




ਕਾਰਬਨਾਈਜ਼ਡ ਬਾਂਸ ਫਲੋਰ

ਉਤਪਾਦਨ ਦੀ ਪ੍ਰਕਿਰਿਆ ਬਾਂਸ ਦੀ ਹਾਰਡਵੁੱਡ ਫਲੋਰਿੰਗ?
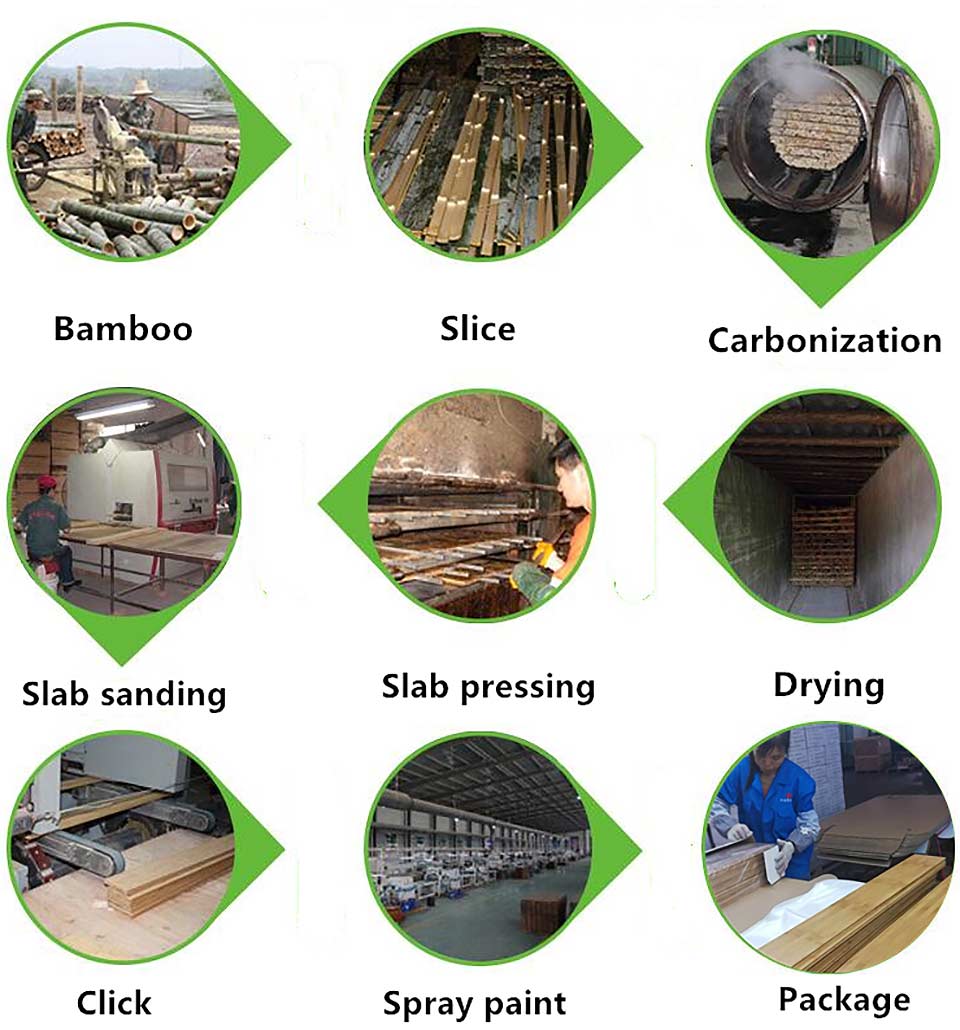
A. ਬਾਂਸ ਫਲੋਰਿੰਗ ਉਤਪਾਦਨ ਪ੍ਰਕਿਰਿਆ ਦੀ ਸੰਖੇਪ ਜਾਣਕਾਰੀ:
ਮੋਸੋ ਬਾਂਸ→ਕੱਟਿਆ ਹੋਇਆ→ਬਾਹਰੀ ਜੋੜਾਂ ਨੂੰ ਨਿਰਵਿਘਨ ਕਰੋ→ਪੱਟੀਆਂ ਨੂੰ ਖੋਲ੍ਹੋ→ਅੰਦਰੂਨੀ ਜੋੜਾਂ ਨੂੰ ਹਟਾਓ→ਬਾਂਸ ਦੀਆਂ ਪੱਟੀਆਂ ਦੇ ਦੋਵੇਂ ਪਾਸੇ ਵਿਉਂਤਬੰਦੀ ਕਰੋ (ਬਾਂਸ ਦੇ ਹਰੇ ਅਤੇ ਬਾਂਸ ਨੂੰ ਪੀਲੇ ਨੂੰ ਹਟਾਉਣ ਲਈ)→ ਸਟੀਮਿੰਗ (ਕੀੜੇ-ਰੋਧੀ ਅਤੇ ਐਂਟੀ-ਫਫ਼ੂੰਦੀ ਇਲਾਜ) ਜਾਂ ਕਾਰਬਨਾਈਜ਼ਡ ਕਲਰਿੰਗ ਟ੍ਰੀਟਮੈਂਟ→ਡਰਾਇੰਗ→ਬੈਂਬੂ ਫਾਈਨ ਪਲੈਨਿੰਗ→ਬੈਂਬੂ ਸਟ੍ਰਿਪ ਸੌਰਟਿੰਗ→ਗਲੂਇੰਗ→ਅਸੈਂਬਲਿੰਗ ਬਲੈਂਕਸ→ਹੌਟ ਪ੍ਰੈੱਸ ਬੌਡਿੰਗ→ਸੈਂਡਿੰਗ→ਫਿਕਸਡ ਲੈਂਥ ਕਟਿੰਗ→ਫੋਰ-ਸਾਈਡ ਪਲੇਨਿੰਗ (ਫਿਕਸਡ ਚੌੜਾਈ, ਬੈਕ ਗਰੂਵ)→ਡਬਲ-ਐਂਡ ਮਿਲਿੰਗ (ਲੇਟਵੀਂ ਅਤੇ ਲੰਮੀ-ਲੰਬਾਈ) ) → ਸਪਰੇਅ ਸੀਲਿੰਗ ਐਜ ਪੇਂਟ → ਪਲੇਨ ਬੋਰਡ ਸੈਂਡਿੰਗ → ਸੌਰਟਿੰਗ → ਡਸਟ ਰਿਮੂਵਲ → ਵਾਟਰ-ਅਧਾਰਤ ਪ੍ਰਾਈਮਰ → ਗਰਮ ਹਵਾ ਸੁਕਾਉਣਾ → ਪੁਟੀ → ਯੂਵੀ ਕਯੂਰਿੰਗ → ਪ੍ਰਾਈਮਰ → ਯੂਵੀ ਕਯੂਰਿੰਗ → ਸੈਂਡਿੰਗ → ਪ੍ਰਾਈਮਰ → ਯੂਵੀ ਕਰਿੰਗ → ਸੈਂਡਿੰਗ → ਟਾਪ ਕੋਟ → ਯੂਵੀ ਕਰਿੰਗ → ਸਕ੍ਰੈਚ ਪ੍ਰਤੀਰੋਧ ਫਿਨਿਸ਼ਿੰਗ ਪੇਂਟ → ਯੂਵੀ ਇਲਾਜ → ਨਿਰੀਖਣ → ਪੈਕੇਜਿੰਗ
B. ਬਾਂਸ ਫਲੋਰਿੰਗ ਉਤਪਾਦਨ ਪ੍ਰਕਿਰਿਆ ਦੀ ਵਿਸਤ੍ਰਿਤ ਵਿਆਖਿਆ:
1.ਕੱਚੇ ਬਾਂਸ ਦਾ ਨਿਰੀਖਣ
ਬਾਂਸ ਫਲੋਰਿੰਗ ਆਮ ਤੌਰ 'ਤੇ ਕੱਚੇ ਮਾਲ ਵਜੋਂ ਮੋਸੋ ਬਾਂਸ ਦੀ ਵਰਤੋਂ ਕਰਦੀ ਹੈ, ਪਰ ਮੋਸੋ ਬਾਂਸ ਦੀਆਂ ਮਕੈਨੀਕਲ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਬਾਂਸ ਦੀ ਉਮਰ ਅਤੇ ਸਮੱਗਰੀ ਦੀ ਸਥਿਤੀ ਨਾਲ ਨੇੜਿਓਂ ਸਬੰਧਤ ਹਨ।ਬਾਂਸ ਦੀ ਉਮਰ 4 ਸਾਲ ਤੋਂ ਘੱਟ ਹੈ, ਬਾਂਸ ਦੇ ਅੰਦਰੂਨੀ ਹਿੱਸਿਆਂ ਦੇ ਲਿਗਨੀਫਿਕੇਸ਼ਨ ਦੀ ਡਿਗਰੀ ਕਾਫ਼ੀ ਨਹੀਂ ਹੈ, ਤਾਕਤ ਅਸਥਿਰ ਹੈ, ਅਤੇ ਸੁੱਕੀ ਸੁੰਗੜਨ ਅਤੇ ਸੋਜ ਦੀ ਦਰ ਵੱਡੀ ਹੈ।5 ਸਾਲ ਤੋਂ ਪੁਰਾਣੇ ਬਾਂਸ ਦੀ ਵਰਤੋਂ ਕਰਨੀ ਚਾਹੀਦੀ ਹੈ।ਬਾਂਸ ਦੀਆਂ ਆਮ ਤੌਰ 'ਤੇ ਮੋਟੀਆਂ ਜੜ੍ਹਾਂ ਅਤੇ ਪਤਲੇ ਸਿਰੇ ਹੁੰਦੇ ਹਨ।ਇਸ ਲਈ, 10 ਸੈਂਟੀਮੀਟਰ ਤੋਂ ਵੱਧ ਛਾਤੀ ਦੀ ਉਚਾਈ ਅਤੇ 7 ਮਿਲੀਮੀਟਰ ਤੋਂ ਵੱਧ ਕੰਧ ਮੋਟਾਈ ਵਾਲੇ ਸਿੱਧੇ ਡੰਡੇ ਵਾਲੇ ਤਾਜ਼ੇ ਮੋਸੋ ਬਾਂਸ ਨੂੰ ਆਮ ਤੌਰ 'ਤੇ ਕੱਚੇ ਮਾਲ ਵਜੋਂ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ।
2.ਸਮੱਗਰੀ ਬਰੇਕ
ਮੋਸੋ ਬਾਂਸ ਦੀਆਂ ਮੋਟੀਆਂ ਜੜ੍ਹਾਂ ਅਤੇ ਪਤਲੇ ਸਿਖਰ ਹੁੰਦੇ ਹਨ।ਬਾਂਸ ਦੀਆਂ ਟਿਊਬਾਂ ਨੂੰ ਕੰਧ ਦੀ ਮੋਟਾਈ ਦੀ ਡਿਗਰੀ ਦੇ ਅਨੁਸਾਰ ਵੱਖ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਅਤੇ ਨਿਰਧਾਰਤ ਲੰਬਾਈ ਵਿੱਚ ਕੱਟਿਆ ਜਾਂਦਾ ਹੈ।
3. ਪੰਚਿੰਗ
ਕੱਚੇ ਬਾਂਸ ਨੂੰ ਨਿਯਮਤ ਬਾਂਸ ਦੀਆਂ ਪੱਟੀਆਂ ਵਿੱਚ ਧੋਵੋ
4 ਪਹਿਲੀ ਯੋਜਨਾ
