



Ayrıntılar Görüntüler

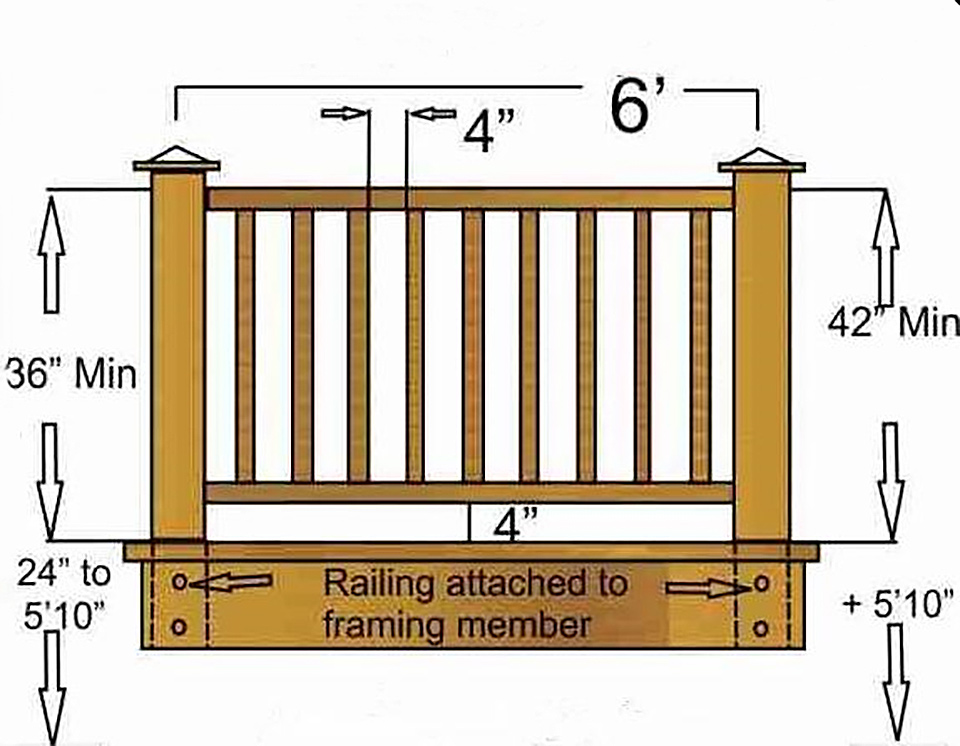
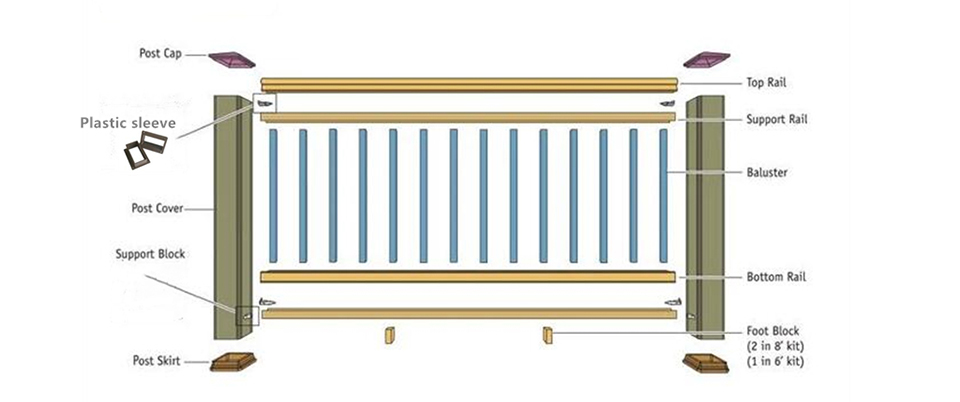
WPC Korkuluk

