




వీడియో

వివరాలు చిత్రాలు
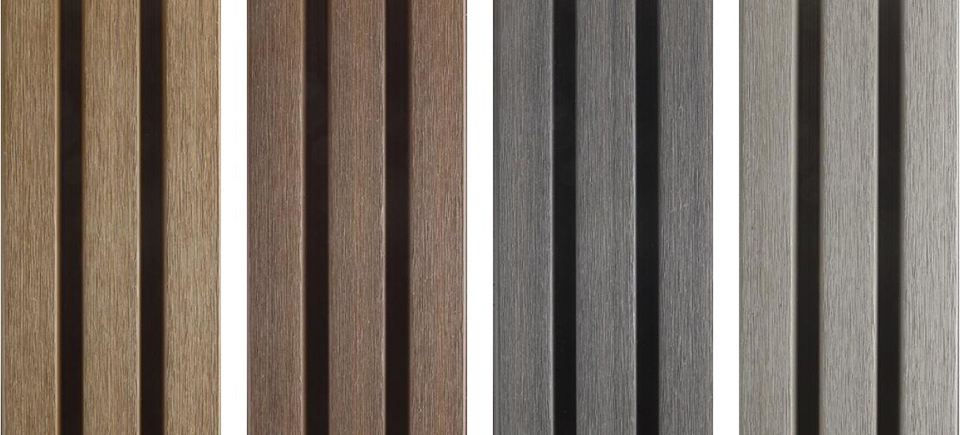

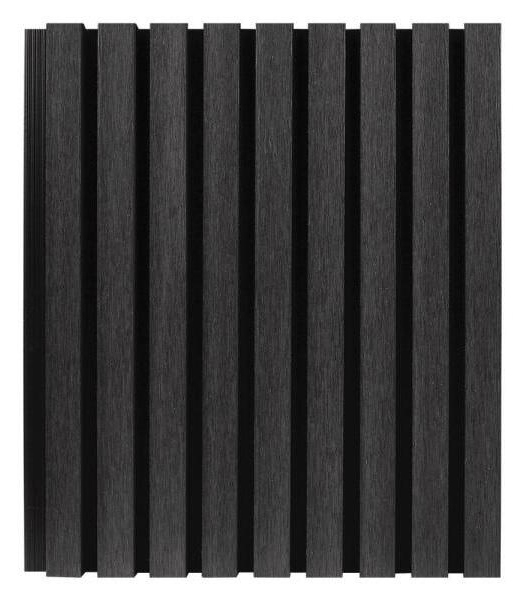
రంగు ప్రదర్శన

లాంగ్ లైఫ్స్పాన్
తక్కువ నిర్వహణ
వార్పింగ్ లేదా స్ప్లింటరింగ్ లేదు
స్లిప్-రెసిస్టెంట్ వాకింగ్ ఉపరితలాలు
స్క్రాచ్ రెసిస్టెంట్
స్టెయిన్ రెసిస్టెంట్
జలనిరోధిత
15 సంవత్సరాల వారంటీ
95% రీసైకిల్ కలప మరియు ప్లాస్టిక్
యాంటీ మైక్రోబియల్
అగ్ని నిరోధక
సులువు సంస్థాపన
పరామితి
| బ్రాండ్ | DEGE |
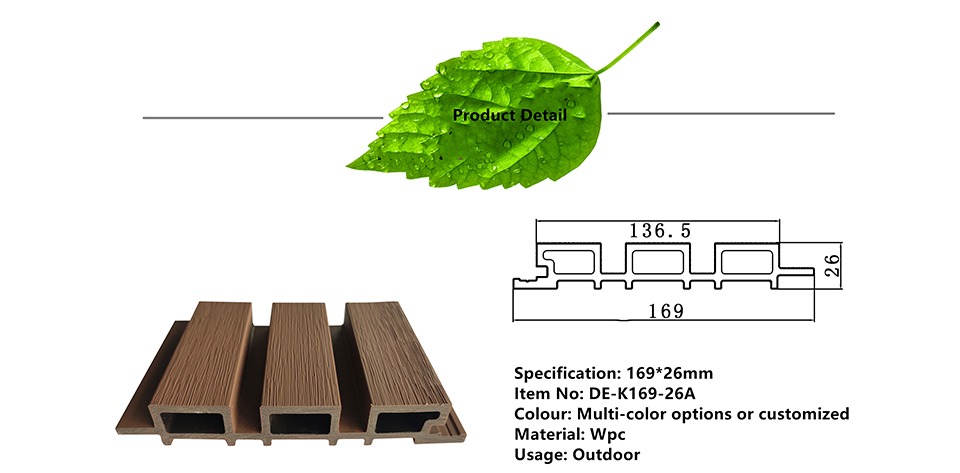
| పేరు | WPC వాల్ క్లాడింగ్ |
| అంశం | క్లాడింగ్ |
| ప్రామాణిక పరిమాణం | |
| WPC భాగం | 30% HDPE+60% కలప ఫైబర్ + 10% సంకలితం |
| ఉపకరణాలు | పేటెంట్ పొందిన క్లిప్-ఈజీ సిస్టమ్ |
| డెలివరీ సమయం | ఒక 20 అడుగుల కంటైనర్కు సుమారు 20-25 రోజులు |
| చెల్లింపు | 30% డిపాజిట్ చేయబడింది, మిగిలినది డెలివరీకి ముందు చెల్లించాలి |
| నిర్వహణ | ఉచిత నిర్వహణ |
| రీసైక్లింగ్ | 100% పునర్వినియోగపరచదగినది |
| ప్యాకేజీ | ప్యాలెట్ లేదా బల్క్ ప్యాకింగ్ |
ఉపరితలం అందుబాటులో ఉంది


నాణ్యత పరీక్ష



Wpc వాల్ ప్యానెల్ ఉత్పత్తి ప్రక్రియ

A. PE ప్లాస్టిక్ కలప ప్రస్తుతం ప్రపంచంలో అత్యంత విస్తృతంగా ఉపయోగించే ప్లాస్టిక్ కలప రకం, అంటే మా WPC క్లాడింగ్, WPC ఫెన్సింగ్.అన్నింటిలో మొదటిది, PE ప్లాస్టిక్ కలప ఉత్పత్తుల యొక్క ముడి పదార్థాలను అర్థం చేసుకుందాం.ప్రధాన ముడి పదార్థాలు PE ప్లాస్టిక్ మరియు పోప్లర్ కలప పొడి., టోనర్, యాంటీ-అల్ట్రావైలెట్ అబ్జార్బర్, కంపాటిబిలైజర్.