ਸੁੱਕਣ ਤੋਂ ਬਾਅਦ, ਬਾਂਸ ਦੀਆਂ ਪੱਟੀਆਂ ਨੂੰ ਚਾਰੇ ਪਾਸਿਆਂ 'ਤੇ ਬਾਰੀਕ ਵਿਉਂਤਬੰਦੀ ਕਰਨ ਦੀ ਜ਼ਰੂਰਤ ਹੁੰਦੀ ਹੈ ਤਾਂ ਜੋ ਮੋਟੇ ਪਲਾਇਨ ਦੁਆਰਾ ਬਚੇ ਬਾਂਸ ਦੇ ਹਰੇ, ਬਾਂਸ ਦੇ ਪੀਲੇ ਅਤੇ ਚਾਕੂ ਦੇ ਨਿਸ਼ਾਨਾਂ ਨੂੰ ਦੂਰ ਕੀਤਾ ਜਾ ਸਕੇ।ਇਸ ਇਲਾਜ ਤੋਂ ਬਾਅਦ, ਬਾਂਸ ਦੀਆਂ ਪੱਟੀਆਂ ਅਤੇ ਬਾਂਸ ਦੀਆਂ ਪੱਟੀਆਂ ਨੂੰ ਬਿਨਾਂ ਚੀਰ ਦੇ ਮਜ਼ਬੂਤੀ ਨਾਲ ਚਿਪਕਾਇਆ ਜਾ ਸਕਦਾ ਹੈ।, ਕੋਈ ਕਰੈਕਿੰਗ ਨਹੀਂ, ਕੋਈ ਡੀਲੈਮੀਨੇਸ਼ਨ ਨਹੀਂ।ਬਾਂਸ ਦੀਆਂ ਪੱਟੀਆਂ ਨੂੰ ਬਾਰੀਕ ਪਲੇਨਿੰਗ ਤੋਂ ਬਾਅਦ ਛਾਂਟਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ, ਅਤੇ ਬਾਂਸ ਦੀਆਂ ਪੱਟੀਆਂ ਜੋ ਪ੍ਰੋਸੈਸਿੰਗ ਆਕਾਰ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਨੂੰ ਪੂਰਾ ਨਹੀਂ ਕਰਦੀਆਂ ਅਤੇ ਵੱਡੇ ਰੰਗ ਦੇ ਅੰਤਰ ਹਨ, ਨੂੰ ਉਤਪਾਦਨ ਲਾਈਨ ਤੋਂ ਹਟਾ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈ।
ਬਾਂਸ ਦੀਆਂ ਪੱਟੀਆਂ ਦੀ ਸਤ੍ਹਾ ਦਾ ਸ਼ੁਰੂਆਤੀ ਇਲਾਜ।ਸਤ੍ਹਾ ਨੂੰ ਸ਼ੇਵ ਅਤੇ ਪੀਲਾ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਯਾਨੀ ਬਾਂਸ ਦੀ ਚਮੜੀ ਅਤੇ ਮੀਟ ਨੂੰ ਹਟਾ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਸਿਰਫ ਮੱਧ ਮੋਟੀ ਫਾਈਬਰ ਪਰਤ ਨੂੰ ਬਰਕਰਾਰ ਰੱਖਿਆ ਜਾਂਦਾ ਹੈ।ਪਰੰਪਰਾਗਤ ਬਾਂਸ ਦੇ ਉਤਪਾਦਾਂ ਦੀ ਸੰਸਾਧਨ ਪੂਰੀ ਬੇਲਨਾਕਾਰ ਬਾਂਸ ਸਮੱਗਰੀ ਨੂੰ ਇੱਕ ਨਿਰਧਾਰਤ ਆਕਾਰ ਵਿੱਚ ਮੋੜ ਕੇ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।ਇਹ ਪੀਲੇ ਨੂੰ ਹਟਾਉਣ ਦੀ ਯੋਜਨਾ ਨਹੀਂ ਬਣਾਈ ਗਈ ਹੈ.ਸਤ੍ਹਾ 'ਤੇ ਬਾਂਸ ਦਾ ਹਰਾ, ਭਾਵ, ਬਾਂਸ ਦੀ ਚਮੜੀ ਦੇ ਹਿੱਸੇ ਦੀ ਘਣਤਾ ਕੱਚੇ ਰੇਸ਼ੇ ਤੋਂ ਵੱਖਰੀ ਹੁੰਦੀ ਹੈ, ਅਤੇ ਉਸੇ ਹੀ ਖੁਸ਼ਕ ਨਮੀ ਦੀ ਸਥਿਤੀ ਦੇ ਅਧੀਨ ਸੁੰਗੜਨ ਦੀ ਦਰ ਵੱਖਰੀ ਹੁੰਦੀ ਹੈ, ਇਸ ਲਈ ਕ੍ਰੈਕਿੰਗ ਦਾ ਕਾਰਨ ਬਣਨਾ ਆਸਾਨ ਹੁੰਦਾ ਹੈ।ਬਾਂਸ ਦਾ ਪੀਲਾ ਬਾਂਸ ਦੀ ਨਲੀ ਦੀ ਅੰਦਰਲੀ ਕੰਧ 'ਤੇ ਬਾਂਸ ਦੇ ਮੀਟ ਦਾ ਹਿੱਸਾ ਹੈ।ਇਸ ਵਿੱਚ ਉੱਚ ਖੰਡ ਅਤੇ ਹੋਰ ਪੌਸ਼ਟਿਕ ਤੱਤ ਹੁੰਦੇ ਹਨ, ਅਤੇ ਜੇਕਰ ਇਸਨੂੰ ਦੂਰ ਨਾ ਕੀਤਾ ਜਾਵੇ ਤਾਂ ਕੀੜੇ ਵਧਣਾ ਆਸਾਨ ਹੈ।
ਮੋਟਾਈ ਦੇ ਸੰਦਰਭ ਵਿੱਚ, ਬਾਂਸ ਦੀ ਲਚਕੀਲੀ ਤਾਕਤ ਆਪਣੇ ਆਪ ਵਿੱਚ ਲੱਕੜ ਨਾਲੋਂ ਵੱਧ ਹੈ, ਅਤੇ 15mm ਮੋਟੀ ਬਾਂਸ ਫਲੋਰਿੰਗ ਵਿੱਚ ਕਾਫ਼ੀ ਲਚਕਦਾਰ, ਸੰਕੁਚਿਤ ਅਤੇ ਪ੍ਰਭਾਵ ਸ਼ਕਤੀ ਹੈ, ਅਤੇ ਇੱਕ ਬਿਹਤਰ ਪੈਰ ਮਹਿਸੂਸ ਹੁੰਦਾ ਹੈ।ਕੁਝ ਨਿਰਮਾਤਾ, ਖਪਤਕਾਰਾਂ ਦੀ ਮਾਨਸਿਕਤਾ ਨੂੰ ਪੂਰਾ ਕਰਨ ਲਈ ਕਿ ਜਿੰਨਾ ਮੋਟਾ ਬਿਹਤਰ ਹੁੰਦਾ ਹੈ, ਉਹ ਹਰੇ ਜਾਂ ਪੀਲੇ ਨੂੰ ਨਹੀਂ ਹਟਾਉਂਦੇ.ਬਾਂਸ ਦੀਆਂ ਚਾਦਰਾਂ ਨੂੰ ਚਿਪਕਾਏ ਜਾਣ ਤੋਂ ਬਾਅਦ, ਹਾਲਾਂਕਿ ਬਾਂਸ ਦੇ ਫਰਸ਼ ਦੀ ਮੋਟਾਈ 17mm ਜਾਂ 18mm ਤੱਕ ਪਹੁੰਚ ਸਕਦੀ ਹੈ, ਬੰਧਨ ਦੀ ਮਜ਼ਬੂਤੀ ਚੰਗੀ ਨਹੀਂ ਹੈ ਅਤੇ ਇਸਨੂੰ ਚੀਰਨਾ ਆਸਾਨ ਹੈ।