




Video

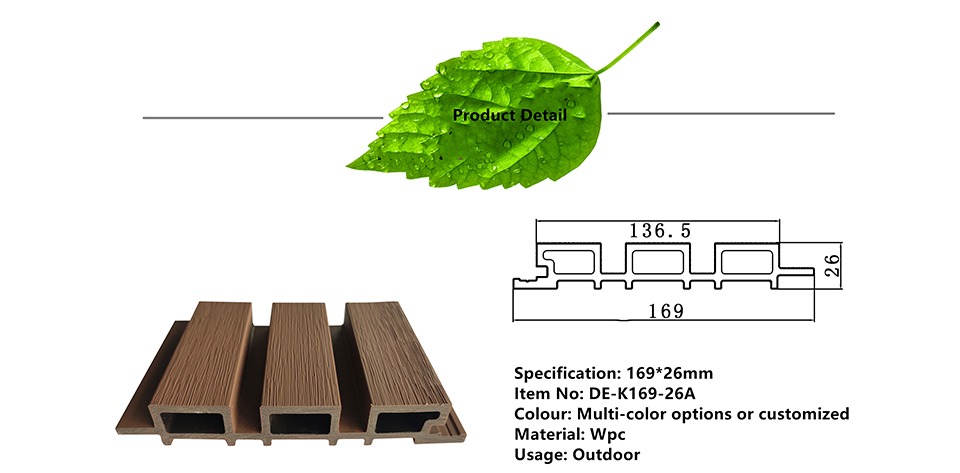
Rincian Gambar
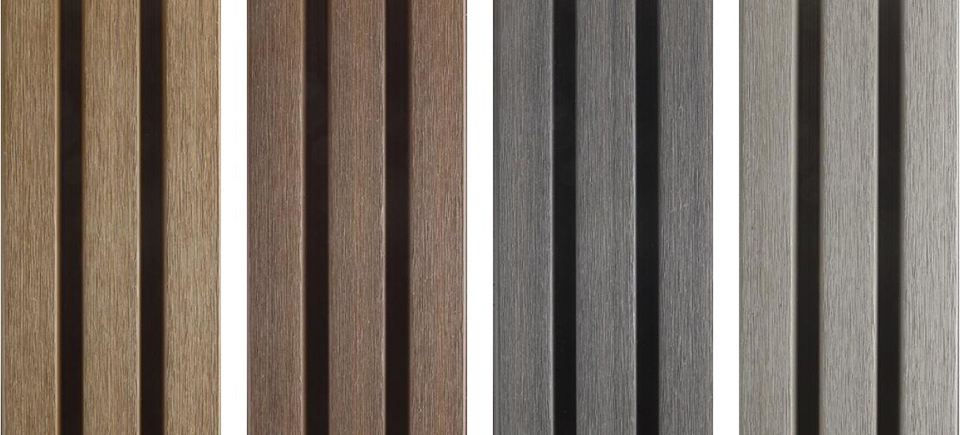

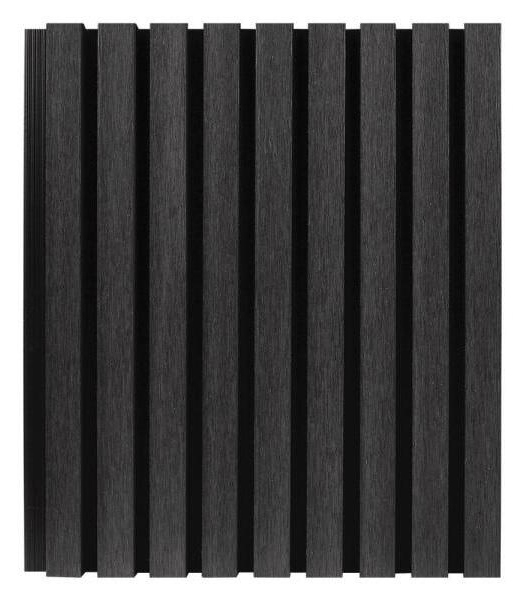
Warna Pintonan

Panjang Umur
Pangropéa Low
Taya Warping atanapi Splintering
Slip-tahan surfaces leumpang
Tahan Goresan
Tahan noda
Tahan cai
Garansi 15 Taun
95% kai daur ulang sareng plastik
Anti mikroba
Tahan seuneu
Pamasangan Gampang
Parameter
| merek | DEGE |
| Ngaran | WPC témbok CLADDING |
| Barang | CLADDING |
| Ukuran baku | |
| komponén WPC | 30% HDPE + 60% serat kai + 10% aditif |
| Asesoris | Sistem klip-gampang dipaténkeun |
| Waktos pangiriman | Ngeunaan 20-25 poé pikeun hiji wadahna 20'ft |
| pangmayaran | 30% disimpen, sésana kudu dibayar saméméh nganteurkeun |
| Pangropéa | pangropéa bébas |
| Daur ulang | 100% tiasa didaur ulang |
| Bungkusan | Usuk atanapi bungkusan bulk |
The Surface Sadia


