


SPC VINYL ଫ୍ଲୋରିଙ୍ଗ୍ କ’ଣ?
SPC VINYL FLOORING ହେଉଛି ଏକ୍ସଟ୍ରୁଜନ୍ ମୋଲିଡିଂ ଚଟାଣ, ଏକ ନୂତନ ପ୍ରକାରର ଟେକ୍ନୋଲୋଜି, 3D ପ୍ରିଣ୍ଟିଙ୍ଗ୍ ପରି |ଏକ୍ସଟ୍ରୁଜନ୍ ମୋଲିଡିଂକୁ PVC VINYL ଫ୍ଲୋରିଂ ପ୍ରକ୍ରିୟାକରଣରେ ଏକ୍ସଟ୍ରୁଜନ୍ ମୋଲିଡିଂ ମଧ୍ୟ କୁହାଯାଏ |ଏହାର ଅର୍ଥ ହେଉଛି ଯେ ପଦାର୍ଥଟି ଏକ୍ସଟ୍ରୁଡର୍ ବ୍ୟାରେଲ୍ ଏବଂ ସ୍କ୍ରୁ ମଧ୍ୟରେ କାର୍ଯ୍ୟ ଦେଇ ଗତି କରେ, ଉତ୍ତାପ ଦ୍ୱାରା ପ୍ଲାଷ୍ଟିକ୍ ହୋଇଥିବାବେଳେ, ସ୍କ୍ରୁ ଦ୍ forward ାରା ଆଗକୁ ଠେଲି ହୋଇ କ୍ରସ-ସେକ୍ସନ୍ ପ୍ରକ୍ରିୟାକରଣର ପ୍ରତ୍ୟେକ ପଦ୍ଧତି ତିଆରି କରିବା ପାଇଁ କ୍ରମାଗତ ଭାବରେ ଡାଏ ହେଡ୍ ଗ୍ରାଇଣ୍ଡିଂ ଟୁଲ୍ ଦେଇ ଗତି କରେ | ଉତ୍ପାଦ କିମ୍ବା ଅର୍ଦ୍ଧ-ଉତ୍ପାଦ |ଏକ୍ସଟ୍ରୁଜନ୍ ମୋଲିଡିଂ ପ୍ରକ୍ରିୟାରେ ମୁଖ୍ୟତ feed ଖାଇବାକୁ ଦେବା, ତରଳିବା ଏବଂ ପ୍ଲାଷ୍ଟିକ୍ କରିବା, ଏକ୍ସଟ୍ରୁଜନ୍ ମୋଲିଡିଂ, ଆକୃତି ଏବଂ ଥଣ୍ଡା ପ୍ରକ୍ରିୟା ଅନ୍ତର୍ଭୁକ୍ତ |
100 ବର୍ଷ ପୂର୍ବେ, ଏହି ପ୍ରକାରର ଏକ୍ସଟ୍ରୁଜନ୍ ମୋଲିଡିଂ ପୂର୍ବରୁ ଦେଖା ଦେଇଛି |ପ୍ରାରମ୍ଭିକ ପର୍ଯ୍ୟାୟରେ, ଏହା ମୁଖ୍ୟତ pip ପାଇପ୍, ସିଟ୍, ପ୍ରୋଫାଇଲ୍ ଏବଂ ତାର ଭଳି ବିଭିନ୍ନ ପ୍ରକାରର କ୍ରମାଗତ ଉତ୍ପାଦର ଉତ୍ପାଦନ ପାଇଁ ବ୍ୟବହୃତ ହେଉଥିଲା |ଏକବିଂଶ ଶତାବ୍ଦୀରେ ପ୍ରବେଶ, SPC VINYL ଫ୍ଲୋରରେ ବ୍ୟବହୃତ |SPC FLOORING ନିର୍ମାତାମାନଙ୍କର ପ୍ରଥମ ବ୍ୟାଚ୍ ଭାବରେ, DEGE ର ସମୃଦ୍ଧ ଉତ୍ପାଦନ ଅଭିଜ୍ଞତା ଏବଂ ମୂଲ୍ୟ ନିୟନ୍ତ୍ରଣ ଅଛି |
