




Kolsyrat bambugolv

Produktionsprocess Bambu trägolv?
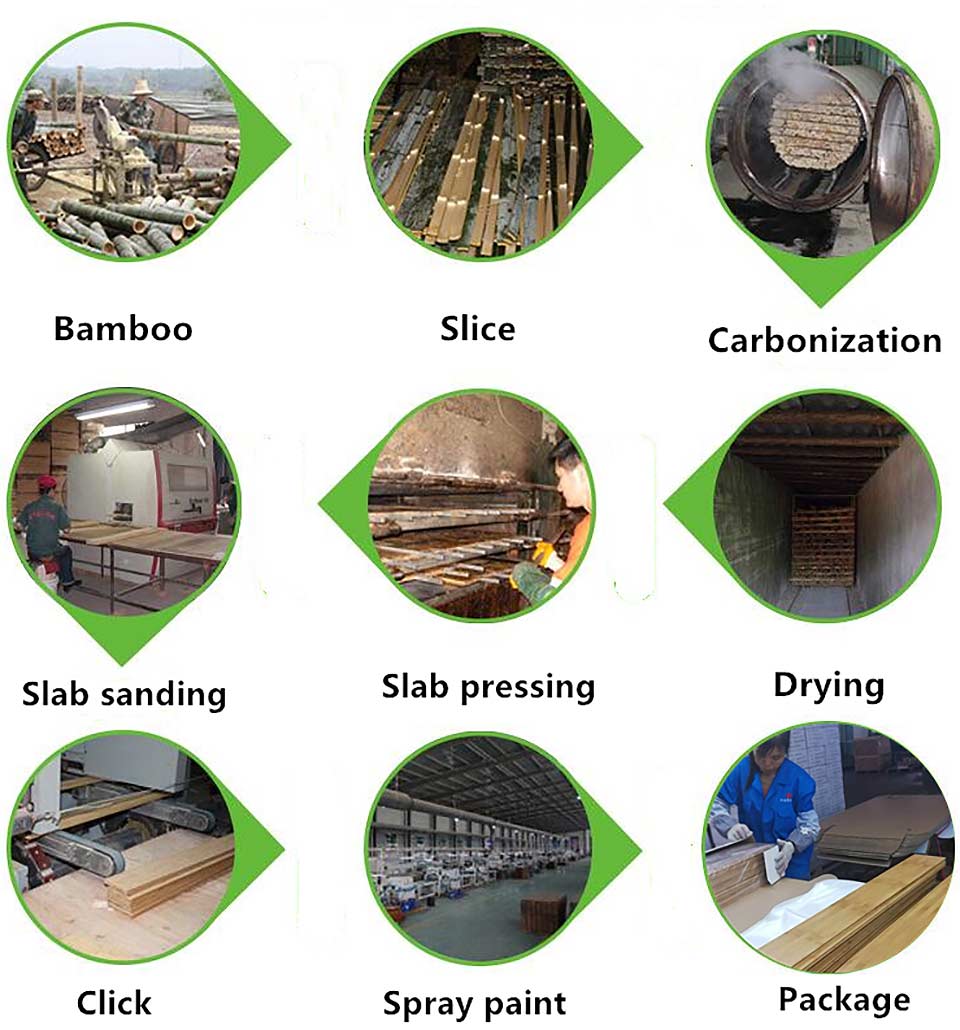
A. Kort introduktion av produktionsprocessen för bambugolv:
Moso bambu→klipp av→släta ut de yttre lederna→öppna remsorna→ta bort de inre lederna→hyvla båda sidorna av bamburemsorna (för att ta bort bambugröna och bambugula)→ångande (anti-insekt och anti-mögelbehandling) eller karboniserad färgbehandling→torkning→bambufinhyvling →Bambubandsortering→Limning→Montering av ämnen→Varmpressbindning→Slipning→Fast längdskärning→Fyrsidig hyvling (fast bredd, bakre spår)→Fräsning med dubbla ändar (horisontell och längsgående tappning) )→Spraytätningskantfärg→ Slät skivslipning → sortering → dammborttagning → vattenbaserad grundfärg → varmluftstorkning → spackel → UV-härdning → grundfärg → UV-härdning → slipning → grundfärg → UV-härdning → slipning → topplack → UV-härdning → reptålighet Efterbehandlingsfärg → UV-härdning → besiktning → förpackning
B. Detaljerad förklaring av produktionsprocessen för bambugolv:
1.Besiktning av rå bambu
Bambugolv använder i allmänhet mosobambu som råmaterial, men de mekaniska egenskaperna hos mosobambu är nära relaterade till bambuåldern och materialets placering.Bambuåldern är mindre än 4 år, graden av lignifiering av bambuns inre komponenter är inte tillräckligt, styrkan är instabil och torrkrympningen och svällningshastigheten är stor.Bambu äldre än 5 år bör användas.Bambu har i allmänhet tjocka rötter och tunna spetsar.Därför används i allmänhet färska mosobambuar med raka stavar med en diameter i brösthöjd över 10 cm och en väggtjocklek större än 7 mm som råmaterial.
2.Materialbrott
Moso bambu har tjocka rötter och tunna toppar.Bamburören särskiljs efter graden av väggtjocklek och skärs i specificerade längder.
3. Stansning
Tvätta den råa bambun till vanliga bambu remsor
4 första planen
Efter torkning måste bamburemsorna hyvlas på alla sidor för finhyvling på alla sidor för att ta bort resterna av bambugrönt, bambugult och knivmärken efter grovhyvling.Efter denna behandling kan bamburemsorna och bamburemsorna limmas fast utan sprickor., Inga sprickor, ingen delaminering.Bamburemsorna ska sorteras efter finhyvling och de bamburemsor som inte uppfyller kraven på bearbetningsstorleken och har stora färgskillnader tas bort från produktionslinjen.