WPC Korkuluk
WPC Korkuluk

WPC Direk Kol

WPC Direk Kol

WPC Üst Ray ve Alt Ray

WPC Üst Ray ve Alt Ray

WPC Direk Kol

Renkli ekran

Uzun ömür
Düşük bakım
Bükülme veya Parçalanma Yok
Kaymaz yürüme yüzeyleri
Çizilmeye karşı dayanıklıdır
Leke koruması
Su geçirmez
15 Yıl Garanti
%95 geri dönüştürülmüş ahşap ve plastik
Anti-mikrobiyal
Yangına dayanıklı
Kolay kurulum
Parametre
| Marka | DEGE |
| Renkler | Açık Gri, Bej, Turuncu, Kahverengi, Derin Çay, Koyu Gri |
| İsim | |
| Kalem | |
| Standart Boyut (Genişlik * Uzunluk) | |
| Uzunluk | 2.2m,2.9m,5.6m veya özelleştirilmiş |
| WPC bileşeni | %35 HDPE+%60 ağaç lifi + %5 katkı maddesi |
| Aksesuarlar | Patentli klipsli kolay sistem |
| Teslimat süresi | Bir 20'ctn için yaklaşık 15-20 gün |
| Ödeme | % 30 yatırıldı, geri kalanı teslim edilmeden önce ödenmelidir |
| Başvuru | Zemin kaplaması, döşeme, çöp kovası, çit, duvar paneli, çiçek kutusu vb. |
| WPC Hs Kodu | 39189090 |
| paket | Palet veya toplu paketleme |
| Garanti | 10 yıl |
| Ana Özellikler: | 1. Geri dönüştürülebilir, çevre dostu, orman kaynaklarından tasarruf 2. Doğal ahşabın görünümü, ancak daha az ahşap sorunu 3. Neme/suya dayanıklı, daha az çürük, tuzlu su koşullarında kanıtlanmış 4. Yalınayak dostu, kaymaz, daha az çatlama, daha az bükülme 5. Boyama gerektirmez, yapıştırıcı gerektirmez, az bakım gerektirir 6. Hava koşullarına dayanıklı, eksi - 40 ila 60 santigrat derece, anti-UV 7. Termitlere ve böceklere dayanıklı ve küflenmez 8. Kurulumu ve temizliği kolaydır 9. ihtiyacınıza göre çeşitli model |
WPC Duvar Paneli Üretim Süreci