ਉੱਚ-ਗੁਣਵੱਤਾ ਵਾਲੇ ਬਾਂਸ ਦੇ ਫਲੋਰਿੰਗ ਲਈ, ਬਾਂਸ ਦੇ ਦੋਵੇਂ ਪਾਸੇ ਬਾਂਸ ਦੇ ਹਰੇ ਅਤੇ ਪੀਲੇ ਬਾਂਸ ਨੂੰ ਮੋਟੇ ਤੌਰ 'ਤੇ ਯੋਜਨਾਬੱਧ ਕੀਤਾ ਗਿਆ ਹੈ।ਬਾਂਸ ਦੇ ਖਾਲੀ ਟੁਕੜਿਆਂ ਨੂੰ ਕੱਸ ਕੇ ਚਿਪਕਾਉਣ ਲਈ, ਉਹਨਾਂ ਨੂੰ ਬਾਰੀਕ ਪਲੇਨ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।ਮੋਟਾਈ ਅਤੇ ਚੌੜਾਈ ਸਹਿਣਸ਼ੀਲਤਾ 0.1mm ਦੇ ਅੰਦਰ ਨਿਯੰਤਰਿਤ ਕੀਤੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ।, ਬਾਂਸ ਦੇ ਬਲੈਂਕਸ ਨੂੰ ਬੰਨ੍ਹਣ ਲਈ ਵਰਤਿਆ ਜਾਣ ਵਾਲਾ ਚਿਪਕਣ ਵਾਲਾ ਵੀ ਉੱਚ ਤਾਪਮਾਨ ਦੀ ਕਿਰਿਆ ਦੇ ਅਧੀਨ ਤੇਜ਼ੀ ਨਾਲ ਠੋਸ ਹੋ ਜਾਵੇਗਾ, ਅਤੇ ਅਡੈਸ਼ਨ ਬਹੁਤ ਮਜ਼ਬੂਤ ਹੈ।5. ਪਕਾਉਣਾ ਬਲੀਚਿੰਗ ਜਾਂ ਕਾਰਬਨਾਈਜ਼ੇਸ਼ਨ
ਬਾਂਸ ਦੀ ਰਸਾਇਣਕ ਰਚਨਾ ਮੂਲ ਰੂਪ ਵਿੱਚ ਲੱਕੜ ਦੇ ਸਮਾਨ ਹੈ, ਮੁੱਖ ਤੌਰ 'ਤੇ ਸੈਲੂਲੋਜ਼, ਹੇਮੀਸੈਲੂਲੋਜ਼, ਲਿਗਨਿਨ ਅਤੇ ਕੱਢਣ ਵਾਲੇ ਪਦਾਰਥ।ਹਾਲਾਂਕਿ, ਬਾਂਸ ਵਿੱਚ ਲੱਕੜ ਨਾਲੋਂ ਵਧੇਰੇ ਪ੍ਰੋਟੀਨ, ਖੰਡ, ਸਟਾਰਚ, ਚਰਬੀ ਅਤੇ ਮੋਮ ਹੁੰਦੇ ਹਨ।ਤਾਪਮਾਨ ਅਤੇ ਨਮੀ ਢੁਕਵੇਂ ਹੋਣ 'ਤੇ ਇਹ ਕੀੜੇ-ਮਕੌੜਿਆਂ ਅਤੇ ਉੱਲੀ ਦੁਆਰਾ ਆਸਾਨੀ ਨਾਲ ਨਸ਼ਟ ਹੋ ਜਾਂਦੀ ਹੈ।ਇਸ ਲਈ, ਬਾਂਸ ਦੀਆਂ ਪੱਟੀਆਂ ਨੂੰ ਮੋਟੇ ਪਲੈਨਿੰਗ (ਕੁਦਰਤੀ ਰੰਗ) ਤੋਂ ਬਾਅਦ ਪਕਾਉਣ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ।) ਜਾਂ ਉੱਚ-ਤਾਪਮਾਨ ਅਤੇ ਉੱਚ-ਨਮੀ ਵਾਲੇ ਕਾਰਬਨਾਈਜ਼ੇਸ਼ਨ ਟ੍ਰੀਟਮੈਂਟ (ਭੂਰਾ ਰੰਗ) ਕੁਝ ਐਬਸਟਰੈਕਟ ਜਿਵੇਂ ਕਿ ਖੰਡ ਅਤੇ ਸਟਾਰਚ ਨੂੰ ਹਟਾਉਣ ਲਈ, ਕੀੜੇ-ਮਕੌੜਿਆਂ ਅਤੇ ਫੰਜਾਈ ਦੇ ਪ੍ਰਜਨਨ ਨੂੰ ਰੋਕਣ ਲਈ ਕੀੜੇ-ਮਕੌੜਿਆਂ ਨੂੰ ਭਜਾਉਣ ਵਾਲੇ ਪਦਾਰਥ, ਪ੍ਰਜ਼ਰਵੇਟਿਵ ਆਦਿ ਸ਼ਾਮਲ ਕਰੋ।
ਕੁਦਰਤੀ ਰੰਗ ਦੇ ਫਰਸ਼ ਨੂੰ 90 ℃ ਦੇ ਤਾਪਮਾਨ 'ਤੇ ਹਾਈਡ੍ਰੋਜਨ ਪਰਆਕਸਾਈਡ ਨਾਲ ਬਲੀਚ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਵੱਖ-ਵੱਖ ਜੜ੍ਹਾਂ ਲਈ ਵੱਖ-ਵੱਖ ਕੰਧ ਮੋਟਾਈ ਨਾਲ ਬਲੀਚ ਕਰਨ ਦਾ ਸਮਾਂ ਵੱਖਰਾ ਹੁੰਦਾ ਹੈ।4~5mm ਲਈ 3.5 ਘੰਟੇ, 6~8mm ਲਈ 4 ਘੰਟੇ।
ਕਾਰਬਨ-ਰੰਗੀ ਫਲੋਰਿੰਗ ਨੂੰ ਉੱਚ ਤਾਪਮਾਨ ਅਤੇ ਉੱਚ ਦਬਾਅ ਹੇਠ ਸੈਕੰਡਰੀ ਕਾਰਬਨਾਈਜ਼ੇਸ਼ਨ ਪ੍ਰਕਿਰਿਆ ਦੁਆਰਾ ਸੰਸਾਧਿਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।
ਸੈਕੰਡਰੀ ਕਾਰਬਨਾਈਜ਼ੇਸ਼ਨ ਤਕਨਾਲੋਜੀ ਬਾਂਸ ਵਿੱਚ ਸਾਰੇ ਪੌਸ਼ਟਿਕ ਤੱਤਾਂ ਜਿਵੇਂ ਕਿ ਅੰਡੇ, ਚਰਬੀ, ਖੰਡ ਅਤੇ ਪ੍ਰੋਟੀਨ ਨੂੰ ਕਾਰਬਨਾਈਜ਼ ਕਰਦੀ ਹੈ, ਸਮੱਗਰੀ ਨੂੰ ਹਲਕਾ ਬਣਾਉਂਦੀ ਹੈ, ਅਤੇ ਬਾਂਸ ਦੇ ਰੇਸ਼ੇ ਇੱਕ "ਖੋਖਲੇ ਇੱਟ" ਦੇ ਆਕਾਰ ਵਿੱਚ ਵਿਵਸਥਿਤ ਕੀਤੇ ਜਾਂਦੇ ਹਨ, ਜੋ ਤਣਾਅ, ਸੰਕੁਚਿਤ ਤਾਕਤ ਅਤੇ ਵਾਟਰਪ੍ਰੂਫ ਵਿੱਚ ਬਹੁਤ ਸੁਧਾਰ ਕਰਦੇ ਹਨ। ਪ੍ਰਦਰਸ਼ਨ
5. ਸੁਕਾਉਣਾ
