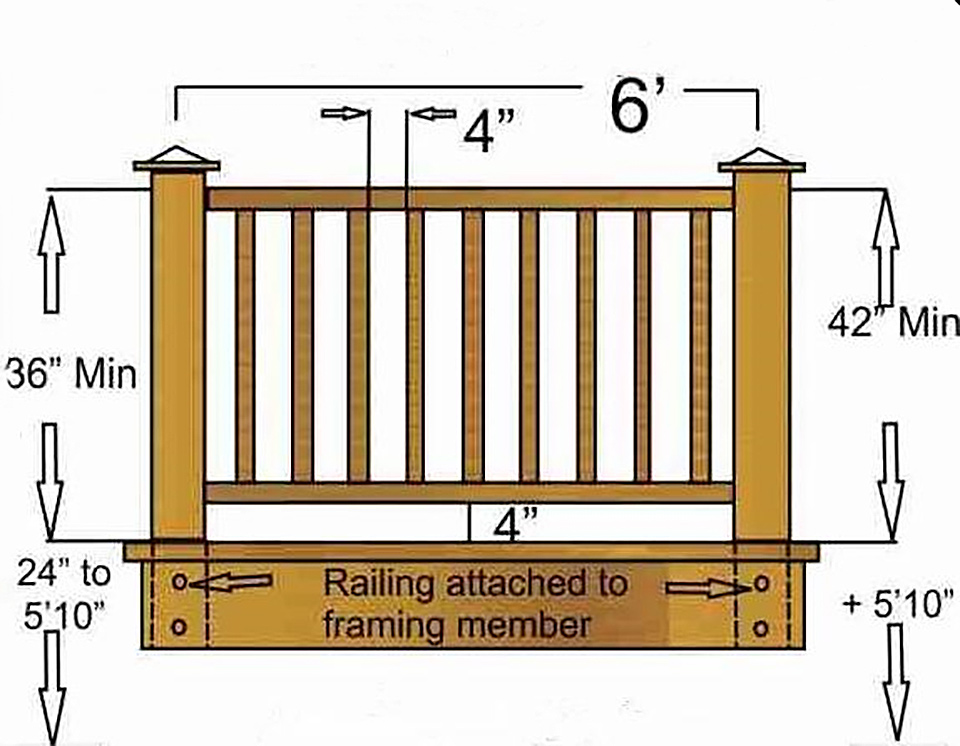
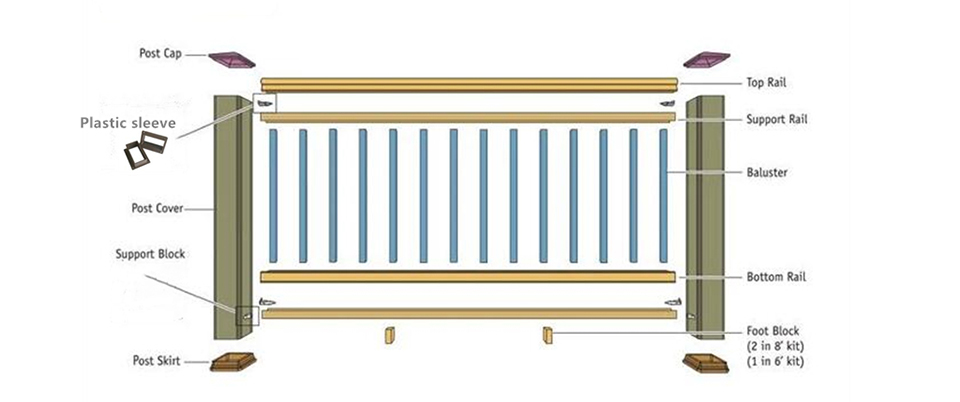
WPC Baluster