Preliminär behandling av ytan på bamburemsorna.Ytan rakas och gulnar, det vill säga bambuskinnet och köttet tas bort, och endast det mellersta tjocka fiberlagret behålls.Traditionella bambuprodukter bearbetas genom att böja hela det cylindriska bambumaterialet till en föreskriven form.Det har inte varit planerat att ta bort det gula.Bambugrönt på ytan, det vill säga densiteten hos bambuhuddelen skiljer sig från råfibern, och krympningsdeformationshastigheten under samma torra fuktighetsförhållanden Olika, så det är lätt att orsaka sprickbildning.Bambugulen är den del av bambuköttet på innerväggen av bamburöret.Den innehåller mycket socker och andra näringsämnen, och det är lätt att odla insekter om det inte tas bort.
När det gäller tjocklek är böjhållfastheten hos bambu i sig högre än trä, och 15 mm tjocka bambugolv har tillräcklig böj-, tryck- och slaghållfasthet och har en bättre fotkänsla.Vissa tillverkare, för att tillgodose konsumentens mentalitet att ju tjockare desto bättre, tar de inte bort det gröna eller gula.Efter att bambuarken har limmats, även om tjockleken på bambugolvet kan nå 17 mm eller 18 mm, är bindningsstyrkan inte bra och det är lätt att spricka.För högkvalitativa bambugolv är den bambugröna och gula bambun på båda sidor om bambu grovhyvlad.För att göra bambuämnena tätt limmade måste de finhyvlas.Tjockleks- och breddtoleranserna bör kontrolleras inom 0,1 mm., Limmet som används för att limma bambuämnen kommer också snabbt att stelna under inverkan av hög temperatur, och vidhäftningen är extremt stark.5. Matlagning blekning eller förkolning
Den kemiska sammansättningen av bambu är i princip densamma som i trä, främst cellulosa, hemicellulosa, lignin och extraktiva ämnen.Bambu innehåller dock mer protein, socker, stärkelse, fett och vax än trä.Det eroderas lätt av insekter och svampar när temperaturen och luftfuktigheten är lämplig.Därför måste bambu remsor kokas efter grov hyvling (naturlig färg).) Eller förkolningsbehandling med hög temperatur och hög luftfuktighet (brun färg) för att ta bort vissa extrakt som socker och stärkelse, lägga till insektsmedel, konserveringsmedel etc. för att förhindra uppfödning av insekter och svampar.
Det naturliga färggolvet blekas med väteperoxid vid en temperatur på 90 ℃, och blekningstiden är olika för olika rötter med olika väggtjocklek.3,5 timmar för 4~5mm, 4 timmar för 6~8mm.
Kolfärgade golv bearbetas genom en sekundär förkolningsprocess under hög temperatur och högt tryck.
Den sekundära karboniseringsteknologin karboniserar alla näringsämnen som ägg, fett, socker och protein i bambu, vilket gör materialet lätt, och bambufibrerna är arrangerade i en "ihålig tegel"-form, vilket avsevärt förbättrar draghållfastheten, tryckhållfastheten och vattentätheten. prestanda.
5. Torkning