ਸਟੀਮਿੰਗ ਟ੍ਰੀਟਮੈਂਟ ਤੋਂ ਬਾਅਦ ਬਾਂਸ ਦੇ ਚਿਪਸ ਦੀ ਨਮੀ ਦੀ ਮਾਤਰਾ 80% ਤੋਂ ਵੱਧ ਜਾਂਦੀ ਹੈ, ਇੱਕ ਸੰਤ੍ਰਿਪਤ ਅਵਸਥਾ ਤੱਕ ਪਹੁੰਚ ਜਾਂਦੀ ਹੈ।ਬਾਂਸ ਦੀ ਨਮੀ ਦੀ ਸਮੱਗਰੀ ਬਾਂਸ ਦੀ ਪ੍ਰੋਸੈਸਿੰਗ ਤੋਂ ਬਾਅਦ ਤਿਆਰ ਉਤਪਾਦ ਦੇ ਆਕਾਰ ਅਤੇ ਆਕਾਰ ਦੀ ਸਥਿਰਤਾ ਨੂੰ ਸਿੱਧੇ ਤੌਰ 'ਤੇ ਪ੍ਰਭਾਵਿਤ ਕਰਦੀ ਹੈ।ਬਾਂਸ ਦੇ ਫਲੋਰਿੰਗ ਉਤਪਾਦਾਂ ਦੀ ਗੁਣਵੱਤਾ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ, ਪ੍ਰੋਸੈਸਿੰਗ ਲਈ ਵਰਤੇ ਜਾਂਦੇ ਬਾਂਸ ਦੇ ਕੱਚੇ ਮਾਲ ਨੂੰ ਗਲੂਇੰਗ ਤੋਂ ਪਹਿਲਾਂ ਪੂਰੀ ਤਰ੍ਹਾਂ ਸੁੱਕਣਾ ਚਾਹੀਦਾ ਹੈ।ਬਾਂਸ ਨੂੰ ਸੁਕਾਉਣ ਵਾਲੇ ਭੱਠੇ ਜਾਂ ਟਰੈਕ ਸੁਕਾਉਣ ਵਾਲੇ ਭੱਠੇ ਦੁਆਰਾ ਸੁਕਾਇਆ ਜਾਂਦਾ ਹੈ।
ਬਾਂਸ ਦੀਆਂ ਸਮੱਗਰੀਆਂ ਦੀ ਨਮੀ ਨੂੰ ਸਥਾਨਕ ਜਲਵਾਯੂ ਹਾਲਤਾਂ ਅਤੇ ਵਾਤਾਵਰਣ ਦੀ ਵਰਤੋਂ ਦੇ ਅਨੁਸਾਰ ਨਿਯੰਤਰਿਤ ਕਰਨ ਦੀ ਲੋੜ ਹੈ।ਉਦਾਹਰਨ ਲਈ, ਚੀਨ ਦੇ ਉੱਤਰ ਅਤੇ ਦੱਖਣ ਵਿੱਚ ਨਿਯੰਤਰਿਤ ਨਮੀ ਦੀ ਮਾਤਰਾ ਵੱਖਰੀ ਹੈ।ਉੱਤਰ ਵਿੱਚ ਵਰਤੇ ਜਾਣ ਵਾਲੇ ਉਤਪਾਦਾਂ ਦੀ ਨਮੀ ਦੀ ਮਾਤਰਾ ਬਹੁਤ ਘੱਟ ਹੈ, ਅਤੇ ਆਮ ਹਾਲਤਾਂ ਵਿੱਚ 5-9% 'ਤੇ ਨਿਯੰਤਰਿਤ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।
ਹਰੇਕ ਯੂਨਿਟ ਦੀ ਨਮੀ ਦੀ ਸਮਗਰੀ ਜੋ ਬਾਂਸ ਦੇ ਫਰਸ਼ ਨੂੰ ਬਣਾਉਂਦੀ ਹੈ, ਅਰਥਾਤ ਬਾਂਸ ਦੀ ਪੱਟੀ, ਨੂੰ ਇਕਸਾਰ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ।ਉਦਾਹਰਨ ਲਈ, ਬਾਂਸ ਦੇ ਸਟ੍ਰਿੰਗ ਫਲੋਰ (ਫਲੈਟ ਪਲੇਟ) ਨੂੰ ਸਤ੍ਹਾ, ਮੱਧ ਅਤੇ ਹੇਠਲੇ ਪਰਤਾਂ 'ਤੇ ਬਾਂਸ ਦੀਆਂ ਪੱਟੀਆਂ ਦੀ ਇਕਸਾਰ ਨਮੀ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ, ਤਾਂ ਜੋ ਬਾਂਸ ਦੇ ਫਰਸ਼ ਦੇ ਪੈਦਾ ਹੋਣ ਤੋਂ ਬਾਅਦ ਇਸਨੂੰ ਵਿਗਾੜਨਾ ਅਤੇ ਮੋੜਨਾ ਆਸਾਨ ਨਾ ਹੋਵੇ।
ਇਹ ਫਰਸ਼ ਨੂੰ ਫਟਣ ਤੋਂ ਰੋਕਣ ਲਈ ਵੀ ਇੱਕ ਮਹੱਤਵਪੂਰਨ ਕੜੀ ਹੈ।ਅਸਮਾਨ ਨਮੀ ਦੀ ਸਮਗਰੀ ਜਾਂ ਬਹੁਤ ਜ਼ਿਆਦਾ ਨਮੀ ਦੀ ਸਮਗਰੀ ਵਾਤਾਵਰਣ ਦੇ ਕਾਰਕਾਂ ਜਿਵੇਂ ਕਿ ਤਾਪਮਾਨ ਅਤੇ ਸੁੱਕੀ ਨਮੀ ਵਿੱਚ ਤਬਦੀਲੀਆਂ ਦੇ ਕਾਰਨ ਫਰਸ਼ ਨੂੰ ਵਿਗਾੜ ਸਕਦੀ ਹੈ ਜਾਂ ਚੀਰ ਸਕਦੀ ਹੈ।ਨਮੀ ਦੀ ਮਾਤਰਾ ਵੱਖ-ਵੱਖ ਖੇਤਰਾਂ ਵਿੱਚ ਹਵਾ ਦੀ ਨਮੀ ਦੇ ਅਨੁਸਾਰ ਨਿਰਧਾਰਤ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ।ਇਸ ਤਰੀਕੇ ਨਾਲ ਬਣਾਇਆ ਗਿਆ ਫਰਸ਼ ਅਨੁਸਾਰੀ ਜਲਵਾਯੂ ਵਾਤਾਵਰਣ ਦੇ ਅਨੁਕੂਲ ਹੋਣ ਦੀ ਗਰੰਟੀ ਦੇ ਸਕਦਾ ਹੈ।
ਉੱਚ-ਗੁਣਵੱਤਾ ਵਾਲੀ ਮੰਜ਼ਿਲ ਨੂੰ ਸੁਕਾਉਣ ਦੌਰਾਨ ਛੇ-ਪੁਆਇੰਟ ਬਹੁ-ਪੱਖੀ ਟੈਸਟਿੰਗ ਤੋਂ ਗੁਜ਼ਰਿਆ ਜਾਂਦਾ ਹੈ ਤਾਂ ਜੋ ਇਹ ਯਕੀਨੀ ਬਣਾਇਆ ਜਾ ਸਕੇ ਕਿ ਬਾਂਸ ਦੀਆਂ ਪੱਟੀਆਂ ਦੇ ਹਰੇਕ ਟੁਕੜੇ ਦੇ ਨਾਲ-ਨਾਲ ਬਾਂਸ ਦੀਆਂ ਪੱਟੀਆਂ ਦੀ ਨਮੀ, ਸਤਹ ਅਤੇ ਅੰਦਰ, ਸੰਤੁਲਿਤ ਹਨ, ਤਾਂ ਜੋ ਇਹ ਯਕੀਨੀ ਬਣਾਇਆ ਜਾ ਸਕੇ ਕਿ ਵੱਖ-ਵੱਖ ਨਮੀ ਵਾਲੇ ਵਾਤਾਵਰਨ ਕਾਰਨ ਫਰਸ਼ ਦੀਆਂ ਦਰਾਰਾਂ ਅਤੇ ਵਿਗਾੜ।ਖਪਤਕਾਰਾਂ ਲਈ ਸਿਰਫ਼ ਨਮੀ ਦੀ ਮਾਤਰਾ ਨੂੰ ਮਾਪਣਾ ਮੁਸ਼ਕਲ ਹੈ।ਇਸ ਸਮੱਸਿਆ ਨੂੰ ਹੱਲ ਕਰਨ ਦਾ ਸਭ ਤੋਂ ਸੁਰੱਖਿਅਤ ਤਰੀਕਾ ਇਹ ਹੈ ਕਿ ਇੱਕ ਨਾਮਵਰ ਅਤੇ ਨਿਯਮਤ ਬਾਂਸ ਫਲੋਰਿੰਗ ਨਿਰਮਾਤਾ ਦੀ ਚੋਣ ਕਰੋ ਜੋ ਸਲੈਬਾਂ ਦਾ ਉਤਪਾਦਨ ਕਰ ਸਕਦਾ ਹੈ।
