




Vídeo

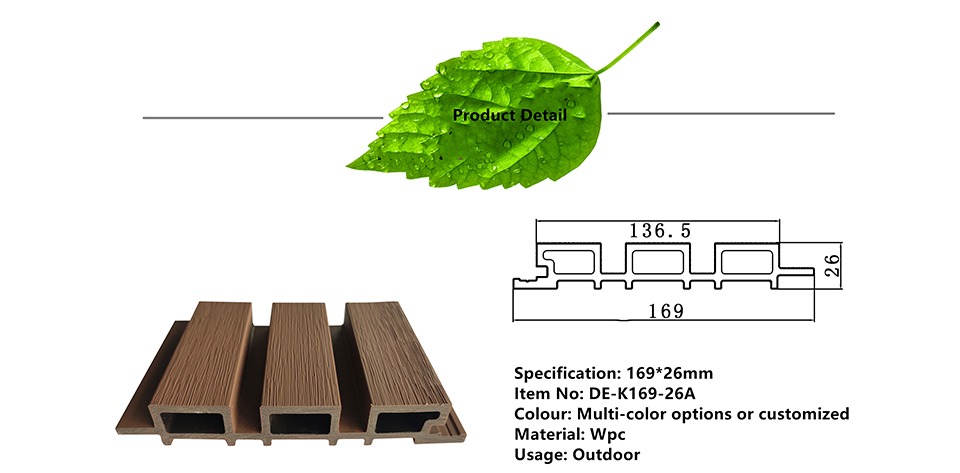
Detalhes Imagens
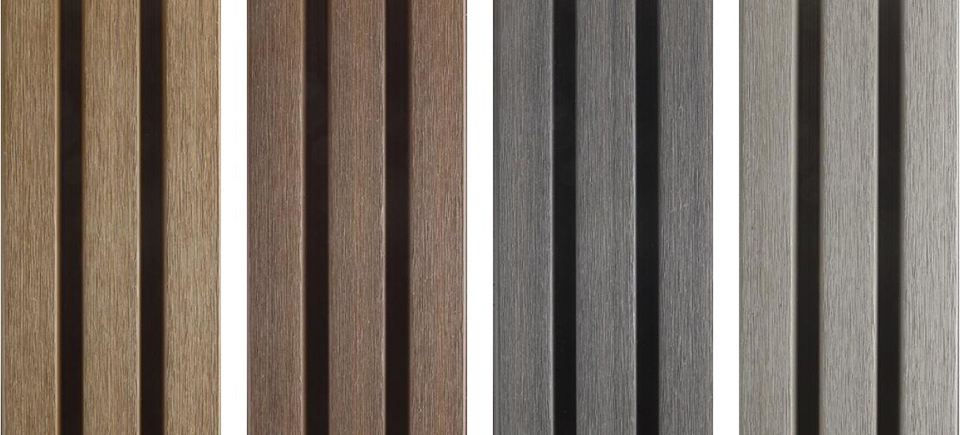

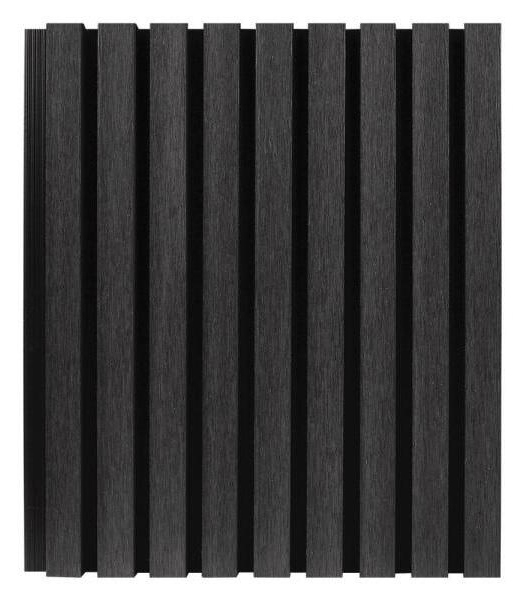
Exibição em cores

Longa vida útil
Baixa manutenção
Sem deformações ou lascas
Superfícies de caminhada antiderrapantes
Resistente a riscos
Resistente a manchas
À prova d'água
Garantia de 15 anos
95% de madeira e plástico reciclado
Antimicrobiano
Resistente ao fogo
Instalação fácil
Parâmetro
| Marca | DEGE |
| Nome | REVESTIMENTO DE PAREDE WPC |
| Item | REVESTIMENTO |
| Tamanho padrão | |
| componente WPC | 30% HDPE + 60% fibra de madeira + 10% aditivos |
| Acessórios | Sistema patenteado clip-easy |
| Tempo de entrega | Cerca de 20-25 dias para um recipiente de 20 pés |
| Pagamento | 30% depositado, o restante deve ser pago antes da entrega |
| Manutenção | Manutenção gratuita |
| Reciclando | 100% reciclável |
| Pacote | Palete ou embalagem a granel |
A superfície disponível