Fukthalten i bambuflisen efter ångbehandling överstiger 80% och når ett mättat tillstånd.Fukthalten i bambu påverkar direkt stabiliteten hos den färdiga produktens storlek och form efter bambubearbetning.För att säkerställa kvaliteten på bambugolvprodukter måste bamburåvarorna som används för bearbetning vara helt torkade före limning.Bambutorkning görs genom torkugn eller spårtorkugn.
Fukthalten i bambumaterial måste kontrolleras i enlighet med lokala klimatförhållanden och användningsmiljö.Till exempel är fukthalten som kontrolleras i norra och södra Kina olika.Fukthalten i produkter som används i norr är mycket låg och bör under normala förhållanden kontrolleras till 5-9 %.
Fukthalten i varje enhet som utgör bambugolvet, nämligen bamburemsan, måste vara enhetlig.Till exempel kräver bambustränggolv (platt platta) jämn fukthalt i bamburemsorna på yt-, mellan- och bottenskikten, så att det inte är lätt att deformeras och böjas efter att bambugolvet har tillverkats.
Detta är också en viktig länk för att förhindra att golvet spricker.Ojämn fukthalt eller för hög fukthalt kan göra att golvet deformeras eller spricker på grund av förändringar i miljöfaktorer som temperatur och torr luftfuktighet.Fukthalten kan ställas in efter luftfuktigheten i olika områden.Golvet som gjorts på detta sätt kan garantera att anpassa sig till motsvarande klimatmiljö.
Det högkvalitativa golvet genomgår sex-punkts mångfacetterade tester under torkning för att säkerställa att varje bit av bambu remsor, såväl som fukthalten i bambu remsorna, ytan och insidan, är balanserade, för att säkerställa att golvet spricker och deformeras på grund av olika fuktighetsmiljöer.Det är svårt för konsumenterna att bara mäta fukthalten.Det säkrare sättet att lösa detta problem är att välja en ansedd och vanlig tillverkare av bambugolv som kan tillverka plattor.
6.fin hyvling
Bambu remsor är finhyvlade enligt de specifikationer som krävs.
7.Produkturval
Sortera bamburemsorna i olika nivåer.
8.Limma och förtränga
Lim- och ämnesmontering: Välj högkvalitativa miljövänliga lim, applicera lim enligt föreskriven mängd lim och sprid ut jämnt och montera sedan ihop bamburemsorna enligt önskade specifikationer.
Varmpressning och limning: Varmpressning är en nyckelprocess.Under angivet tryck, temperatur och tid limmas plattan till ett ämne.Bamburemsornas ytfinish, limmet och varmpressningsförhållandena har stor inverkan på bambugolvets bindningsstyrka.