6.ਵਧੀਆ ਯੋਜਨਾਬੰਦੀ
ਬਾਂਸ ਦੀਆਂ ਪੱਟੀਆਂ ਨੂੰ ਲੋੜੀਂਦੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਅਨੁਸਾਰ ਬਾਰੀਕ ਵਿਉਂਤਬੱਧ ਕੀਤਾ ਗਿਆ ਹੈ।
7.ਉਤਪਾਦ ਦੀ ਚੋਣ
ਬਾਂਸ ਦੀਆਂ ਪੱਟੀਆਂ ਨੂੰ ਵੱਖ-ਵੱਖ ਪੱਧਰਾਂ ਵਿੱਚ ਕ੍ਰਮਬੱਧ ਕਰੋ।
8.Gluing ਅਤੇ ਦਮਨ
ਗੂੰਦ ਅਤੇ ਖਾਲੀ ਅਸੈਂਬਲੀ: ਉੱਚ-ਗੁਣਵੱਤਾ ਵਾਲੇ ਵਾਤਾਵਰਣ ਲਈ ਅਨੁਕੂਲ ਚਿਪਕਣ ਵਾਲੀਆਂ ਚੀਜ਼ਾਂ ਦੀ ਚੋਣ ਕਰੋ, ਗੂੰਦ ਦੀ ਨਿਰਧਾਰਤ ਮਾਤਰਾ ਦੇ ਅਨੁਸਾਰ ਗੂੰਦ ਲਗਾਓ ਅਤੇ ਬਰਾਬਰ ਫੈਲਾਓ, ਅਤੇ ਫਿਰ ਲੋੜੀਂਦੇ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਦੇ ਅਨੁਸਾਰ ਬਾਂਸ ਦੀਆਂ ਪੱਟੀਆਂ ਨੂੰ ਇਕੱਠਾ ਕਰੋ।
ਗਰਮ-ਪ੍ਰੈਸਿੰਗ ਅਤੇ ਗਲੂਇੰਗ: ਗਰਮ-ਪ੍ਰੈਸਿੰਗ ਇੱਕ ਮੁੱਖ ਪ੍ਰਕਿਰਿਆ ਹੈ।ਨਿਰਧਾਰਤ ਦਬਾਅ, ਤਾਪਮਾਨ ਅਤੇ ਸਮੇਂ ਦੇ ਤਹਿਤ, ਸਲੈਬ ਨੂੰ ਖਾਲੀ ਵਿੱਚ ਚਿਪਕਾਇਆ ਜਾਂਦਾ ਹੈ।ਬਾਂਸ ਦੀਆਂ ਪੱਟੀਆਂ ਦੀ ਸਤਹ ਦੀ ਸਮਾਪਤੀ, ਚਿਪਕਣ ਵਾਲੀਆਂ ਅਤੇ ਗਰਮ ਦਬਾਉਣ ਵਾਲੀਆਂ ਸਥਿਤੀਆਂ ਦਾ ਬਾਂਸ ਦੇ ਫਰਸ਼ ਦੀ ਬੰਧਨ ਦੀ ਤਾਕਤ 'ਤੇ ਬਹੁਤ ਪ੍ਰਭਾਵ ਹੁੰਦਾ ਹੈ।
ਬਾਂਸ ਦੇ ਫਲੋਰਿੰਗ ਦੀ ਬੰਧਨ ਦੀ ਤਾਕਤ ਲੱਕੜ ਦੇ ਫਲੋਰਿੰਗ ਨਾਲੋਂ ਵੱਖਰੀ ਹੈ।ਇਹ ਬਾਂਸ ਦੇ ਕਈ ਟੁਕੜਿਆਂ ਨੂੰ ਚਿਪਕ ਕੇ ਅਤੇ ਦਬਾ ਕੇ ਬਣਾਇਆ ਜਾਂਦਾ ਹੈ।ਗੂੰਦ ਦੀ ਗੁਣਵੱਤਾ, ਗੂੰਦ ਦਾ ਤਾਪਮਾਨ ਅਤੇ ਦਬਾਅ ਅਤੇ ਗਰਮੀ ਦੀ ਸੰਭਾਲ ਦਾ ਸਮਾਂ ਅਤੇ ਦਬਾਅ ਸਭ ਦਾ ਗੂੰਦ ਦੀ ਗੁਣਵੱਤਾ 'ਤੇ ਪ੍ਰਭਾਵ ਪੈਂਦਾ ਹੈ।ਨਾਕਾਫ਼ੀ ਬੰਧਨ ਤਾਕਤ ਵਿਗੜ ਸਕਦੀ ਹੈ ਅਤੇ ਦਰਾੜ ਸਕਦੀ ਹੈ।ਬੰਧਨ ਦੀ ਤਾਕਤ ਨੂੰ ਪਰਖਣ ਦਾ ਸਧਾਰਨ ਤਰੀਕਾ ਹੈ ਪਾਣੀ ਵਿੱਚ ਫਰਸ਼ ਦੇ ਇੱਕ ਟੁਕੜੇ ਨੂੰ ਭਿੱਜਣਾ ਜਾਂ ਪਕਾਉਣਾ।ਵਿਸਥਾਰ, ਵਿਗਾੜ ਅਤੇ ਖੁੱਲਣ ਦੀ ਡਿਗਰੀ ਅਤੇ ਲੋੜੀਂਦੇ ਸਮੇਂ ਦੀ ਤੁਲਨਾ ਕਰੋ।ਕੀ ਬਾਂਸ ਦਾ ਫਰਸ਼ ਵਿਗੜਿਆ ਜਾਂ ਡਿਗਮ ਕੀਤਾ ਜਾਵੇਗਾ, ਇਸ ਦਾ ਬੰਧਨ ਦੀ ਤਾਕਤ ਨਾਲ ਬਹੁਤ ਵਧੀਆ ਰਿਸ਼ਤਾ ਹੈ।
9.ਸਿਰ ਕੱਟਣਾ
10.ਨਿਰੀਖਣ ਬੋਰਡ ਦਾ ਰੰਗ ਵੱਖਰਾ
11.ਟ੍ਰਿਮਿੰਗ
12.ਟ੍ਰਿਮਿੰਗ ਇੱਕ ਮਾਦਾ ਟੈਨਨ ਹੈ
13.ਐਂਟੀ-ਟੇਨਨ ਬੋਰਡ ਦਾ ਉਤਪਾਦਨ ਕਰਦੇ ਸਮੇਂ, ਛੋਟਾ ਸਿਰ ਘੁੰਮਣਾ ਚਾਹੀਦਾ ਹੈ
14.ਸੈਂਡਿੰਗ
ਸਤ੍ਹਾ ਨੂੰ ਨਿਰਵਿਘਨ ਬਣਾਉਣ ਲਈ ਸਲੈਬ ਦੀ ਸਤਹ ਦਾ ਇਲਾਜ ਕਰੋ, ਅਤੇ ਪਲੇਨ ਸਲੈਬ ਦੀ ਮੋਟਾਈ ਨੂੰ ਠੀਕ ਕਰੋ
15.ਟੈਨੋਨਿੰਗ
ਮੋਲਡਰ
ਬਾਂਸ ਦੇ ਬੋਰਡ ਦੇ ਹੇਠਾਂ ਅਤੇ ਪਾਸੇ ਟੇਨ ਕੀਤੇ ਹੋਏ ਹਨ।
ਡਬਲ ਐਂਡ ਟੈਨੋਨਿੰਗ
ਬਾਂਸ ਦੇ ਫਰਸ਼ ਨੂੰ ਲੰਬਕਾਰੀ ਅਤੇ ਖਿਤਿਜੀ ਰੂਪ ਵਿੱਚ ਬੰਨ੍ਹਿਆ ਜਾਂਦਾ ਹੈ।
ਟੇਨੋਨਿੰਗ ਨੂੰ ਆਮ ਤੌਰ 'ਤੇ ਸਲਾਟਿੰਗ ਵਜੋਂ ਵੀ ਜਾਣਿਆ ਜਾਂਦਾ ਹੈ, ਜੋ ਕਿ ਫ਼ਰਸ਼ ਨੂੰ ਕੱਟੇ ਜਾਣ 'ਤੇ ਕੋਨਕੇਵ-ਉੱਤਲ ਨੌਚ ਹੁੰਦਾ ਹੈ, ਜੋ ਕਿ ਫਰਸ਼ ਦੇ ਸੰਪੂਰਨ ਵੰਡ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਦੀ ਕੁੰਜੀ ਹੈ।ਦੋ ਮੰਜ਼ਿਲਾਂ ਦੇ ਵਿਚਕਾਰ ਦਾ ਪਾੜਾ ਉਦੋਂ ਤੰਗ ਹੁੰਦਾ ਹੈ ਜਦੋਂ ਮੋਰਟਿਸ ਨੂੰ ਸ਼ੁੱਧਤਾ ਨਾਲ ਕੱਟਿਆ ਜਾਂਦਾ ਹੈ।