WPC Baluster
WPC Baluster

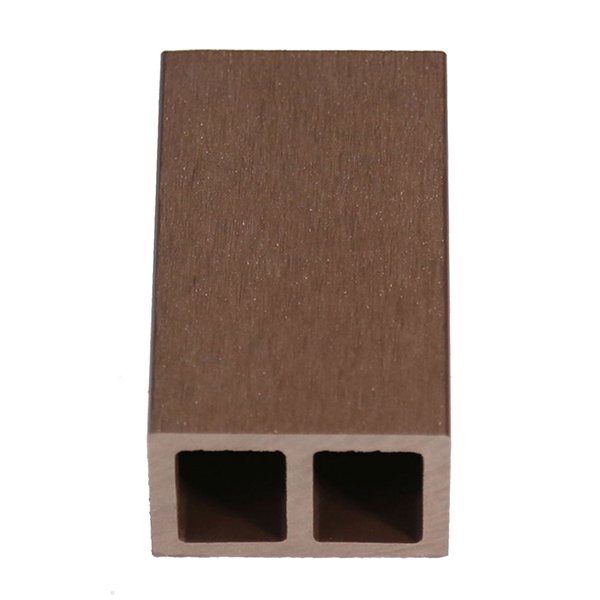
WPC Post Sleeve

WPC Post Sleeve

WPC Top Rail & Bottom Rail

WPC Top Rail & Bottom Rail

WPC Post Sleeve

Color Display

Long Lifespan
Low Maintenance
No Warping or Splintering
Slip-resistant walking surfaces
Scratch Resistant
Stain Resistant
Waterproof
15 Year Warranty
95% recycled wood and plastic
Anti-microbial
Fire Resistant
Easy Installation
Parameter
| Brand | DEGE |
| Colors | Light Grey, Beige, Orange, Brown, Deep Tea, Deep Grey |
| Name | |
| Item | |
| Standard Size(Width * Length) | |
| Length | 2.2m,2.9m,5.6m or customized |
| WPC component | 35% HDPE+60% wood fiber + 5% additives |
| Accessories | Patented clip-easy system |
| Delivery time | About 15-20 days for one 20’ctn |
| Payment | 30% deposited, the rest should be paid before deliver |
| Application | Decking, flooring, dustbin, fence, wall panel, flower box, etc |
| Wpc Hs Code | 39189090 |
| Package | Pallet or bulk packing |
| Warranty | 10 Years |
| Main Features: | 1. Rcyclable, eco-friendly, saving forest resources
2. With the look of the natural wood, but less timber problems 3. Moisture/water resistant, less rotten, proven under salt water condition 4. Barefoot friendly, anti-slip, less cracking, less warping 5. Requires no painting, no glue, low maintenance effort 6. Weather resistant, suitable from minus - 40 to 60 centigrade degree, anti-UV 7. Termites and insects resistant, and moldy-proof 8. Easy to install and clean 9.various model according to your requirement |
Wpc Wall Panel Production Process