Bindningsstyrkan hos bambugolv skiljer sig från den hos trägolv.Den är gjord genom att limma och pressa flera bitar av bambu.Limets kvalitet, limmets temperatur och tryck samt tidpunkten för värmekonservering och tryck har alla inverkan på limmets kvalitet.Otillräcklig bindningsstyrka kan deformeras och spricka.Det enkla sättet att testa bindningsstyrkan är att blötlägga eller koka en bit golv i vatten.Jämför graden av expansion, deformation och öppning och den tid som krävs.Huruvida bambugolvet kommer att deformeras eller avgummis har ett bra samband med bindningsstyrkan.
9.Skärhuvud
10.Inspektionsbrädans färgseparation
11.Trimning
12.Trimning är en kvinnlig tapp
13.Vid tillverkning av anti-tappbräda ska det korta huvudet vända sig om
14.Sandning
Behandla plattans yta för att göra ytan slät och fixera tjockleken på plattan
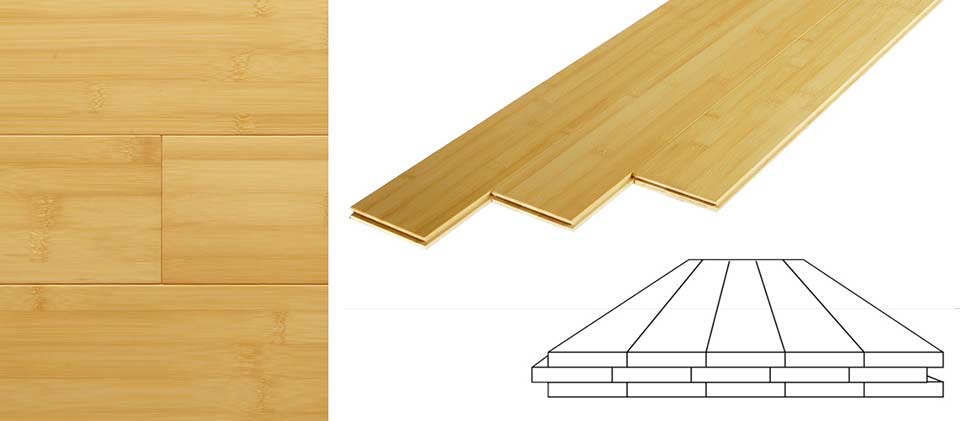
15.Tenoning
Formare
Bambubrädans botten och sidor är spännade.
Dubbel ändtappning
Bambugolvet spänns vertikalt och horisontellt.
Tappning är också allmänt känd som slitsning, vilket är den konkava-konvexa skåran när golvet skarvas, vilket är nyckeln till att säkerställa en perfekt skarvning av golvet.Mellanrummet mellan de två våningarna är snävt när urtaget är precisionsskarvat.
16.Måla
För att förhindra fukt i den omgivande miljön från att invadera bambugolvet, och för att få skivans yta att ha anti-föroreningar, nötningsbeständighet och dekorationsegenskaper, behöver bambugolvet målas.I allmänhet har ytan på bambugolvet täckts med en tjock skyddande färgfilm efter 5 primers (lack) och 2 sidor (lack) beläggning.Färgfilmens hårdhet är inte ju hårdare desto bättre, den bör vara måttlig i hårdhet för att säkerställa att färgfilmen har en viss grad av slitstyrka, reptålighet och seghet.
Måla på ytan av bambugolv.Golv på marknaden är uppdelade i ljusa och halvmatta.Den glänsande är gardinbeläggningsprocessen, som är mycket vacker, men dess ansikte har slitits och skalats av, så det måste underhållas noggrant när du använder det.Det matta och halvmatta är rullbeläggningsprocesser, med mjuk färg och stark färgvidhäftning.
Det finns fem bottnar och två sidor, sju bottnar och två sidor på marknaden.Välj säker och miljövänlig högkvalitativ färg när du applicerar primern, som inte bara kan upprätthålla en hälsosam hemmiljö, utan också uppnå skönhet, vattenbeständighet och sjukdomsbeständighet.För att säkerställa god färgvidhäftning måste ett lager färg slipas.Efter upprepad slipning och målning är golvytan slät och plan utan bubblor.
17.Besiktning av färdig produkt
Inspektera den färdiga produkten.Vidhäftning, yteffekt, nötningsbeständighet och glans.
För att säkerställa golvets banbrytande kvalitet genomför de europeiska och amerikanska marknaderna filminspektion, och många inhemska företag fortsätter att använda denna inspektionsteknik.Naturligtvis är den relativa kostnaden högre
Strukturera