1. PE ప్లాస్టిక్: ధర మరియు ఫ్యూజన్ HDPE యొక్క సమగ్ర పోలిక ఉత్తమ ఎంపిక, మరియు మార్కెట్లోని ప్లాస్టిక్ కలప ప్రాథమికంగా రీసైకిల్ చేసిన పదార్థాలను ప్రధాన ముడి పదార్థంగా ఉపయోగిస్తుంది, ఇది తెల్లని కాలుష్యాన్ని తగ్గిస్తుంది మరియు మన వాతావరణాన్ని మరింత ఆరోగ్యవంతంగా మరియు పర్యావరణ అనుకూలమైనదిగా చేస్తుంది."రీసైకిల్" ను రీసైకిల్ ప్లాస్టిక్ మెటీరియల్ అని కూడా అంటారు.ఒక నిర్దిష్ట ప్రాసెసింగ్ ప్రక్రియ ద్వారా తిరిగి ఉపయోగించబడే అన్ని పారిశ్రామికంగా పునర్వినియోగపరచదగిన ప్లాస్టిక్లను రీసైకిల్ ప్లాస్టిక్లు అంటారు;రీసైకిల్ చేసిన పదార్థాలు ప్రత్యేక గ్రేడ్ రీసైకిల్ పదార్థాలు మరియు మొదటి గ్రేడ్ రీసైకిల్ పదార్థాలు వంటి అనేక గ్రేడ్లుగా విభజించబడ్డాయి., సెకండరీ రీసైక్లింగ్, తృతీయ రీసైక్లింగ్ లేదా చెత్త కూడా, అర్థాన్ని అక్షరాలా అర్థం చేసుకోవడం సులభం, గ్రేడ్ ఎక్కువ, ప్లాస్టిక్లో అశుద్ధత తక్కువగా ఉంటుంది, చెత్త సహజంగా అశుద్ధ కంటెంట్లో ఎక్కువగా ఉంటుంది మరియు ముడి పదార్థాల ఎంపిక నేరుగా ఉంటుంది. ప్లాస్టిక్ కలప ఎంపికను ప్రభావితం చేస్తుంది, ఎందుకంటే ప్లాస్టిక్-వుడ్ మెటీరియల్ అనేది ప్లాస్టిక్తో చెక్క పొడిని చుట్టబడిన స్థితి, ప్లాస్టిక్లో అశుద్ధత ఎక్కువగా ఉంటే మరియు ప్లాస్టిక్ నిష్పత్తి తక్కువగా ఉంటే, అది సహజంగా చెక్క పొడిని బాగా చుట్టలేకపోవచ్చు. .