A. PE plastik ahşap, şu anda dünyada en yaygın kullanılan plastik ahşap türüdür, yani WPC KAPLAMA, WPC ESÇLEME.Öncelikle PE plastik ahşap ürünlerin hammaddelerini anlayalım.Ana hammaddeler PE plastik ve kavak ağacı tozudur., Toner, anti-ultraviyole emici, bağdaştırıcı.
1. PE plastik: Maliyet ve füzyonun kapsamlı karşılaştırması HDPE en iyi seçimdir ve piyasadaki plastik ahşap temelde beyaz kirliliği azaltan ve çevremizi daha sağlıklı ve çevre dostu yapan ana hammadde olarak geri dönüştürülmüş malzemeler kullanır."Geri dönüştürülmüş", geri dönüştürülmüş plastik malzeme olarak da adlandırılır.Belirli bir işleme süreciyle yeniden kullanılabilen, endüstriyel olarak geri dönüştürülebilen tüm plastiklere geri dönüştürülmüş plastikler denir;geri dönüştürülmüş malzemeler, özel sınıf geri dönüştürülmüş malzemeler ve birinci sınıf geri dönüştürülmüş malzemeler gibi birçok sınıfa ayrılır., İkincil geri dönüşüm, üçüncül geri dönüşüm ve hatta çöp, kelimenin tam anlamıyla anlamını anlamak kolaydır, sınıf ne kadar yüksek olursa, plastiğin kirlilik içeriği o kadar az olur, çöpün kirlilik içeriği doğal olarak yüksektir ve doğrudan hammadde seçimi plastik ahşap seçimini etkiler Plastik-ahşap malzeme ahşap tozunun plastikle sarıldığı bir durum olduğundan, plastiğin safsızlık içeriği yüksekse ve plastiğin kendi oranı küçükse, doğal olarak ahşap tozunu iyi saramaz. .
2. Odun unu: Odun unu ve plastiğin plastik ahşapta mükemmel bir şekilde kaynaşmasını sağlamak için, yalnızca plastikler için katı gereklilikler değil, aynı zamanda odun unu da vardır: aynı ağırlıktaki odun unu ne kadar ince olursa, yüzey alanı o kadar büyük olur tozdan.Gereken plastik oranı ne kadar yüksekse;aksine, ahşap tozu tozu ne kadar büyük olursa, tozun yüzey alanı o kadar küçük ve plastik füzyon sırasında gereken plastik oranı o kadar düşük olur.Uzun yıllar süren deneylerden sonra, kavak ağacı tozu en iyi odun tozu tozudur ve tozun parçacık boyutu 80-100 ağ kalınlığında en iyisidir;toz çok ince, işleme maliyeti yüksek, plastik bileşim daha fazlasını gerektiriyor ve maliyet daha yüksek, ancak kalıplanmış plastik-ahşap ürünün plastisitesi çok yüksek;toz çok pürüzlü ise, işleme maliyeti düşüktür ve plastik bileşim gereksinimleri daha azdır, ancak kalıplanmış plastik-ahşap ürün yetersiz füzyona sahiptir, kırılgandır ve çatlaması kolaydır.
3. Yardımcı malzemeler: Tonerin ana işlevi, plastik ahşap malzemelerin rengine uyum sağlamaktır.Şu anda, PE plastik ahşabın ana uygulaması inorganik renkli tozdur.İç mekan PVC ekolojik ahşap için kullanılan organik renkten farklı olan dış mekan kullanımı için daha iyi solma önleyici performansa sahiptir.Toz, organik toner rengi daha canlı ve parlaktır.Anti-ultraviyole emicinin ana işlevi, plastik ahşap dış mekan kullanımının anti-ultraviyole yeteneğini geliştirmek ve yaşlanma karşıtı performansı iyileştirmektir.Uyumlulaştırıcı, odun unu ve reçine arasındaki uyumluluğu destekleyen bir katkı maddesidir.