16.ਪੇਂਟ
ਆਲੇ-ਦੁਆਲੇ ਦੇ ਵਾਤਾਵਰਣ ਵਿੱਚ ਨਮੀ ਨੂੰ ਬਾਂਸ ਦੇ ਫਰਸ਼ 'ਤੇ ਹਮਲਾ ਕਰਨ ਤੋਂ ਰੋਕਣ ਲਈ, ਅਤੇ ਬੋਰਡ ਦੀ ਸਤ੍ਹਾ ਨੂੰ ਪ੍ਰਦੂਸ਼ਣ-ਰੋਕੂ, ਘਿਰਣਾ ਪ੍ਰਤੀਰੋਧ ਅਤੇ ਸਜਾਵਟ ਦੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਬਣਾਉਣ ਲਈ, ਬਾਂਸ ਦੇ ਫਰਸ਼ ਨੂੰ ਪੇਂਟ ਕਰਨ ਦੀ ਲੋੜ ਹੈ।ਆਮ ਤੌਰ 'ਤੇ 5 ਪ੍ਰਾਈਮਰ (ਲਾਖ) ਅਤੇ 2 ਪਾਸੇ (ਲਾਖ) ਕੋਟਿੰਗ ਤੋਂ ਬਾਅਦ, ਬਾਂਸ ਦੇ ਫਰਸ਼ ਦੀ ਸਤਹ ਨੂੰ ਇੱਕ ਮੋਟੀ ਸੁਰੱਖਿਆ ਪੇਂਟ ਫਿਲਮ ਨਾਲ ਢੱਕਿਆ ਗਿਆ ਹੈ।ਪੇਂਟ ਫਿਲਮ ਦੀ ਕਠੋਰਤਾ ਓਨੀ ਕਠੋਰ ਨਹੀਂ ਹੁੰਦੀ ਹੈ, ਇਹ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਕਠੋਰਤਾ ਵਿੱਚ ਮੱਧਮ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ ਕਿ ਪੇਂਟ ਫਿਲਮ ਵਿੱਚ ਪਹਿਨਣ ਪ੍ਰਤੀਰੋਧ, ਸਕ੍ਰੈਚ ਪ੍ਰਤੀਰੋਧ ਅਤੇ ਕਠੋਰਤਾ ਦੀ ਇੱਕ ਖਾਸ ਡਿਗਰੀ ਹੈ।
ਬਾਂਸ ਦੇ ਫਰਸ਼ ਦੀ ਸਤ੍ਹਾ 'ਤੇ ਪੇਂਟ ਕਰੋ।ਮਾਰਕੀਟ 'ਤੇ ਫਰਸ਼ ਚਮਕਦਾਰ ਅਤੇ ਅਰਧ-ਮੈਟ ਵਿੱਚ ਵੰਡਿਆ ਗਿਆ ਹੈ.ਚਮਕਦਾਰ ਇੱਕ ਪਰਦੇ ਦੀ ਪਰਤ ਦੀ ਪ੍ਰਕਿਰਿਆ ਹੈ, ਜੋ ਕਿ ਬਹੁਤ ਸੁੰਦਰ ਹੈ, ਪਰ ਇਸਦਾ ਚਿਹਰਾ ਖਰਾਬ ਹੋ ਗਿਆ ਹੈ ਅਤੇ ਛਿੱਲ ਗਿਆ ਹੈ, ਇਸ ਲਈ ਇਸਨੂੰ ਵਰਤਣ ਵੇਲੇ ਧਿਆਨ ਨਾਲ ਸੰਭਾਲਣਾ ਚਾਹੀਦਾ ਹੈ.ਮੈਟ ਅਤੇ ਅਰਧ-ਮੈਟ ਰੋਲਰ ਕੋਟਿੰਗ ਪ੍ਰਕਿਰਿਆਵਾਂ ਹਨ, ਨਰਮ ਰੰਗ ਅਤੇ ਮਜ਼ਬੂਤ ਪੇਂਟ ਅਡਿਸ਼ਨ ਦੇ ਨਾਲ।
ਮੰਡੀ ਵਿੱਚ ਪੰਜ ਬਾਟਮ ਅਤੇ ਦੋ ਸਾਈਡ, ਸੱਤ ਬਾਟਮ ਅਤੇ ਦੋ ਸਾਈਡ ਹਨ।ਪ੍ਰਾਈਮਰ ਨੂੰ ਲਾਗੂ ਕਰਦੇ ਸਮੇਂ ਸੁਰੱਖਿਅਤ ਅਤੇ ਵਾਤਾਵਰਣ ਅਨੁਕੂਲ ਉੱਚ-ਗੁਣਵੱਤਾ ਪੇਂਟ ਚੁਣੋ, ਜੋ ਨਾ ਸਿਰਫ਼ ਇੱਕ ਸਿਹਤਮੰਦ ਘਰ ਦੇ ਵਾਤਾਵਰਣ ਨੂੰ ਕਾਇਮ ਰੱਖ ਸਕਦਾ ਹੈ, ਸਗੋਂ ਸੁੰਦਰਤਾ, ਪਾਣੀ ਪ੍ਰਤੀਰੋਧ ਅਤੇ ਰੋਗ ਪ੍ਰਤੀਰੋਧ ਵੀ ਪ੍ਰਾਪਤ ਕਰ ਸਕਦਾ ਹੈ।ਚੰਗੀ ਪੇਂਟ ਦੇ ਅਨੁਕੂਲਨ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ, ਪੇਂਟ ਦੀ ਇੱਕ ਪਰਤ ਰੇਤਲੀ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ।ਵਾਰ-ਵਾਰ ਸੈਂਡਿੰਗ ਅਤੇ ਪੇਂਟਿੰਗ ਤੋਂ ਬਾਅਦ, ਫਰਸ਼ ਦੀ ਸਤਹ ਬੁਲਬਲੇ ਤੋਂ ਬਿਨਾਂ ਨਿਰਵਿਘਨ ਅਤੇ ਸਮਤਲ ਹੁੰਦੀ ਹੈ।
17.ਮੁਕੰਮਲ ਉਤਪਾਦ ਨਿਰੀਖਣ
ਮੁਕੰਮਲ ਉਤਪਾਦ ਦਾ ਮੁਆਇਨਾ.ਚਿਪਕਣ, ਸਤਹ ਪ੍ਰਭਾਵ, ਘਬਰਾਹਟ ਪ੍ਰਤੀਰੋਧ ਅਤੇ ਚਮਕ.
ਫਰਸ਼ ਦੀ ਅਤਿ-ਆਧੁਨਿਕ ਗੁਣਵੱਤਾ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ, ਯੂਰਪੀਅਨ ਅਤੇ ਅਮਰੀਕੀ ਬਾਜ਼ਾਰ ਫਿਲਮ ਨਿਰੀਖਣ ਨੂੰ ਲਾਗੂ ਕਰਦੇ ਹਨ, ਅਤੇ ਬਹੁਤ ਸਾਰੀਆਂ ਘਰੇਲੂ ਕੰਪਨੀਆਂ ਇਸ ਨਿਰੀਖਣ ਤਕਨਾਲੋਜੀ ਦੀ ਵਰਤੋਂ ਕਰਨਾ ਜਾਰੀ ਰੱਖਦੀਆਂ ਹਨ।ਬੇਸ਼ੱਕ, ਰਿਸ਼ਤੇਦਾਰ ਲਾਗਤ ਵੱਧ ਹੈ
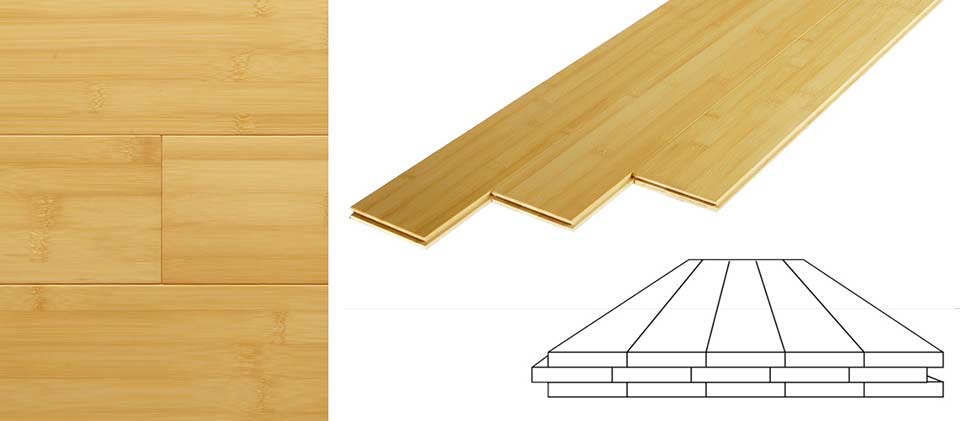
ਬਣਤਰ