2. కలప పిండి: ప్లాస్టిక్ కలపలో కలప పిండి మరియు ప్లాస్టిక్ యొక్క ఖచ్చితమైన కలయికను సాధించడానికి, ప్లాస్టిక్లపై కఠినమైన అవసరాలు మాత్రమే కాకుండా, కలప పిండి కూడా ఉన్నాయి: అదే బరువుతో కలప పిండి ఎంత చక్కగా ఉంటే, ఉపరితల వైశాల్యం అంత పెద్దది. పొడి యొక్క.అవసరమైన ప్లాస్టిక్ నిష్పత్తి ఎక్కువ;దీనికి విరుద్ధంగా, చెక్క పొడి పెద్దది, పొడి యొక్క ఉపరితల వైశాల్యం చిన్నది మరియు ప్లాస్టిక్ కలయిక సమయంలో అవసరమైన ప్లాస్టిక్ నిష్పత్తి తక్కువగా ఉంటుంది.అనేక సంవత్సరాల ప్రయోగాల తర్వాత, పోప్లర్ కలప పొడి ఉత్తమ కలప పొడి, మరియు పొడి యొక్క కణ పరిమాణం 80-100 మెష్ యొక్క మందంతో ఉత్తమంగా ఉంటుంది;పౌడర్ చాలా మంచిది, ప్రాసెసింగ్ ఖర్చు ఎక్కువగా ఉంటుంది, ప్లాస్టిక్ కూర్పుకు ఎక్కువ అవసరం, మరియు ఖర్చు ఎక్కువ, కానీ అచ్చుపోసిన ప్లాస్టిక్-కలప ఉత్పత్తి చాలా ఎక్కువ ప్లాస్టిసిటీని కలిగి ఉంటుంది;పౌడర్ చాలా కఠినంగా ఉంటే, ప్రాసెసింగ్ ఖర్చు తక్కువగా ఉంటుంది మరియు ప్లాస్టిక్ కూర్పు అవసరాలు తక్కువగా ఉంటాయి, అయితే అచ్చుపోసిన ప్లాస్టిక్-వుడ్ ఉత్పత్తికి తగినంత ఫ్యూజన్ ఉండదు, పెళుసుగా ఉంటుంది మరియు సులభంగా పగులగొడుతుంది.
3. సహాయక పదార్థాలు: టోనర్ యొక్క ప్రధాన విధి ప్లాస్టిక్ కలప పదార్థాల రంగుతో సరిపోలడం.ప్రస్తుతం, PE ప్లాస్టిక్ కలప యొక్క ప్రధాన అప్లికేషన్ అకర్బన రంగు పొడి.ఇది బాహ్య వినియోగం కోసం మెరుగైన యాంటీ-ఫేడింగ్ పనితీరును కలిగి ఉంది, ఇది ఇండోర్ PVC పర్యావరణ కలప కోసం ఉపయోగించే సేంద్రీయ రంగు నుండి భిన్నంగా ఉంటుంది.పౌడర్, ఆర్గానిక్ టోనర్ రంగు మరింత స్పష్టంగా మరియు ప్రకాశవంతంగా ఉంటుంది.యాంటీ-అల్ట్రా వయొలెట్ అబ్జార్బర్ యొక్క ప్రధాన విధి ప్లాస్టిక్ కలప బాహ్య వినియోగం యొక్క యాంటీ-అల్ట్రావైలెట్ సామర్థ్యాన్ని మెరుగుపరచడం మరియు యాంటీ ఏజింగ్ పనితీరును మెరుగుపరచడం.కంపాటిబిలైజర్ అనేది కలప పిండి మరియు రెసిన్ మధ్య అనుకూలతను ప్రోత్సహించే సంకలితం.