Teste de qualidade



Processo de produção do painel de parede wpc

A. A madeira plástica PE é atualmente o tipo de madeira plástica mais utilizado no mundo, ou seja, nosso WPC CLADDING, WPC FENCING.Em primeiro lugar, vamos entender as matérias-primas dos produtos de madeira plástica PE.As principais matérias-primas são o plástico PE e o pó de madeira de álamo., Toner, absorvente anti-ultravioleta, compatibilizante.
1. Plástico PE: Comparação abrangente de custo e fusão HDPE é a melhor escolha, e a madeira plástica no mercado usa basicamente materiais reciclados como principal matéria-prima, o que reduz a poluição branca e torna nosso meio ambiente mais saudável e ecológico."Reciclado" também é chamado de material plástico reciclado.Todos os plásticos industrialmente recicláveis que podem ser reutilizados por meio de um determinado processo de processamento são chamados de plásticos reciclados;os materiais reciclados são divididos em vários graus, como materiais reciclados de grau especial e materiais reciclados de primeiro grau., Reciclagem secundária, reciclagem terciária ou mesmo lixo, é fácil entender o significado literalmente, quanto maior o grau, menor o teor de impurezas do plástico, o lixo é naturalmente alto no teor de impurezas e a escolha de matérias-primas diretamente afeta a escolha da madeira plástica Como o material plástico-madeira é um estado em que o pó de madeira é embrulhado com plástico, se o teor de impurezas do plástico for alto e a proporção de plástico em si for pequena, naturalmente não será capaz de embrulhar bem o pó de madeira .
2. Farinha de madeira: Para obter a fusão perfeita de farinha de madeira e plástico em madeira plástica, não existem apenas requisitos rigorosos para plásticos, mas também farinha de madeira: quanto mais fina a farinha de madeira com o mesmo peso, maior a área de superfície do pó.Quanto maior a proporção de plástico necessária;pelo contrário, quanto maior o pó de pó de madeira, menor a área de superfície do pó e menor a proporção de plástico necessária durante a fusão do plástico.Após muitos anos de experimentos, o pó de madeira de álamo é o melhor pó de madeira em pó, e o tamanho de partícula do pó é o melhor na espessura de 80-100 mesh;o pó é muito fino, o custo de processamento é alto, a composição plástica requer mais e o custo é mais alto, mas o produto plástico-madeira moldado tem plasticidade muito alta;se o pó for muito áspero, o custo de processamento é baixo e os requisitos de composição plástica são menores, mas o produto moldado plástico-madeira tem fusão insuficiente, é quebradiço e fácil de quebrar.
3. Materiais auxiliares: A principal função do toner é combinar a cor dos materiais plásticos de madeira.Atualmente, a principal aplicação da madeira plástica PE é o pó de cor inorgânica.Possui melhor desempenho antidesbotamento para uso externo, diferente da cor orgânica usada para madeira ecológica de PVC para ambientes internos.A cor do toner orgânico em pó é mais viva e brilhante.A principal função do absorvedor anti-ultravioleta é melhorar a capacidade anti-ultravioleta do uso externo de madeira plástica e melhorar o desempenho anti-envelhecimento.O compatibilizante é um aditivo que promove a compatibilidade entre a farinha de madeira e a resina.
B. Entenda brevemente as matérias-primas da madeira plástica, o próximo passo é a pelotização.De acordo com as matérias-primas acima, misture de acordo com uma certa proporção, extrudar pellets de madeira plástica através de secagem por fusão de alta temperatura e embalá-los para uso.A principal função do equipamento de pelotização é realizar o processo de pré-plastificação de pó de madeira e plástico, realizar uma mistura uniforme de material em pó de biomassa e plástico PE sob condições de fusão e realizar pré-tratamento para a produção de materiais plásticos de madeira.Devido à baixa fluidez do derretimento de madeira-plástico, o design do peletizador de material madeira-plástico e do peletizador de plástico não é exatamente o mesmo.Para plásticos diferentes, o design do peletizador também é diferente.A peletizadora normalmente usada para polietileno geralmente usa uma extrusora cônica de dupla rosca, porque o polietileno é uma resina sensível ao calor, e a extrusora cônica de dupla rosca tem forte força de cisalhamento e os comprimentos dos parafusos são relativamente paralelos.A extrusora de dupla rosca é curta, o que reduz o tempo de permanência do material no tambor.O diâmetro externo do parafuso tem um design cônico de grande a pequeno, de modo que a taxa de compressão é bastante grande e o material pode ser plastificado de forma mais completa e uniforme no barril.
C. Após a peletização, entra na fase de extrusão.Várias preparações precisam ser feitas antes da extrusão:
1. Certifique-se de que não restam impurezas ou partículas de outras cores na tremonha para evitar a coloração impura da madeira plástica produzida;
2. Verifique se o equipamento de vácuo da extrusora está desobstruído e certifique-se de que o grau de vácuo não seja inferior a -0,08mpa.O tambor de vácuo deve ser limpo duas vezes por turno se estiver normal.Não use ferramentas de metal para limpar os orifícios de exaustão, e use varas de plástico ou madeira para limpar as impurezas nos orifícios de exaustão do cano;
3. Verifique se a tremonha está equipada com um filtro metálico.As partículas são filtradas através de metal para remover as impurezas metálicas misturadas nas partículas, reduzir o desgaste das impurezas metálicas no interior do equipamento e garantir a perfeita fusão dos perfis moldados plástico-madeira.
4. Se o sistema de água de resfriamento está operando normalmente.Um sistema de água de resfriamento perfeito é o equipamento necessário para o resfriamento após a extrusão de plástico-madeira.O tratamento de resfriamento oportuno pode garantir a boa forma dos perfis de plástico-madeira.
5. Instale moldes de plástico-madeira, e instale moldes designados de acordo com os perfis a serem produzidos.
6. Verifique se a máquina de corte pneumática e outros componentes do parafuso podem operar normalmente.
D. A temperatura do perfil de plástico-madeira recém-extrudado é relativamente alta e precisa ser colocado manualmente em um terreno plano.Depois que o perfil estiver completamente resfriado, ele será processado e embalado.Embora este passo seja simples, é muito importante.Se a fábrica ignorar esses detalhes, os materiais da fábrica geralmente terão defeitos.A madeira plástica irregular levará facilmente a diferentes espessuras das superfícies superior e inferior do produto após a moagem e processamento posteriores.Além disso, perfis irregulares trarão certas dificuldades à construção e afetarão o efeito paisagístico.
E. De acordo com as necessidades dos clientes, processe os perfis de plástico-madeira:
1. O tratamento de esmerilhamento consiste em remover uma camada de película plástica produzida quando o perfil plástico-madeira é extrudado, para que o perfil plástico-madeira tenha melhor resistência ao desgaste quando instalado na fábrica.
2. Tratamento de gravação: Depois que a superfície do perfil é polida, a madeira plástica é gravada para fazer com que a superfície do perfil de madeira plástica tenha um efeito semelhante à madeira.
3. Corte, processamento de espiga, tamanho personalizado de acordo com as necessidades do cliente e produtos personalizados, como necessidades de espiga.
4. Após a conclusão do processamento acima, a última etapa é embalar o produto.A embalagem razoável do produto pode reduzir os danos causados pelo produto durante a entrega.