A. PE plastic wood is currently the most widely used type of plastic wood in the world, that is, our WPC CLADDING, WPC FENCING. First of all, let’s understand the raw materials of PE plastic wood products. The main raw materials are PE plastic and poplar wood powder. , Toner, anti-ultraviolet absorber, compatibilizer.
1. PE plastic: Comprehensive comparison of cost and fusion HDPE is the best choice, and the plastic wood in the market basically uses recycled materials as the main raw material, which reduces white pollution and makes our environment more healthy and environmentally friendly. "Recycled" is also called recycled plastic material. All industrially recyclable plastics that can be reused through a certain processing process are called recycled plastics; recycled materials are divided into many grades, such as special grade recycled materials and first grade recycled materials. , Secondary recycling, tertiary recycling or even garbage, it is easy to understand the meaning literally, the higher the grade, the less the impurity content of the plastic, the garbage is naturally high in the impurity content, and the choice of raw materials directly affects the choice of plastic wood Because plastic-wood material is a state where wood powder is wrapped with plastic, if the impurity content of plastic is high, and the proportion of plastic itself is small, it is naturally not able to wrap wood powder well.
2. Wood flour: In order to achieve the perfect fusion of wood flour and plastic in plastic wood, there are not only strict requirements on plastics, but also wood flour: the finer the wood flour of the same weight, the larger the surface area of the powder. The higher the proportion of plastic required; on the contrary, the larger the wood powder powder, the smaller the surface area of the powder, and the lower the proportion of plastic required during plastic fusion. After many years of experiments, poplar wood powder is the best wood powder powder, and the particle size of the powder is the best in the thickness of 80-100 mesh; the powder is too fine, the processing cost is high, the plastic composition requires more, and the cost is higher, but The molded plastic-wood product has too high plasticity; if the powder is too rough, the processing cost is low, and the plastic composition requirements are less, but the molded plastic-wood product has insufficient fusion, is brittle, and is easy to crack.
3. Auxiliary materials: The main function of toner is to match the color of plastic wood materials. At present, the main application of PE plastic wood is inorganic color powder. It has better anti-fading performance for outdoor use, which is different from the organic color used for indoor PVC ecological wood. Powder, organic toner color is more vivid and bright. The main function of the anti-ultraviolet absorber is to improve the anti-ultraviolet ability of the plastic wood outdoor use, and improve the anti-aging performance. Compatibilizer is an additive that promotes compatibility between wood flour and resin.
B. Understand the raw materials of plastic wood briefly, the next step is to pelletize. According to the above raw materials, mix according to a certain ratio, extrude plastic wood pellets through high temperature fusion drying, and pack them for use. The main function of the pelletizing equipment is to realize the pre-plasticization process of wood powder and plastic, realize uniform mixing of biomass powder material and PE plastic under melting conditions, and conduct pretreatment for the production of plastic wood materials. Due to the poor fluidity of wood-plastic melt, the design of wood-plastic material pelletizer and plastic pelletizer is not exactly the same. For different plastics, the design of the pelletizer is also different. The pelletizer usually used for polyethylene usually uses a conical twin-screw extruder, because polyethylene is a heat-sensitive resin, and the conical twin-screw extruder has strong shearing force and the screw lengths are relatively parallel. The twin screw extruder is short, which reduces the residence time of the material in the barrel. The outer diameter of the screw has a conical design from large to small, so the compression ratio is quite large, and the material can be plasticized more fully and uniformly in the barrel.
C. After pelletizing, it enters the extrusion stage. Several preparations need to be done before extrusion:
1. Make sure that there are no impurities or particles of other colors remaining in the hopper to avoid impure color of the plastic wood produced;
2. Check whether the vacuum equipment of the extruder is unobstructed and ensure that the vacuum degree is not less than -0.08mpa. The vacuum barrel should be cleaned twice per shift if it is normal. Do not use metal tools to clean the exhaust holes, and use plastic or wooden sticks to clean up the impurities in the exhaust holes of the barrel;
3. Check whether the hopper is equipped with a metal filter. The particles are filtered through metal to remove the metal impurities mixed in the particles, reduce the wear of the metal impurities on the inside of the equipment and ensure the perfect fusion of the molded plastic-wood profiles.
4. Whether the cooling water system is operating normally. A perfect cooling water system is the necessary equipment for cooling after plastic-wood extrusion. Timely cooling treatment can ensure the good shape of plastic-wood profiles.
5. Install plastic-wood molds, and install designated molds according to the profiles to be produced.
6. Check whether the pneumatic cutting machine and other screw components can operate normally.
D. The temperature of the newly extruded plastic-wood profile is relatively high, and it needs to be manually placed on a flat ground. After the profile is completely cooled, it will be processed and packaged. Although this step is simple, it is very important. If the factory ignores these details, the factory materials will often have defects. Uneven plastic wood will easily lead to different thicknesses of the upper and lower surfaces of the product after the later grinding and processing. In addition, uneven profiles will bring certain difficulties to the construction and affect the landscape effect.
E. According to the needs of customers, process the plastic-wood profiles:
1. Grinding treatment is to remove a layer of plastic skin produced when the plastic-wood profile is extruded, so that the plastic-wood profile has better wear resistance when installed at the factory.
2. Embossing treatment: After the surface of the profile is polished, the plastic-wood is embossed to make the surface of the plastic-wood profile have a wood-like effect.
3. Cutting, tenoning processing, customized size according to customer needs, and customized products such as tenoning needs.
4. After the above processing is completed, the last step is to package the product. Reasonable packaging of the product can reduce the damage caused by the product during delivery.