Uji Kualitas



Prosés Produksi Panel témbok Wpc

A. kai palastik pe ayeuna jenis panglobana dipaké tina kai palastik di dunya, nyaeta, kami WPC CLADDING, WPC Anggar.Anu mimiti, hayu urang ngartos bahan baku produk kai plastik PE.Bahan baku utama nyaéta palastik pe sareng bubuk kai poplar., Toner, anti-ultraviolet absorber, compatibilizer.
1. palastik pe: Komprehensif ngabandingkeun ongkos na fusi HDPE mangrupa pilihan pangalusna, sarta kai palastik di pasar dasarna ngagunakeun bahan didaur salaku bahan baku utama, nu ngurangan polusi bodas jeung ngajadikeun lingkungan urang leuwih sehat sarta ramah lingkungan."Didaur" ogé disebut bahan plastik daur ulang.Sadaya plastik anu tiasa didaur ulang sacara industri anu tiasa dianggo deui ngaliwatan prosés pangolahan anu tangtu disebut plastik daur ulang;bahan daur ulang dibagi kana loba sasmita, kayaning bahan daur ulang kelas husus sarta bahan daur ulang kelas munggaran., Daur ulang sekundér, daur ulang térsiér atawa malah sampah, éta gampang ngartos hartina sacara harfiah, nu leuwih luhur kelas, nu kirang eusi najis tina plastik, sampah sacara alami luhur dina eusi najis, sarta pilihan bahan baku langsung. mangaruhan pilihan kai plastik Kusabab bahan palastik-kayu mangrupakeun kaayaan dimana bubuk kai dibungkus ku palastik, lamun eusi najis tina plastik luhur, sarta proporsi plastik sorangan leutik, sacara alami teu bisa mungkus bubuk kai ogé. .
2. Tipung kai: Dina raraga ngahontal fusi sampurna tipung kai jeung plastik dina kai plastik, aya teu ngan sarat ketat dina plastik, tapi ogé tipung kai: nu finer tepung kai tina beurat sarua, nu leuwih gede wewengkon permukaan. tina bubuk.Nu leuwih luhur proporsi plastik diperlukeun;Sabalikna, langkung ageung bubuk bubuk kai, langkung alit permukaan bubuk, sareng langkung handap proporsi plastik anu diperyogikeun salami fusi plastik.Saatos sababaraha taun percobaan, bubuk kai poplar teh pangalusna bubuk bubuk kai, sarta ukuran partikel bubuk nu pangalusna dina ketebalan tina 80-100 bolong;bubuk teuing rupa, ongkos processing tinggi, komposisi palastik merlukeun leuwih, jeung biaya nu leuwih luhur, tapi produk palastik-kayu dijieun ngabogaan plasticity teuing tinggi;upami bubukna kasar teuing, biaya pamrosésan rendah, sareng syarat komposisi palastik kirang, tapi produk palastik-kai anu dibentuk gaduh fusi anu teu cekap, rapuh, sareng gampang rengat.
3. Bahan bantu: Fungsi utama toner nyaéta pikeun cocog sareng warna bahan kai plastik.Ayeuna, aplikasi utama kayu palastik pe nyaéta bubuk warna anorganik.Cai mibanda kinerja anti fading hadé pikeun pamakéan outdoor, nu béda ti warna organik dipaké pikeun indoor PVC kayu ékologis.Bubuk, warna toner organik langkung terang sareng terang.Fungsi utama absorber anti-ultraviolet nyaéta pikeun ningkatkeun kamampuan anti-ultraviolét tina pamakean outdoor kai palastik, sarta ngaronjatkeun kinerja anti sepuh.Compatibilizer mangrupa aditif nu promotes kasaluyuan antara tipung kai jeung résin.
B. Ngartos bahan baku tina kai plastik sakeudeung, lengkah saterusna nyaeta pelletize.Numutkeun bahan baku di luhur, gaul nurutkeun rasio nu tangtu, extrude pellets kai palastik ngaliwatan drying fusi suhu luhur, sarta pak aranjeunna keur dipake.Fungsi utama alat pelletizing nyaéta pikeun ngawujudkeun prosés pre-plasticization bubuk kai jeung plastik, nyadar campuran seragam bahan bubuk biomassa jeung plastik pe dina kaayaan lebur, sarta ngalaksanakeun pretreatment pikeun produksi bahan kai plastik.Alatan fluidity goréng kai-plastik ngalembereh, desain kai-plastik pelletizer bahan jeung pelletizer palastik teu persis sarua.Pikeun plastik béda, desain pelletizer ogé béda.The pelletizer biasana dipaké pikeun poliétilén biasana ngagunakeun kerucut kembar-screw extruder, sabab poliétilén mangrupakeun résin panas-sénsitip, sarta kerucut kembar-screw extruder boga gaya shearing kuat sarta panjang screw relatif paralel.The extruder screw kembar pondok, nu ngurangan waktu tinggal bahan dina tong.Diaméter luar screw ngabogaan desain kerucut ti badag ka leutik, jadi rasio komprési cukup badag, sarta bahan bisa plasticized leuwih lengkep jeung seragam dina tong.
C. Saatos pelletizing, éta asup kana tahap Tonjolan.Sababaraha persiapan kedah dilakukeun sateuacan ékstrusi:
1. Pastikeun yén euweuh pangotor atawa partikel tina kelir séjén sésana dina Hopper nu ulah warna impure tina kai palastik dihasilkeun;
2. Pariksa naha alat-alat vakum tina extruder nyaeta unobstructed tur mastikeun yén gelar vakum teu kirang ti -0,08mpa.Laras vakum kudu cleaned dua kali per shift lamun éta normal.Ulah make parabot logam pikeun ngabersihan liang knalpot, sarta ngagunakeun palastik atawa kai iteuk pikeun ngabersihan up najis dina liang knalpot tong;
3. Pariksa naha Hopper ieu dilengkepan filter logam.Partikel-partikel disaring ngaliwatan logam pikeun ngaleungitkeun pangotor logam anu dicampurkeun dina partikel, ngirangan ngagem pangotor logam dina jero alat sareng mastikeun fusi anu sampurna tina profil kayu-palastik anu dibentuk.
4. Naha sistem cai cooling beroperasi normal.Sistim cai cooling sampurna nyaéta parabot diperlukeun pikeun cooling sanggeus Tonjolan plastik-kai.Perlakuan cooling timely bisa mastikeun bentuk hade propil palastik-kai.
5. Pasang molds palastik-kai, tur masang molds ditunjuk nurutkeun kana propil bisa dihasilkeun.
6. Pariksa naha mesin motong pneumatic sareng komponenana screw séjén bisa beroperasi normal.
D. Suhu profil palastik-kai karek extruded relatif luhur, sarta eta perlu sacara manual disimpen dina taneuh datar.Saatos profil lengkep tiis, éta bakal diolah sareng dibungkus.Sanaos léngkah ieu saderhana, éta penting pisan.Lamun pabrik malire rinci ieu, bahan pabrik bakal mindeng boga defects.kai palastik henteu rata bakal gampang ngakibatkeun thicknesses béda ti surfaces luhur jeung handap produk sanggeus grinding engké jeung ngolah.Salaku tambahan, profil anu henteu rata bakal nyababkeun kasusah anu tangtu pikeun konstruksi sareng mangaruhan pangaruh bentang.
E. Numutkeun kaperluan konsumén, ngolah propil palastik-kai:
1. Perawatan grinding nyaéta ngaleupaskeun lapisan kulit palastik dihasilkeun nalika profil palastik-kai extruded, ku kituna profil palastik-kai boga lalawanan maké hadé lamun dipasang di pabrik.
2. Embossing perlakuan: Saatos beungeut profil digosok, palastik-kai embossed sangkan beungeut profil palastik-kai boga pangaruh kai-kawas.
3. Motong, processing tenoning, ukuranana ngaropéa nurutkeun pangabutuh customer, sarta produk ngaropéa kayaning pangabutuh tenoning.
4. Saatos pamrosésan di luhur réngsé, léngkah terakhir nyaéta ngarangkep produk.Bungkusan produk anu wajar tiasa ngirangan karusakan anu disababkeun ku produk nalika pangiriman.