B. ప్లాస్టిక్ కలప యొక్క ముడి పదార్ధాలను క్లుప్తంగా అర్థం చేసుకోండి, తదుపరి దశ గుళికలను తయారు చేయడం.పై ముడి పదార్థాల ప్రకారం, ఒక నిర్దిష్ట నిష్పత్తి ప్రకారం కలపండి, అధిక ఉష్ణోగ్రత ఫ్యూజన్ ఎండబెట్టడం ద్వారా ప్లాస్టిక్ కలప గుళికలను వెలికితీసి, వాటిని ఉపయోగించడం కోసం ప్యాక్ చేయండి.కలప పొడి మరియు ప్లాస్టిక్ యొక్క ప్రీ-ప్లాస్టిజేషన్ ప్రక్రియను గ్రహించడం, ద్రవీభవన పరిస్థితుల్లో బయోమాస్ పౌడర్ మెటీరియల్ మరియు PE ప్లాస్టిక్ యొక్క ఏకరీతి మిక్సింగ్ను గ్రహించడం మరియు ప్లాస్టిక్ కలప పదార్థాల ఉత్పత్తికి ముందస్తు చికిత్స నిర్వహించడం పెల్లెటైజింగ్ పరికరాల యొక్క ప్రధాన విధి.వుడ్-ప్లాస్టిక్ మెల్ట్ యొక్క పేలవమైన ద్రవత్వం కారణంగా, కలప-ప్లాస్టిక్ మెటీరియల్ పెల్లెటైజర్ మరియు ప్లాస్టిక్ పెల్లెటైజర్ రూపకల్పన సరిగ్గా ఒకే విధంగా ఉండదు.వేర్వేరు ప్లాస్టిక్ల కోసం, పెల్లెటైజర్ రూపకల్పన కూడా భిన్నంగా ఉంటుంది.పాలిథిలిన్ కోసం సాధారణంగా ఉపయోగించే పెల్లెటైజర్ సాధారణంగా శంఖాకార ట్విన్-స్క్రూ ఎక్స్ట్రూడర్ను ఉపయోగిస్తుంది, ఎందుకంటే పాలిథిలిన్ ఒక ఉష్ణ-సెన్సిటివ్ రెసిన్, మరియు శంఖాకార ట్విన్-స్క్రూ ఎక్స్ట్రూడర్ బలమైన మకా శక్తిని కలిగి ఉంటుంది మరియు స్క్రూ పొడవులు సాపేక్షంగా సమాంతరంగా ఉంటాయి.ట్విన్ స్క్రూ ఎక్స్ట్రూడర్ చిన్నది, ఇది బారెల్లోని పదార్థం యొక్క నివాస సమయాన్ని తగ్గిస్తుంది.స్క్రూ యొక్క బయటి వ్యాసం పెద్ద నుండి చిన్న వరకు శంఖమును పోలిన ఆకృతిని కలిగి ఉంటుంది, కాబట్టి కుదింపు నిష్పత్తి చాలా పెద్దది, మరియు పదార్థం బారెల్లో మరింత పూర్తిగా మరియు ఏకరీతిగా ప్లాస్టిసైజ్ చేయబడుతుంది.