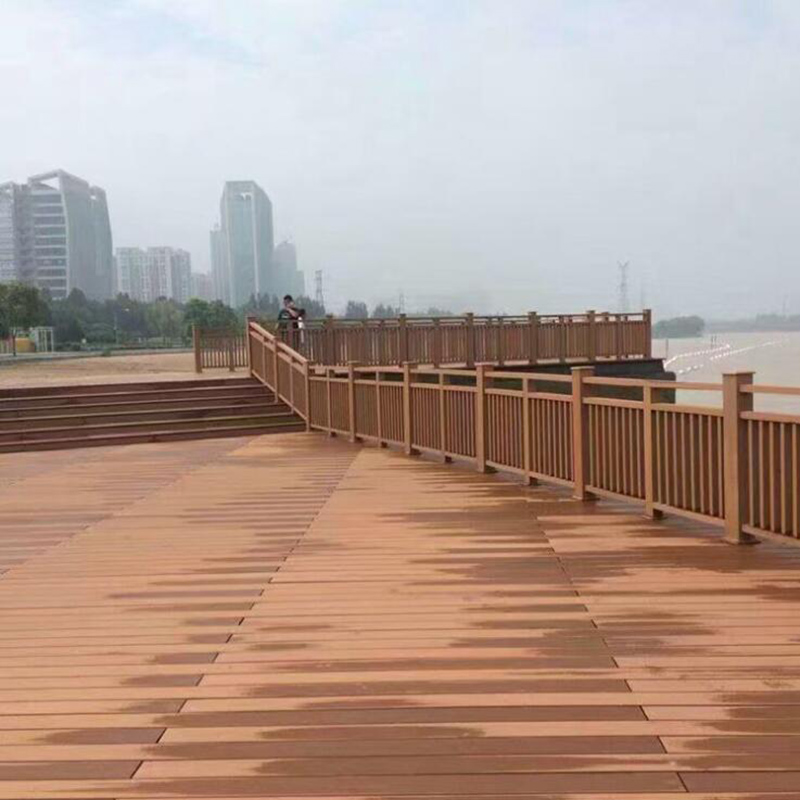
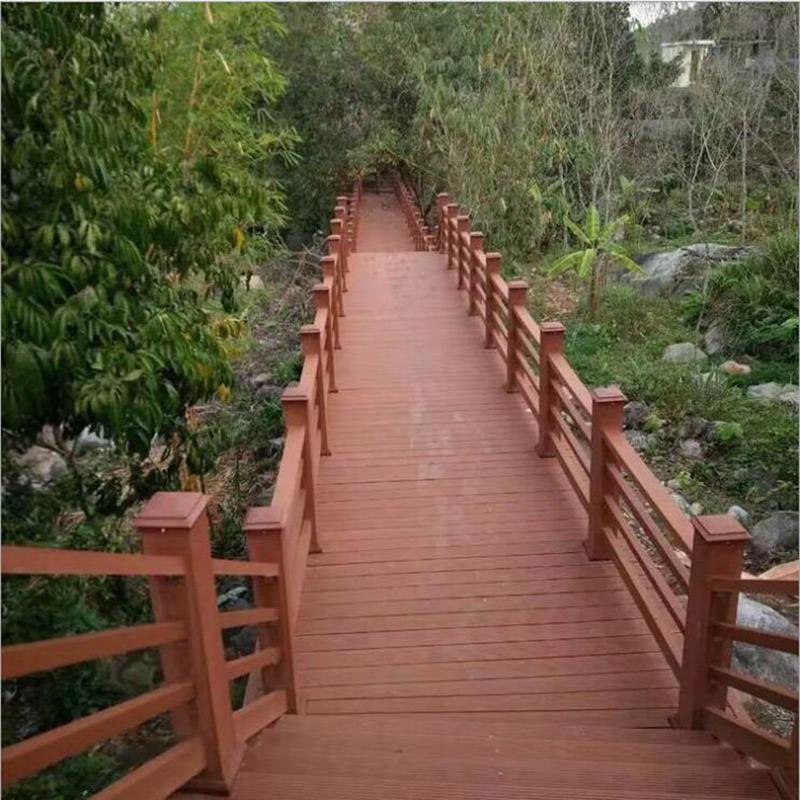
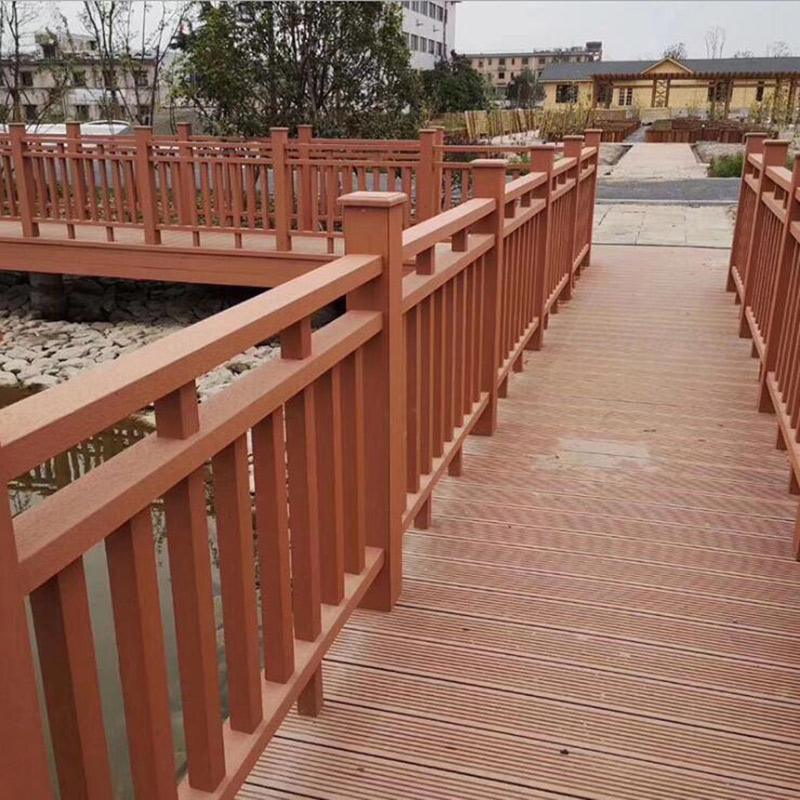
Engineering Case





 Style
Style




Application





| Density | 1.35g/m3 (Standard: ASTM D792-13 Method B) |
| Tensile strength | 23.2 MPa (Standard: ASTM D638-14) |
| Flexural strength | 26.5Mp (Standard: ASTM D790-10) |
| Flexural Modulus | 32.5Mp (Standard: ASTM D790-10) |
| Impact strength | 68J/m (Standard: ASTM D4812-11) |
| Shore hardness | D68 (Standard: ASTM D2240-05) |
| Water absorption | 0.65%(Standard: ASTM D570-98) |
| Thermal expansion | 42.12 x10-6 (Standard: ASTM D696 – 08) |
| Slip resistant | R11 (Standard: DIN 51130:2014) |





