







Mga Detalye ng Larawan

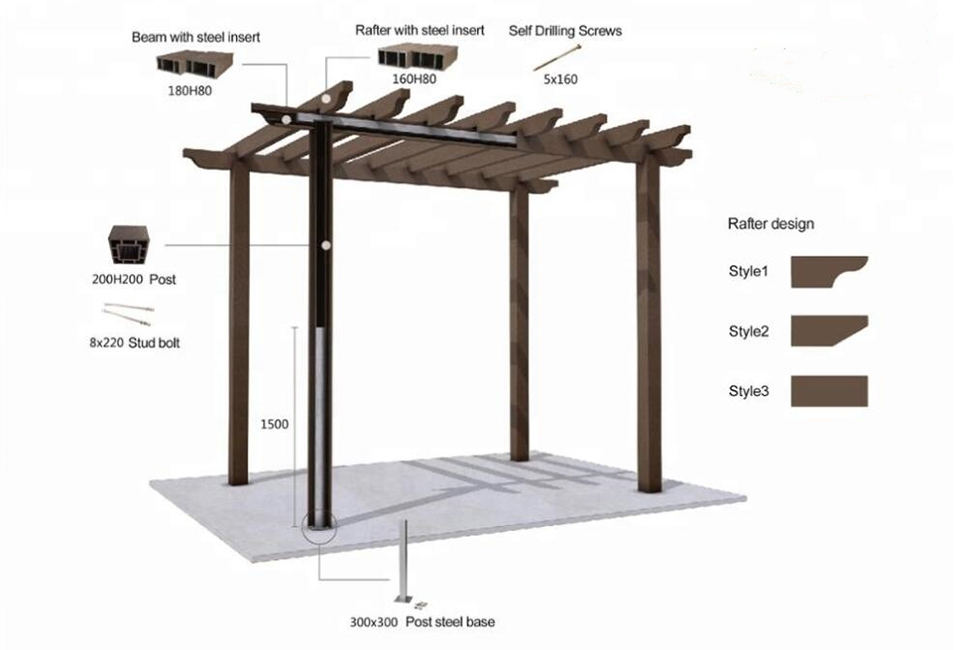
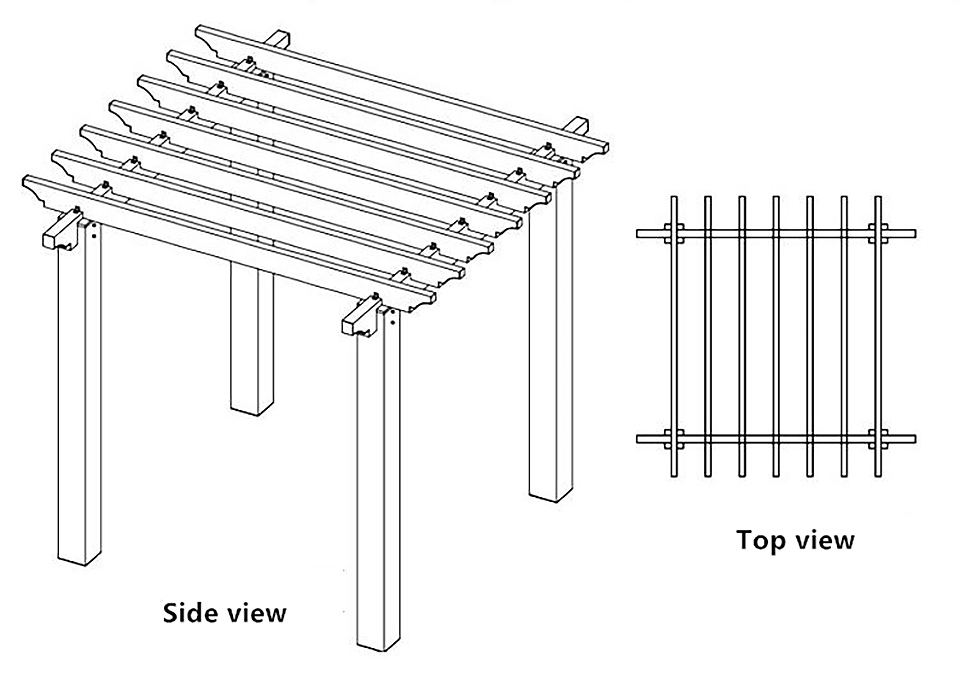
WPC Beam
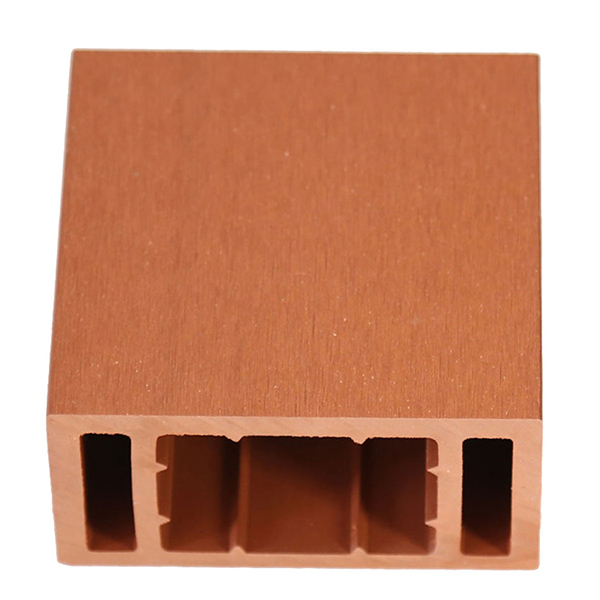
WPC Beam