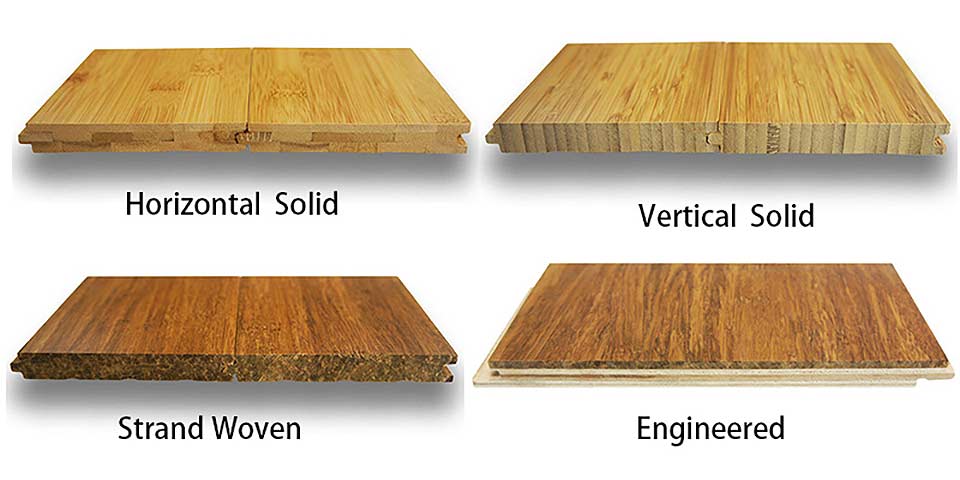
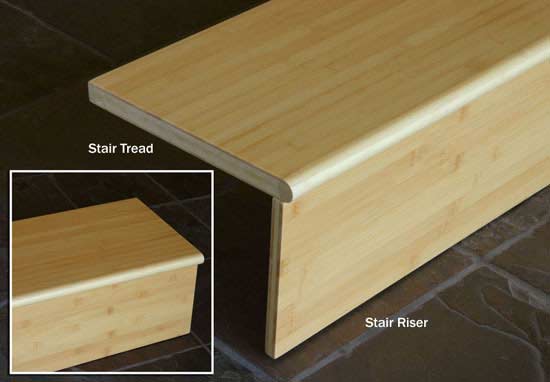
Naturligt bambugolv