B. Plastik ahşabın ham maddelerini kısaca anlayın, sonraki adım peletlemedir.Yukarıdaki hammaddelere göre, belirli bir orana göre karıştırın, plastik ahşap peletleri yüksek sıcaklıkta füzyonla kurutmadan geçirin ve kullanım için paketleyin.Peletleme ekipmanının ana işlevi, ahşap tozu ve plastiğin ön plastikleştirme sürecini gerçekleştirmek, biyokütle tozu malzemesinin ve PE plastiğinin erime koşulları altında homojen bir şekilde karıştırılmasını gerçekleştirmek ve plastik ahşap malzemelerin üretimi için ön işlem yapmaktır.Ahşap-plastik eriyiğin zayıf akışkanlığı nedeniyle, ahşap-plastik malzeme peletleyici ve plastik peletleyici tasarımı tam olarak aynı değildir.Farklı plastikler için peletleyicinin tasarımı da farklıdır.Polietilen için genellikle kullanılan peletleyici genellikle konik çift vidalı bir ekstrüder kullanır, çünkü polietilen ısıya duyarlı bir reçinedir ve konik çift vidalı ekstrüder güçlü kesme kuvvetine sahiptir ve vida uzunlukları nispeten paraleldir.Çift vidalı ekstrüder kısadır, bu da malzemenin namluda kalma süresini azaltır.Vidanın dış çapı büyükten küçüğe konik bir tasarıma sahiptir, bu nedenle sıkıştırma oranı oldukça büyüktür ve malzeme namlu içinde daha tam ve düzgün bir şekilde plastikleştirilebilir.
C. Peletleme işleminden sonra ekstrüzyon aşamasına girer.Ekstrüzyondan önce birkaç hazırlık yapılması gerekir:
1. Üretilen plastik ahşabın saf olmayan rengini önlemek için haznede yabancı madde veya diğer renk parçacıkları kalmadığından emin olun;
2. Ekstrüderin vakum ekipmanının engelsiz olup olmadığını kontrol edin ve vakum derecesinin -0.08mpa'dan az olmadığından emin olun.Vakum namlusu normal ise her vardiyada iki kez temizlenmelidir.Egzoz deliklerini temizlemek için metal aletler kullanmayın ve namlunun egzoz deliklerindeki pislikleri temizlemek için plastik veya tahta çubuklar kullanın;
3. Haznenin bir metal filtreyle donatılmış olup olmadığını kontrol edin.Parçacıkların içine karışan metal safsızlıkları gidermek, ekipmanın içindeki metal safsızlıkların aşınmasını azaltmak ve kalıplanmış plastik-ahşap profillerin mükemmel kaynaşmasını sağlamak için parçacıklar metalden süzülür.
4. Soğutma suyu sisteminin normal çalışıp çalışmadığı.Mükemmel bir soğutma suyu sistemi, plastik-ahşap ekstrüzyon sonrası soğutma için gerekli ekipmandır.Zamanında soğutma işlemi, plastik-ahşap profillerin iyi şeklini sağlayabilir.
5. Plastik-ahşap kalıpları, üretilecek profillere göre belirlenen kalıpları takın.
6. Pnömatik kesme makinesinin ve diğer vida bileşenlerinin normal çalışıp çalışmadığını kontrol edin.
D. Yeni ekstrüde edilmiş plastik-ahşap profilin sıcaklığı nispeten yüksektir ve düz bir zemine manuel olarak yerleştirilmesi gerekir.Profil tamamen soğuduktan sonra işlenip paketlenecektir.Bu adım basit olmasına rağmen çok önemlidir.Fabrika bu ayrıntıları görmezden gelirse, fabrika malzemeleri genellikle kusurlu olacaktır.Pürüzlü plastik ahşap, sonraki taşlama ve işleme sonrasında ürünün üst ve alt yüzeylerinde kolaylıkla farklı kalınlıklara yol açacaktır.Ayrıca düzgün olmayan profiller, inşaatta belirli zorluklar getirecek ve peyzaj etkisini etkileyecektir.
E. Müşterilerin ihtiyaçlarına göre plastik-ahşap profilleri işleyin:
1. Taşlama işlemi, plastik-ahşap profil ekstrüde edildiğinde üretilen plastik bir tabakanın çıkarılmasıdır, böylece plastik-ahşap profil fabrikada kurulduğunda daha iyi aşınma direncine sahip olur.
2. Kabartma işlemi: Profilin yüzeyi parlatıldıktan sonra, plastik-ahşap profilin yüzeyinin ahşap benzeri bir etkiye sahip olması için plastik-ahşap kabartılır.
3. Kesme, zıvana işleme, müşteri ihtiyaçlarına göre özelleştirilmiş boyut ve zıvana ihtiyaçları gibi özelleştirilmiş ürünler.
4. Yukarıdaki işlemler tamamlandıktan sonra son adım ürünü paketlemektir.Ürünün makul bir şekilde ambalajlanması, teslimat sırasında ürünün neden olduğu hasarı azaltabilir.