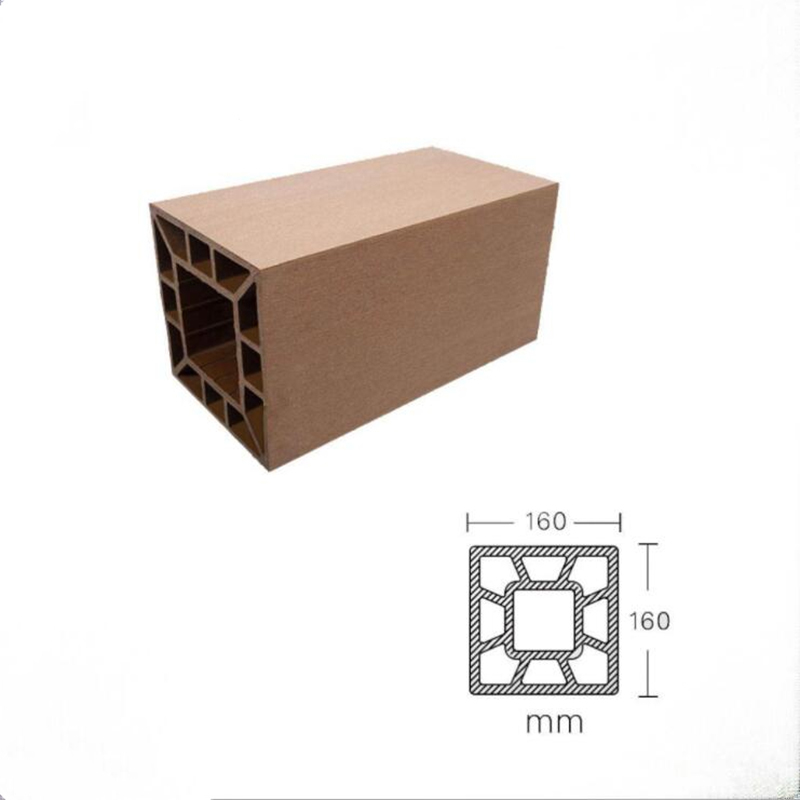
WPC Post

WPC Post

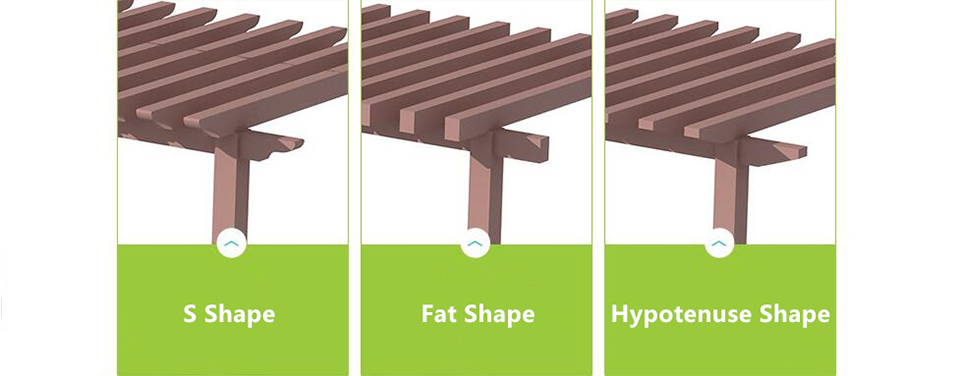
WPC Rafter

Display ng Kulay

Mahabang Buhay
Mababang Pagpapanatili
Walang Warping o Splintering
Madulas na lumalaban sa paglalakad
Lumalaban sa scratch
Lumalaban sa mantsa
Hindi nababasa
15 Taon na Warranty
95% recycled na kahoy at plastik
Anti-microbial
Lumalaban sa Sunog
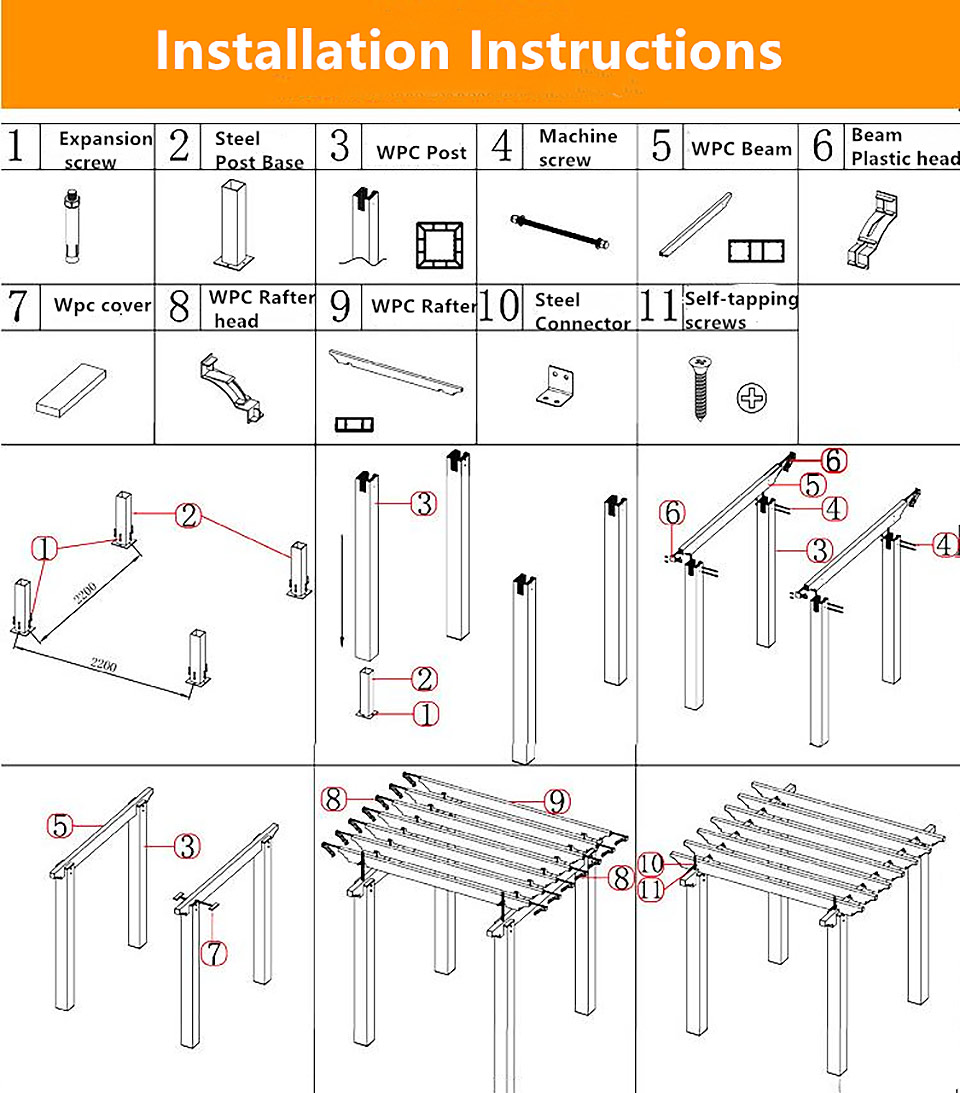
Madaling pagkabit
Parameter
| Tatak | DEGE |
| Mga kulay | Banayad na Grey, Beige, Orange, Brown, Deep Tea, Deep Gray |
| Pangalan | |
| item | |
| Karaniwang Sukat (Lapad * Haba) | |
| Ang haba | 2.2m,2.9m,5.6m o naka-customize |
| Bahagi ng WPC | 35% HDPE+60% wood fiber + 5% additives |
| Mga accessories | Patented clip-easy system |
| Oras ng paghatid | Mga 15-20 araw para sa isang 20'ctn |
| Pagbabayad | 30% ang nakadeposito, ang iba ay dapat bayaran bago ihatid |
| Aplikasyon | Decking, flooring, dustbin, bakod, wall panel, flower box, atbp |
| Wpc Hs Code | 39189090 |
| Package | Papag o bulk packing |
| Garantiya | 10 Taon |
| Pangunahing Tampok: | 1. Nai-rcyclable, eco-friendly, nagtitipid sa mga mapagkukunan ng kagubatan 2. Sa hitsura ng natural na kahoy, ngunit mas kaunting mga problema sa troso 3. Moisture/water resistant, hindi gaanong bulok, napatunayan sa ilalim ng tubig-alat na kondisyon 4. Barefoot friendly, anti-slip, less cracking, less warping 5. Hindi nangangailangan ng pagpipinta, walang pandikit, mababang pagsisikap sa pagpapanatili 6. Lumalaban sa panahon, angkop mula sa minus - 40 hanggang 60 centigrade degree, anti-UV 7. Lumalaban sa anay at insekto, at hindi inaamag 8. Madaling i-install at linisin 9.various modelo ayon sa iyong pangangailangan |
Proseso ng Produksyon ng Wpc Wall Panel