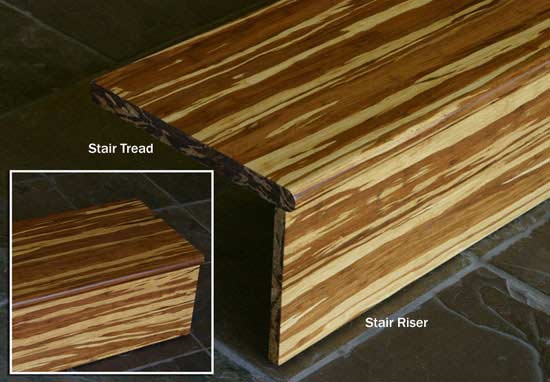
Kolsyrat bambugolv

Naturligt kolsyrat bambugolv

Bambu golv fördel

Detaljer Bilder



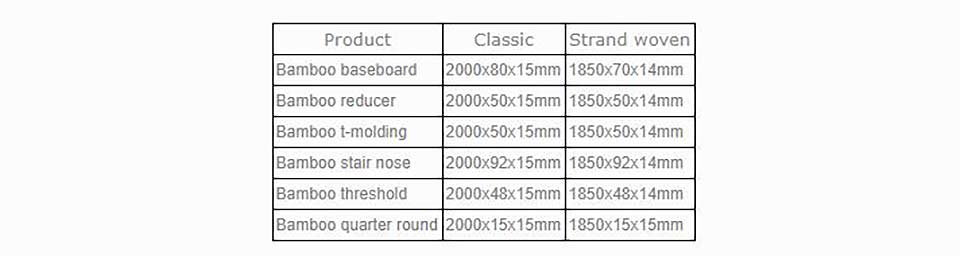
Tekniska data för bambugolv
| 1) Material: | 100% rå bambu |
| 2) Färger: | Strand Vävd |
| 3) Storlek: | 1840*126*14mm/ 960*96*15mm |
| 4) Fukthalt: | 8%-12% |
| 5) Formaldehydemission: | Upp till E1-standard i Europa |
| 6) Lack: | Treffert |
| 7) Lim: | Dynea |
| 8) Glans: | Matt, halvblank |
| 9) Led: | Tongue & Groove (T& G) klicka;Unilin+Släppklick |
| 10) Försörjningsförmåga: | 110 000 m2 / månad |
| 11) Certifikat: | CE-certifiering, ISO 9001:2008, ISO 14001:2004 |
| 12) Förpackning: | Plastfilmer med kartong |
| 13) Leveranstid: | Inom 25 dagar efter mottagande av förskottsbetalning |
Klicka på System tillgängligt
S: T&G Klicka

T&G LOCK BAMBOO-Bamboo Florinig

Bamboo T&G -Bamboo Florinig
B: Drop (kortsida)+ Unilin-klick (längdsida)

droppa Bamboo Florinig

unilin Bamboo Florinig
Paketlista med bambugolv
| Typ | Storlek | Paket | INGEN Pall/20FCL | Pall/20FCL | Storlek på låda | GW | NW |
| Kolsyrad bambu | 1020*130*15mm | 20 st/ctn | 660 ctns/1750,32 kvm | 10 plt, 52ctns/plt, 520ctns/1379,04 kvm | 1040*280*165 | 28 kg | 27 kg |
| 1020*130*17mm | 18 st/ctn | 640 ctns/1575,29 kvm | 10 plt, 52ctns/plt, 520ctns/1241,14 kvm | 1040*280*165 | 28 kg | 27 kg | |
| 960*96*15mm | 27 st/ctn | 710 ctns/ 1766,71 kvm | 9 plt, 56ctns/plt, 504ctns/1254,10 kvm | 980*305*145 | 26 kg | 25 kg | |
| 960*96*10mm | 39 st/ctn | 710 ctns/ 2551,91 kvm | 9 plt, 56ctns/plt, 504ctns/1810,57 kvm | 980*305*145 | 25 kg | 24 kg | |
| Strandvävd bambu | 1850*125*14mm | 8 st/ctn | 672 ctn, 1243,2 kvm | 970*285*175 | 29 kg | 28 kg | |
| 960*96*15mm | 24 st/ctn | 560 ctn, 1238,63 kvm | 980*305*145 | 26 kg | 25 kg | ||
| 950*136*17mm | 18 st/ctn | 672 ctn, 1562,80 kvm | 970*285*175 | 29 kg | 28 kg |
Förpackning
Dege Brand Packaging



Allmän förpackning




Transport

Produktprocess
Ansökningar














 Hur installeras bambugolv (detaljerad version)
Hur installeras bambugolv (detaljerad version)
Trappplatta





Vanliga golvtillbehör i bambu








Kraftiga bambugolvtillbehör







| Karakteristisk | Värde | Testa |
| Densitet: | +/- 1030 kg/m3 | EN 14342:2005 + A1:2008 |
| Brinell hårdhet: | 9,5 kg/mm² | EN-1534:2010 |
| Fukthalt: | 8,3 % vid 23°C och 50 % relativ luftfuktighet | EN-1534:2010 |
| Emissionsklass: | Klass E1 (LT 0,124 mg/m3, EN 717-1) | EN 717-1 |
| Differentiell svullnad: | 0,17 % pro 1 % förändring i fukthalt | EN 14341:2005 |
| Nötningsbeständighet: | 16 000 varv | EN-14354 (12/16) |
| Komprimerbarhet: | 2930 kN/cm2 | EN-ISO 2409 |
| Slaghållfasthet: | 6 mm | EN-14354 |
| Brandegenskaper: | Klass Cfl-s1 (EN 13501-1) | EN 13501-1 |