C. పెల్లెటైజింగ్ తర్వాత, అది వెలికితీత దశలోకి ప్రవేశిస్తుంది.వెలికితీసే ముందు అనేక సన్నాహాలు చేయాలి:
1. ఉత్పత్తి చేయబడిన ప్లాస్టిక్ కలప యొక్క అపరిశుభ్రమైన రంగును నివారించడానికి తొట్టిలో మలినాలను లేదా ఇతర రంగుల కణాలు లేవని నిర్ధారించుకోండి;
2. ఎక్స్ట్రూడర్ యొక్క వాక్యూమ్ ఎక్విప్మెంట్ అడ్డంకి లేకుండా ఉందో లేదో తనిఖీ చేయండి మరియు వాక్యూమ్ డిగ్రీ -0.08mpa కంటే తక్కువ లేదని నిర్ధారించుకోండి.వాక్యూమ్ బారెల్ సాధారణమైతే షిఫ్ట్కి రెండుసార్లు శుభ్రం చేయాలి.ఎగ్జాస్ట్ రంధ్రాలను శుభ్రం చేయడానికి మెటల్ ఉపకరణాలను ఉపయోగించవద్దు మరియు బారెల్ యొక్క ఎగ్జాస్ట్ రంధ్రాలలో మలినాలను శుభ్రం చేయడానికి ప్లాస్టిక్ లేదా చెక్క కర్రలను ఉపయోగించండి;
3. తొట్టిలో మెటల్ ఫిల్టర్ అమర్చబడిందో లేదో తనిఖీ చేయండి.కణాలలో కలిపిన లోహ మలినాలను తొలగించడానికి, పరికరాల లోపలి భాగంలో లోహపు మలినాలను తగ్గించడానికి మరియు అచ్చుపోసిన ప్లాస్టిక్-వుడ్ ప్రొఫైల్ల యొక్క ఖచ్చితమైన కలయికను నిర్ధారించడానికి కణాలు మెటల్ ద్వారా ఫిల్టర్ చేయబడతాయి.
4. శీతలీకరణ నీటి వ్యవస్థ సాధారణంగా పనిచేస్తుందో లేదో.ప్లాస్టిక్-వుడ్ ఎక్స్ట్రాషన్ తర్వాత శీతలీకరణకు అవసరమైన పరికరాలు ఖచ్చితమైన శీతలీకరణ నీటి వ్యవస్థ.సకాలంలో శీతలీకరణ చికిత్స ప్లాస్టిక్-కలప ప్రొఫైల్స్ యొక్క మంచి ఆకృతిని నిర్ధారిస్తుంది.
5. ప్లాస్టిక్-వుడ్ అచ్చులను ఇన్స్టాల్ చేయండి మరియు ఉత్పత్తి చేయవలసిన ప్రొఫైల్స్ ప్రకారం నియమించబడిన అచ్చులను ఇన్స్టాల్ చేయండి.
6. న్యూమాటిక్ కట్టింగ్ మెషిన్ మరియు ఇతర స్క్రూ భాగాలు సాధారణంగా పనిచేయగలవో లేదో తనిఖీ చేయండి.
D. కొత్తగా వెలికితీసిన ప్లాస్టిక్-వుడ్ ప్రొఫైల్ యొక్క ఉష్ణోగ్రత సాపేక్షంగా ఎక్కువగా ఉంటుంది మరియు ఇది ఒక ఫ్లాట్ గ్రౌండ్లో మానవీయంగా ఉంచడం అవసరం.ప్రొఫైల్ పూర్తిగా చల్లబడిన తర్వాత, అది ప్రాసెస్ చేయబడుతుంది మరియు ప్యాక్ చేయబడుతుంది.ఈ దశ చాలా సులభం అయినప్పటికీ, ఇది చాలా ముఖ్యమైనది.ఫ్యాక్టరీ ఈ వివరాలను విస్మరిస్తే, ఫ్యాక్టరీ మెటీరియల్స్ తరచుగా లోపాలను కలిగి ఉంటాయి.అసమాన ప్లాస్టిక్ కలప తరువాత గ్రౌండింగ్ మరియు ప్రాసెసింగ్ తర్వాత ఉత్పత్తి యొక్క ఎగువ మరియు దిగువ ఉపరితలాల యొక్క వివిధ మందాలకు సులభంగా దారి తీస్తుంది.అదనంగా, అసమాన ప్రొఫైల్లు నిర్మాణానికి కొన్ని ఇబ్బందులను తెస్తాయి మరియు ప్రకృతి దృశ్యం ప్రభావాన్ని ప్రభావితం చేస్తాయి.