A. Ang PE plastic na kahoy ay kasalukuyang pinaka-tinatanggap na uri ng plastik na kahoy sa mundo, iyon ay, ang amingWPC CLADDING, WPC FENCING.Una sa lahat, unawain natin ang mga hilaw na materyales ng PE plastic wood products.Ang pangunahing hilaw na materyales ay PE plastic at poplar wood powder., Toner, anti-ultraviolet absorber, compatibilizer.
1. PE plastic: Ang komprehensibong paghahambing ng gastos at pagsasanib HDPE ay ang pinakamahusay na pagpipilian, at ang plastik na kahoy sa merkado ay karaniwang gumagamit ng mga recycled na materyales bilang pangunahing hilaw na materyal, na binabawasan ang puting polusyon at ginagawang mas malusog at environment friendly ang ating kapaligiran.Ang "recycled" ay tinatawag ding recycled plastic material.Ang lahat ng mga industriyal na recyclable na plastik na maaaring magamit muli sa pamamagitan ng isang partikular na proseso ng pagproseso ay tinatawag na mga recycled na plastik;Ang mga recycled na materyales ay nahahati sa maraming grado, tulad ng mga espesyal na grado na recycled na materyales at unang baitang mga recycled na materyales., Pangalawang recycling, tertiary recycling o kahit na basura, madaling maunawaan ang kahulugan ng literal, mas mataas ang grado, mas mababa ang karumihang nilalaman ng plastic, ang basura ay natural na mataas sa nilalaman ng karumihan, at ang pagpili ng mga hilaw na materyales nang direkta nakakaapekto sa pagpili ng plastic na kahoy Dahil ang plastic-wood material ay isang estado kung saan ang pulbos ng kahoy ay nakabalot ng plastic, kung mataas ang impurity content ng plastic, at maliit ang proporsyon ng plastic mismo, natural na hindi ito nakakapagbalot ng pulbos ng kahoy ng maayos. .
2. Wood flour: Upang makamit ang perpektong pagsasanib ng wood flour at plastic sa plastic wood, mayroong hindi lamang mahigpit na mga kinakailangan sa mga plastik, kundi pati na rin sa wood flour: mas pino ang wood flour ng parehong timbang, mas malaki ang surface area. ng pulbos.Ang mas mataas na proporsyon ng plastic na kinakailangan;sa kabaligtaran, mas malaki ang pulbos na pulbos ng kahoy, mas maliit ang lugar sa ibabaw ng pulbos, at mas mababa ang proporsyon ng plastik na kinakailangan sa panahon ng pagsasanib ng plastik.Pagkatapos ng maraming taon ng mga eksperimento, ang poplar wood powder ay ang pinakamahusay na wood powder powder, at ang laki ng butil ng pulbos ay ang pinakamahusay sa kapal ng 80-100 mesh;ang pulbos ay masyadong pinong, ang gastos sa pagproseso ay mataas, ang komposisyon ng plastik ay nangangailangan ng higit pa, at ang gastos ay mas mataas, ngunit Ang molded plastic-wood na produkto ay may masyadong mataas na plasticity;kung ang pulbos ay masyadong magaspang, ang gastos sa pagpoproseso ay mababa, at ang mga kinakailangan sa komposisyon ng plastik ay mas mababa, ngunit ang molded plastic-wood na produkto ay walang sapat na pagsasanib, ay malutong, at madaling pumutok.