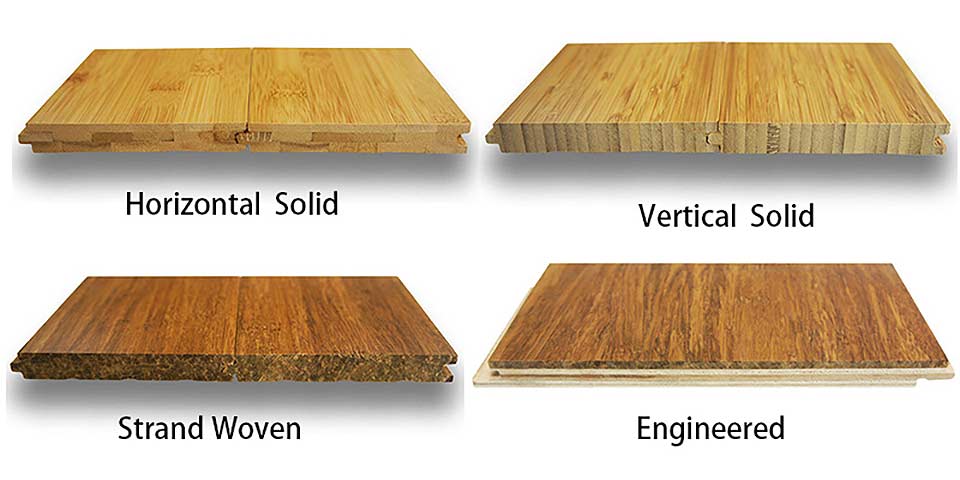
ਕੁਦਰਤੀ ਬਾਂਸ ਫਲੋਰਿੰਗ

ਕਾਰਬਨਾਈਜ਼ਡ ਬਾਂਸ ਫਲੋਰਿੰਗ

ਕੁਦਰਤੀ ਕਾਰਬਨਾਈਜ਼ਡ ਬਾਂਸ ਫਲੋਰ

ਬਾਂਸ ਫਲੋਰਿੰਗ ਦਾ ਫਾਇਦਾ

ਵੇਰਵੇ ਚਿੱਤਰ



ਬਾਂਸ ਫਲੋਰਿੰਗ ਤਕਨੀਕੀ ਡੇਟਾ
| 1) ਸਮੱਗਰੀ: | 100% ਕੱਚਾ ਬਾਂਸ |
| 2) ਰੰਗ: | Strand ਬੁਣਿਆ |
| 3) ਆਕਾਰ: | 1840*126*14mm/ 960*96*15mm |
| 4) ਨਮੀ ਸਮੱਗਰੀ: | 8%-12% |
| 5) ਫਾਰਮਲਡੀਹਾਈਡ ਨਿਕਾਸੀ: | ਯੂਰਪ ਦੇ E1 ਮਿਆਰ ਤੱਕ |
| 6) ਵਾਰਨਿਸ਼: | ਟ੍ਰੇਫਰਟ |
| 7) ਗੂੰਦ: | ਡਾਇਨਾ |
| 8) ਚਮਕ: | ਮੈਟ, ਅਰਧ ਚਮਕ |
| 9) ਜੋੜ: | ਜੀਭ ਅਤੇ ਗਰੋਵ (T&G) ਕਲਿੱਕ ਕਰੋ;ਯੂਨੀਲਿਨ + ਡ੍ਰੌਪ ਕਲਿੱਕ |
| 10) ਸਪਲਾਈ ਦੀ ਯੋਗਤਾ: | 110,000m2 / ਮਹੀਨਾ |
| 11) ਸਰਟੀਫਿਕੇਟ: | CE ਸਰਟੀਫਿਕੇਸ਼ਨ , ISO 9001:2008, ISO 14001:2004 |
| 12) ਪੈਕਿੰਗ: | ਡੱਬਾ ਬਾਕਸ ਦੇ ਨਾਲ ਪਲਾਸਟਿਕ ਫਿਲਮ |
| 13) ਡਿਲਿਵਰੀ ਸਮਾਂ: | ਪੇਸ਼ਗੀ ਭੁਗਤਾਨ ਪ੍ਰਾਪਤ ਕਰਨ ਤੋਂ ਬਾਅਦ 25 ਦਿਨਾਂ ਦੇ ਅੰਦਰ |
ਸਿਸਟਮ ਉਪਲਬਧ 'ਤੇ ਕਲਿੱਕ ਕਰੋ
A: T&G ਕਲਿੱਕ