Caso de Engenharia






Caso de Engenharia 2
















Primeiro:instale a quilha primeiro, a quilha pode ser de madeira ou wpc
Segundo:fixe o painel de parede ao ar livre na quilha com fivela de metal
Terceiro:fixe a fivela de metal e a quilha com uma pistola de pregos de ar ou parafusos
Quarto:depois de inserir o próximo painel de parede wpc externo na trava do painel de parede superior, use uma pistola de pregos de ar ou parafuso para estimar a fivela de metal e a quilha
Quinto:repita o quarto passo
Sexto:depois de terminar a instalação do painel de parede, adicione faixas de borda L ao redor
| Densidade | 1,33g/m3 (Padrão: ASTM D792-13 Método B) |
| Resistência à tracção | 24,5 MPa (Padrão: ASTM D638-14) |
| Resistência à flexão | 34,5Mp (Padrão: ASTM D790-10) |
| Módulo de Flexão | 3565Mp (Padrão: ASTM D790-10) |
| Força de impacto | 84J/m (Padrão: ASTM D4812-11) |
| Dureza da costa | D71 (Padrão: ASTM D2240-05) |
| Absorção de água | 0,65%(Padrão: ASTM D570-98) |
| Expansão térmica | 33,25×10-6 (Padrão: ASTM D696 – 08) |
| Anti-derrapante | R11 (Padrão: DIN 51130:2014) |