3. Mga pantulong na materyales: Ang pangunahing tungkulin ng toner ay upang tumugma sa kulay ng mga plastik na materyales sa kahoy.Sa kasalukuyan, ang pangunahing aplikasyon ng PE plastic wood ay inorganikong kulay na pulbos.Ito ay may mas mahusay na anti-fading performance para sa panlabas na paggamit, na iba sa organic na kulay na ginagamit para sa panloob na PVC ecological wood.Mas matingkad at maliwanag ang kulay ng powder, organic toner.Ang pangunahing pag-andar ng anti-ultraviolet absorber ay upang mapabuti ang anti-ultraviolet na kakayahan ng plastic wood panlabas na paggamit, at pagbutihin ang anti-aging performance.Ang compatibilizer ay isang additive na nagtataguyod ng compatibility sa pagitan ng wood flour at resin.
B. Unawain ang mga hilaw na materyales ng plastik na kahoy sa madaling sabi, ang susunod na hakbang ay ang pag-pelletize.Ayon sa mga hilaw na materyales sa itaas, paghaluin ayon sa isang tiyak na ratio, i-extrude ang mga plastic wood pellets sa pamamagitan ng high temperature fusion drying, at i-pack ang mga ito para magamit.Ang pangunahing pag-andar ng kagamitan sa pelletizing ay upang mapagtanto ang proseso ng pre-plasticization ng wood powder at plastic, mapagtanto ang pare-parehong paghahalo ng biomass powder material at PE plastic sa ilalim ng mga kondisyon ng pagkatunaw, at magsagawa ng pretreatment para sa produksyon ng mga plastic wood materials.Dahil sa mahinang pagkalikido ng wood-plastic melt, ang disenyo ng wood-plastic material pelletizer at plastic pelletizer ay hindi eksaktong pareho.Para sa iba't ibang plastic, iba rin ang disenyo ng pelletizer.Ang pelletizer na karaniwang ginagamit para sa polyethylene ay kadalasang gumagamit ng conical twin-screw extruder, dahil ang polyethylene ay heat-sensitive resin, at ang conical twin-screw extruder ay may malakas na shearing force at ang haba ng turnilyo ay medyo parallel.Ang twin screw extruder ay maikli, na binabawasan ang oras ng paninirahan ng materyal sa bariles.Ang panlabas na diameter ng tornilyo ay may isang korteng kono na disenyo mula sa malaki hanggang sa maliit, kaya ang ratio ng compression ay medyo malaki, at ang materyal ay maaaring ma-plastikan nang mas ganap at pantay sa bariles.
C. Pagkatapos ng pelletizing, ito ay pumasok sa extrusion stage.Maraming mga paghahanda ang kailangang gawin bago ang pagpilit:
1. Siguraduhin na walang mga impurities o particle ng iba pang mga kulay na natitira sa hopper upang maiwasan ang hindi malinis na kulay ng plastic wood na ginawa;
2. Suriin kung ang vacuum equipment ng extruder ay hindi nakaharang at tiyaking ang vacuum degree ay hindi bababa sa -0.08mpa.Ang vacuum barrel ay dapat linisin ng dalawang beses bawat shift kung ito ay normal.Huwag gumamit ng mga kasangkapang metal upang linisin ang mga butas ng tambutso, at gumamit ng mga plastik o kahoy na stick upang linisin ang mga dumi sa mga butas ng tambutso ng bariles;