T&G ਲਾਕ ਬਾਂਸ-ਬੈਂਬੂ ਫਲੋਰਿਨਿਗ

Bamboo T&G - Bamboo Florinig
ਬੀ: ਡ੍ਰੌਪ (ਛੋਟਾ ਪਾਸਾ) + ਯੂਨੀਲਿਨ ਕਲਿੱਕ (ਲੰਬਾਈ ਪਾਸੇ)

Bamboo Florinig ਸੁੱਟੋ

unilin Bamboo Florinig
ਬਾਂਸ ਫਲੋਰਿੰਗ ਪੈਕੇਜ ਸੂਚੀ
| ਟਾਈਪ ਕਰੋ | ਆਕਾਰ | ਪੈਕੇਜ | NO ਪੈਲੇਟ/20FCL | ਪੈਲੇਟ/20FCL | ਬਾਕਸ ਦਾ ਆਕਾਰ | ਜੀ.ਡਬਲਿਊ | NW |
| ਕਾਰਬਨਾਈਜ਼ਡ ਬਾਂਸ | 1020*130*15mm | 20pcs/ctn | 660 ctns/1750.32 ਵਰਗ ਮੀਟਰ | 10 plt, 52ctns/plt,520ctns/1379.04 ਵਰਗ ਮੀਟਰ | 1040*280*165 | 28 ਕਿਲੋਗ੍ਰਾਮ | 27 ਕਿਲੋਗ੍ਰਾਮ |
| 1020*130*17mm | 18pcs/ctn | 640 ctns/1575.29 ਵਰਗ ਮੀਟਰ | 10 plt, 52ctns/plt,520ctns/1241.14 ਵਰਗ ਮੀਟਰ | 1040*280*165 | 28 ਕਿਲੋਗ੍ਰਾਮ | 27 ਕਿਲੋਗ੍ਰਾਮ | |
| 960*96*15mm | 27pcs/ctn | 710 ctns/ 1766.71 ਵਰਗ ਮੀਟਰ | 9 plt, 56ctns/plt,504ctns/1254.10 ਵਰਗ ਮੀਟਰ | 980*305*145 | 26 ਕਿਲੋਗ੍ਰਾਮ | 25 ਕਿਲੋਗ੍ਰਾਮ | |
| 960*96*10mm | 39pcs/ctn | 710 ctns/ 2551.91 ਵਰਗ ਮੀਟਰ | 9 plt, 56ctns/plt,504ctns/1810.57 ਵਰਗ ਮੀਟਰ | 980*305*145 | 25 ਕਿਲੋਗ੍ਰਾਮ | 24 ਕਿਲੋਗ੍ਰਾਮ | |
| ਸਟ੍ਰੈਂਡ ਬੁਣਿਆ ਬਾਂਸ | 1850*125*14mm | 8pcs/ctn | 672 ਸੀਟੀਐਨ, 1243.2 ਵਰਗ ਮੀਟਰ | 970*285*175 | 29 ਕਿਲੋ | 28 ਕਿਲੋਗ੍ਰਾਮ | |
| 960*96*15mm | 24pcs/ctn | 560 ctn, 1238.63 ਵਰਗ ਮੀਟਰ | 980*305*145 | 26 ਕਿਲੋ | 25 ਕਿਲੋ | ||
| 950*136*17mm | 18pcs/ctn | 672ctn, 1562.80sqm | 970*285*175 | 29 ਕਿਲੋ | 28 ਕਿਲੋਗ੍ਰਾਮ |
ਪੈਕੇਜਿੰਗ
Dege ਬ੍ਰਾਂਡ ਪੈਕੇਜਿੰਗ



ਆਮ ਪੈਕੇਜਿੰਗ




ਆਵਾਜਾਈ

ਉਤਪਾਦ ਦੀ ਪ੍ਰਕਿਰਿਆ
ਐਪਲੀਕੇਸ਼ਨਾਂ














 ਬਾਂਸ ਫਲੋਰ ਕਿਵੇਂ ਸਥਾਪਿਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ (ਵਿਸਤ੍ਰਿਤ ਸੰਸਕਰਣ)
ਬਾਂਸ ਫਲੋਰ ਕਿਵੇਂ ਸਥਾਪਿਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ (ਵਿਸਤ੍ਰਿਤ ਸੰਸਕਰਣ)
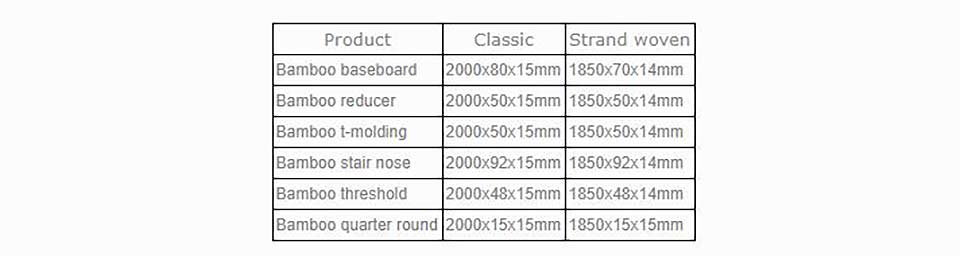
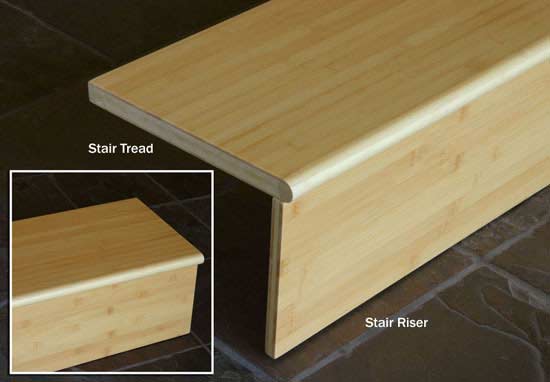
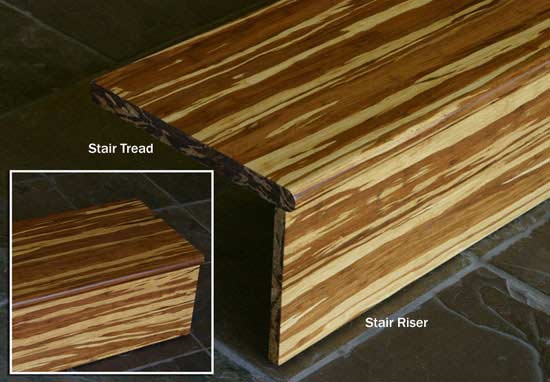
ਪੌੜੀ ਸਲੈਬ





ਆਮ ਬਾਂਸ ਦੇ ਫਰਸ਼ ਉਪਕਰਣ








ਭਾਰੀ ਬਾਂਸ ਫਲੋਰਿੰਗ ਉਪਕਰਣ







| ਗੁਣ | ਮੁੱਲ | ਟੈਸਟ |
| ਘਣਤਾ: | +/- 1030 kg/m3 | EN 14342:2005 + A1:2008 |
| ਬ੍ਰਿਨਲ ਕਠੋਰਤਾ: | 9.5 kg/mm² | EN-1534:2010 |
| ਨਮੀ ਸਮੱਗਰੀ: | 23°C 'ਤੇ 8.3% ਅਤੇ 50% ਸਾਪੇਖਿਕ ਨਮੀ | EN-1534:2010 |
| ਨਿਕਾਸ ਵਰਗ: | ਕਲਾਸ E1 (LT 0,124 mg/m3, EN 717-1) | EN 717-1 |
| ਵਿਭਿੰਨ ਸੋਜ: | ਨਮੀ ਦੀ ਸਮਗਰੀ ਵਿੱਚ 0.17% ਪ੍ਰੋ 1% ਤਬਦੀਲੀ | EN 14341:2005 |
| ਘਬਰਾਹਟ ਪ੍ਰਤੀਰੋਧ: | 16'000 ਵਾਰੀ | EN-14354 (12/16) |
| ਸੰਕੁਚਿਤਤਾ: | 2930 kN/cm2 | EN-ISO 2409 |
| ਪ੍ਰਭਾਵ ਪ੍ਰਤੀਰੋਧ: | 6 ਮਿਲੀਮੀਟਰ | EN-14354 |
| ਅੱਗ ਦੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ: | ਕਲਾਸ Cfl-s1 (EN 13501-1) | EN 13501-1 |