E. కస్టమర్ల అవసరాలకు అనుగుణంగా, ప్లాస్టిక్-వుడ్ ప్రొఫైల్లను ప్రాసెస్ చేయండి:
1. గ్రైండింగ్ ట్రీట్మెంట్ అనేది ప్లాస్టిక్-వుడ్ ప్రొఫైల్ను వెలికితీసినప్పుడు ఉత్పత్తి చేయబడిన ప్లాస్టిక్ చర్మం యొక్క పొరను తీసివేయడం, తద్వారా ప్లాస్టిక్-వుడ్ ప్రొఫైల్ ఫ్యాక్టరీలో ఇన్స్టాల్ చేయబడినప్పుడు మెరుగైన దుస్తులు నిరోధకతను కలిగి ఉంటుంది.
2. ఎంబాసింగ్ ట్రీట్మెంట్: ప్రొఫైల్ యొక్క ఉపరితలం పాలిష్ చేసిన తర్వాత, ప్లాస్టిక్-వుడ్ ప్రొఫైల్ యొక్క ఉపరితలం చెక్క-వంటి ప్రభావాన్ని కలిగి ఉండేలా ప్లాస్టిక్-వుడ్ ఎంబోస్ చేయబడింది.
3. కట్టింగ్, టెనోనింగ్ ప్రాసెసింగ్, కస్టమర్ అవసరాలకు అనుగుణంగా అనుకూలీకరించిన పరిమాణం మరియు టెనోనింగ్ అవసరాల వంటి అనుకూలీకరించిన ఉత్పత్తులు.
4. పై ప్రాసెసింగ్ పూర్తయిన తర్వాత, ఉత్పత్తిని ప్యాకేజీ చేయడం చివరి దశ.ఉత్పత్తి యొక్క సహేతుకమైన ప్యాకేజింగ్ డెలివరీ సమయంలో ఉత్పత్తి వల్ల కలిగే నష్టాన్ని తగ్గిస్తుంది.

ఇంజనీరింగ్ కేసు






ఇంజనీరింగ్ కేసు 2
















ప్రధమ:ముందుగా కీల్ను ఇన్స్టాల్ చేయండి, కీల్ చెక్క లేదా Wpc కావచ్చు
రెండవ:మెటల్ కట్టుతో కీల్పై బాహ్య గోడ ప్యానెల్ను పరిష్కరించండి
మూడవది:ఎయిర్ నెయిల్ గన్ లేదా స్క్రూలతో మెటల్ బకిల్ మరియు కీల్ను పరిష్కరించండి
నాల్గవది:ఎగువ గోడ ప్యానెల్ లాక్లోకి తదుపరి అవుట్డోర్ డబ్ల్యుపిసి వాల్ ప్యానెల్ను ఇన్సర్ట్ చేసిన తర్వాత, మెటల్ బకిల్ మరియు కీల్ను అంచనా వేయడానికి ఎయిర్ నెయిల్ గన్ లేదా స్క్రూ ఉపయోగించండి
ఐదవ:నాల్గవ దశను పునరావృతం చేయండి
ఆరవ:వాల్ ప్యానెల్ ఇన్స్టాలేషన్ను పూర్తి చేసిన తర్వాత, చుట్టూ L ఎడ్జ్ బ్యాండ్లను జోడించండి
| సాంద్రత | 1.33g/m3 (ప్రామాణికం: ASTM D792-13 పద్ధతి B) |
| తన్యత బలం | 24.5 MPa (ప్రామాణికం: ASTM D638-14) |
| ఫ్లెక్చరల్ బలం | 34.5Mp (ప్రామాణికం: ASTM D790-10) |
| ఫ్లెక్సురల్ మాడ్యులస్ | 3565Mp (ప్రామాణికం: ASTM D790-10) |
| ప్రభావం బలం | 84J/m (ప్రామాణికం: ASTM D4812-11) |
| ఒడ్డు కాఠిన్యం | D71 (ప్రామాణికం: ASTM D2240-05) |
| నీటి సంగ్రహణ | 0.65% (ప్రామాణికం: ASTM D570-98) |
| థర్మల్ విస్తరణ | 33.25×10-6 (ప్రామాణికం: ASTM D696 – 08) |
| స్లిప్ రెసిస్టెంట్ | R11 (ప్రామాణికం: DIN 51130:2014) |