3. Suriin kung ang hopper ay nilagyan ng metal na filter.Ang mga particle ay sinasala sa pamamagitan ng metal upang alisin ang mga dumi ng metal na pinaghalo sa mga particle, bawasan ang pagsusuot ng mga dumi ng metal sa loob ng kagamitan at matiyak ang perpektong pagsasanib ng mga molded plastic-wood na profile.
4. Kung ang sistema ng paglamig ng tubig ay gumagana nang normal.Ang isang perpektong sistema ng paglamig ng tubig ay ang kinakailangang kagamitan para sa paglamig pagkatapos ng plastic-wood extrusion.Ang napapanahong cooling treatment ay maaaring matiyak ang magandang hugis ng mga plastic-wood profile.
5. Mag-install ng plastic-wood molds, at mag-install ng mga designated molds ayon sa mga profile na gagawin.
6. Suriin kung ang pneumatic cutting machine at iba pang bahagi ng screw ay maaaring gumana nang normal.
D. Ang temperatura ng bagong extruded na plastic-wood na profile ay medyo mataas, at kailangan itong manu-manong ilagay sa isang patag na lupa.Matapos ang profile ay ganap na pinalamig, ito ay ipoproseso at ipapakete.Kahit na ang hakbang na ito ay simple, ito ay napakahalaga.Kung balewalain ng pabrika ang mga detalyeng ito, kadalasang may mga depekto ang mga materyales sa pabrika.Ang hindi pantay na plastik na kahoy ay madaling humantong sa iba't ibang kapal ng itaas at ibabang ibabaw ng produkto pagkatapos ng paggiling at pagproseso sa ibang pagkakataon.Bilang karagdagan, ang hindi pantay na mga profile ay magdadala ng ilang mga paghihirap sa pagtatayo at makakaapekto sa epekto ng landscape.
E. Ayon sa mga pangangailangan ng mga customer, iproseso ang mga profile ng plastic-wood:
1. Ang paggamot sa paggiling ay upang alisin ang isang layer ng plastic na balat na ginawa kapag ang plastic-wood profile ay na-extruded, upang ang plastic-wood profile ay may mas mahusay na wear resistance kapag naka-install sa pabrika.
2. Paggamot ng embossing: Matapos ang ibabaw ng profile ay pinakintab, ang plastic-wood ay embossed upang ang ibabaw ng plastic-wood profile ay magkaroon ng isang wood-like effect.
3. Pagputol, pagpoproseso ng tenoning, customized na laki ayon sa pangangailangan ng customer, at customized na mga produkto tulad ng mga pangangailangan ng tenoning.
4. Matapos makumpleto ang pagproseso sa itaas, ang huling hakbang ay ang pag-package ng produkto.Ang makatwirang packaging ng produkto ay maaaring mabawasan ang pinsalang dulot ng produkto sa panahon ng paghahatid.

Kaso ng Engineering
Proyekto 1





Proyekto 2










| Densidad | 1.35g/m3 (Standard: ASTM D792-13 Paraan B) |
| lakas ng makunat | 52.5 MPa (Pamantayang: ASTM D638-14) |
| Flexural na lakas | 55.5Mp (Karaniwan: ASTM D790-10) |
| Flexural Modulus | 65.5Mp (Karaniwan: ASTM D790-10) |
| Lakas ng epekto | 90J/m (Karaniwan: ASTM D4812-11) |
| Katigasan ng baybayin | D80 (Karaniwan: ASTM D2240-05) |
| Pagsipsip ng tubig | 0.6%(Karaniwan: ASTM D570-98) |
| Thermal expansion | 3.21×10-6 (Standard: ASTM D696 – 08) |