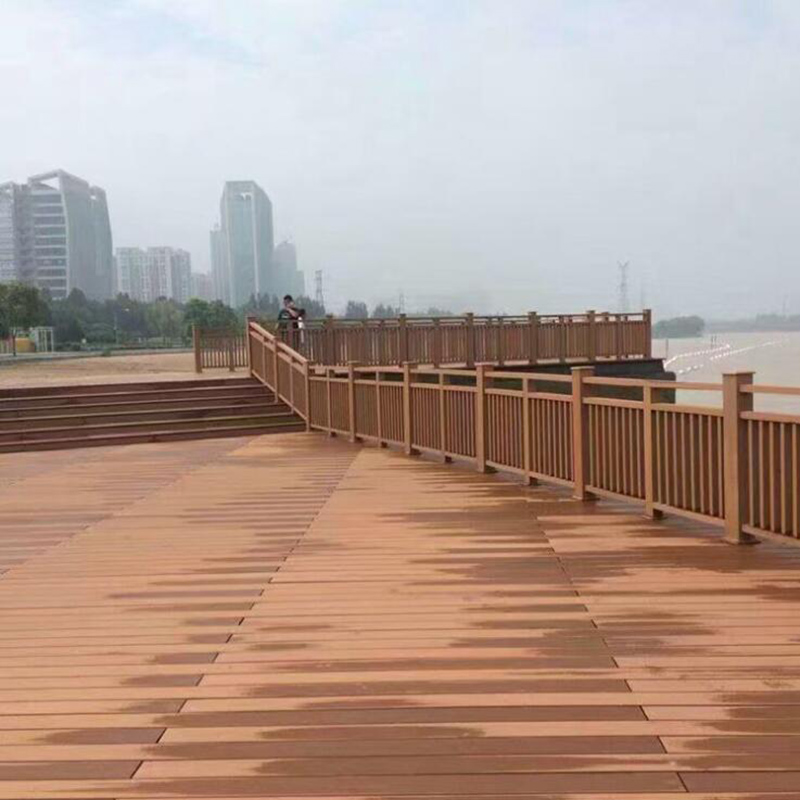
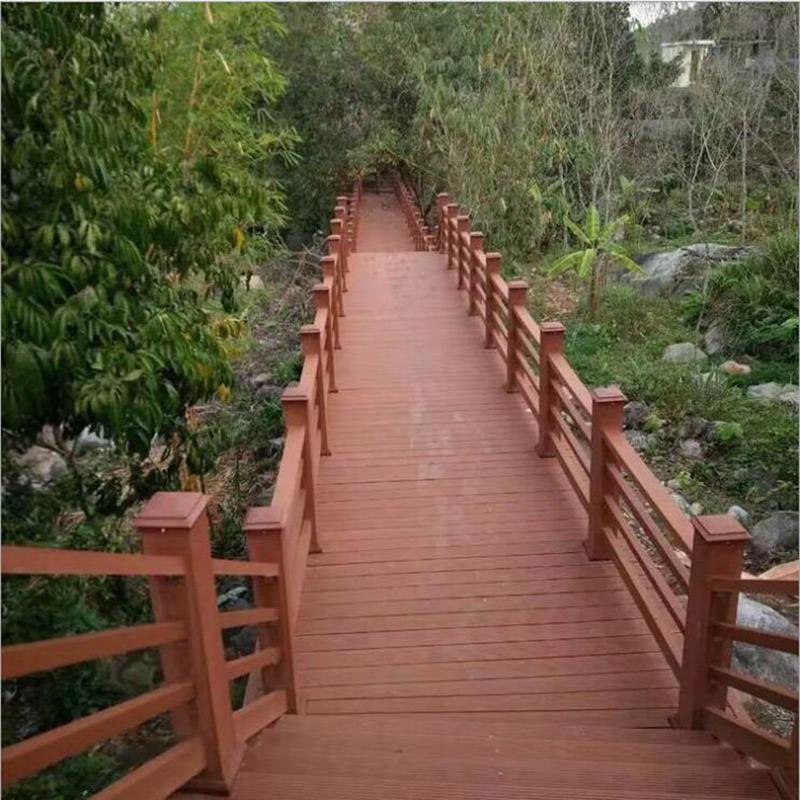
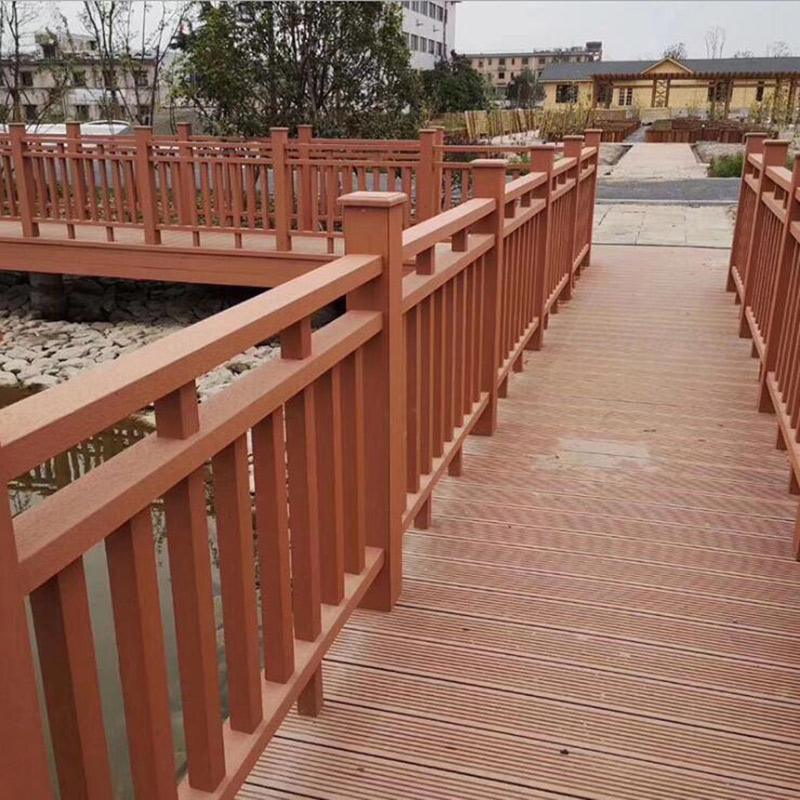
Mühendislik Vakası





 stil
stil




Başvuru





| Yoğunluk | 1,35g/m3 (Standart: ASTM D792-13 Yöntem B) |
| Gerilme direnci | 23,2 MPa (Standart: ASTM D638-14) |
| Bükülme mukavemeti | 26.5Mp (Standart: ASTM D790-10) |
| eğilme modülü | 32.5Mp (Standart: ASTM D790-10) |
| Darbe gücü | 68J/m (Standart: ASTM D4812-11) |
| kıyı sertliği | D68 (Standart: ASTM D2240-05) |
| Su soğurumu | %0,65(Standart: ASTM D570-98) |
| Termal Genleşme | 42.12 x10-6 (Standart: ASTM D696 – 08) |
| Kaymaz | R11 (Standart: DIN 51130:2014) |