Kasus rékayasa






Kasus rékayasa 2
















kahiji:masang keel heula, keel tiasa kayu atanapi Wpc
kadua:ngalereskeun panel témbok luar dina keel kalayan ngaitkeun logam
katilu:ngalereskeun ngaitkeun logam jeung keel kalawan gun kuku hawa atawa screws
Kaopat:saatos nyelapkeun panel témbok wpc outdoor salajengna kana konci panel témbok luhur, make gun paku hawa atawa screw keur estimasi ngaitkeun logam jeung keel.
Kalima:malikan deui léngkah kaopat
Kagenep:sanggeus rengse pamasangan panel témbok, tambahkeun pita L ujung sabudeureun
| Kapadetan | 1,33g/m3 (Standar: ASTM D792-13 Métode B) |
| Kakuatan regangan | 24,5 MPa (Standar: ASTM D638-14) |
| Kakuatan flexural | 34.5Mp (Standar: ASTM D790-10) |
| Modulus lentur | 3565Mp (Standar: ASTM D790-10) |
| kakuatan dampak | 84J/m (Standar: ASTM D4812-11) |
| Teu karasa basisir | D71 (Standar: ASTM D2240-05) |
| Nyerep cai | 0,65%(Standar: ASTM D570-98) |
| ékspansi termal | 33.25×10-6 (Standar: ASTM D696 – 08) |
| Tahan leueur | R11 (Standar: DIN 51130:2014) |