ଏକ୍ସଟ୍ରୁଜନ୍ Spc ଚଟାଣର ଉତ୍ପାଦନ ହେଉଛି ଏକ ଦକ୍ଷ, ନିରନ୍ତର, ସ୍ୱଳ୍ପ ମୂଲ୍ୟର ଏବଂ ପ୍ରଶସ୍ତ-ଆଡାପ୍ଟେଡ୍ ମୋଲିଡିଂ ପ୍ରକ୍ରିୟାକରଣ ପଦ୍ଧତି |
ବହିଷ୍କାର ପ୍ରକ୍ରିୟାକୁ ଦୁଇଟି ପର୍ଯ୍ୟାୟରେ ବିଭକ୍ତ କରାଯାଇପାରେ:
ପ୍ରଥମ ପର୍ଯ୍ୟାୟ ହେଉଛି କଠିନ ପ୍ଲାଷ୍ଟିକକୁ ପ୍ଲାଷ୍ଟିକାଇଜ୍ କରିବା ଏବଂ ଏହାକୁ ଚାପର ଆକାରରେ ଏକ ବିଭାଗ ସହିତ କ୍ରମାଗତ ହେବା ପାଇଁ ଚାପରେ ଏସପିସି ଶୀଟ୍ ର ମୃତ୍ୟୁରେ ପାସ୍ କରିବା |
ଦ୍ୱିତୀୟ ପର୍ଯ୍ୟାୟ ହେଉଛି, ରଙ୍ଗ ଚଳଚ୍ଚିତ୍ର ଏବଂ ଆଣ୍ଟି-ଫ୍ରିକ୍ସନ୍ ସ୍ତରକୁ ମିଶାଇ ଏକ୍ସଟ୍ରୁଡ୍ କଣ୍ଟିୟୁମ୍ ଏହାର ପ୍ଲାଷ୍ଟିକ୍ ସ୍ଥିତିକୁ ହରାଇବା ଏବଂ ଏକ ଦୃ solid ହେବା ପାଇଁ ଏକ ଉପଯୁକ୍ତ ପଦ୍ଧତି ବ୍ୟବହାର କରିବା |
SPC VINYL FLOORING ଉତ୍ପାଦନ ସୁବିଧା କ’ଣ?
(1) କ୍ରମାଗତ ଉତ୍ପାଦନ, ଯାହା ଯେକ length ଣସି ଦ length ର୍ଘ୍ୟ ଏବଂ ଘନତାର ଚଟାଣ ଉତ୍ପାଦନ କରିପାରିବ |
(2) ଉଚ୍ଚ ଉତ୍ପାଦନ ଦକ୍ଷତା, ପ୍ରତିଦିନ ପ୍ରାୟ 24 ଟନ୍ |
()) ବ୍ୟାପକ ପ୍ରୟୋଗ ପରିସର, ନିର୍ମାଣ ଶିଳ୍ପ, ପେଟ୍ରୋକେମିକାଲ୍ ଶିଳ୍ପ, ଯନ୍ତ୍ରପାତି ଉତ୍ପାଦନ, ଚିକିତ୍ସା ଉପକରଣ, ଅଟୋମୋବାଇଲ୍, ଇଲେକ୍ଟ୍ରୋନିକ୍ସ, ଏରୋସ୍ପେସ୍ ଏବଂ ଅନ୍ୟାନ୍ୟ ଶିଳ୍ପ |
(4) ଗୋଟିଏ ଯନ୍ତ୍ରର ଏକାଧିକ କାର୍ଯ୍ୟ ଅଛି, ଏବଂ ଗୋଟିଏ ମେସିନ୍ ଯେକ any ଣସି ଏକ୍ସଟ୍ରୁଡ୍ ଉତ୍ପାଦ ଉତ୍ପାଦନ କରିପାରିବ ଯେପର୍ଯ୍ୟନ୍ତ ଆବ୍ରାଶିଭ୍ ଟୁଲ୍ ପରିବର୍ତ୍ତନ ହେବ |
(5) ସରଳ ଯନ୍ତ୍ରପାତି, ସରଳ କାର୍ଯ୍ୟ ଏବଂ ରକ୍ଷଣାବେକ୍ଷଣ |
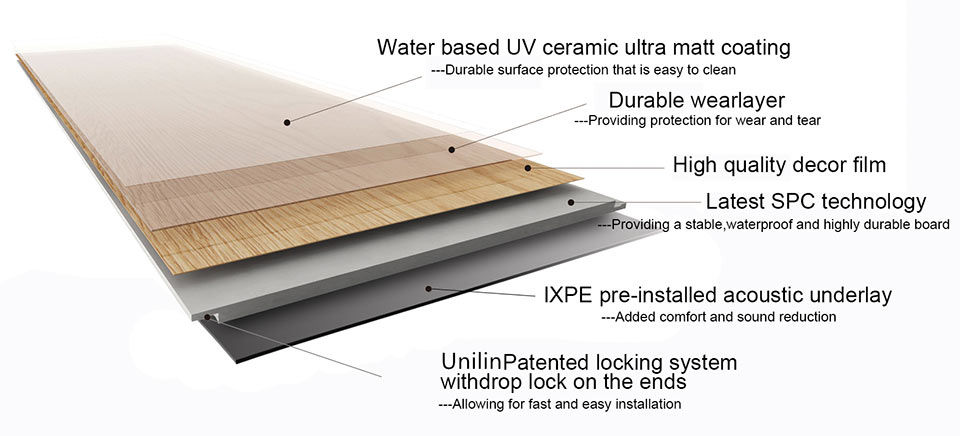
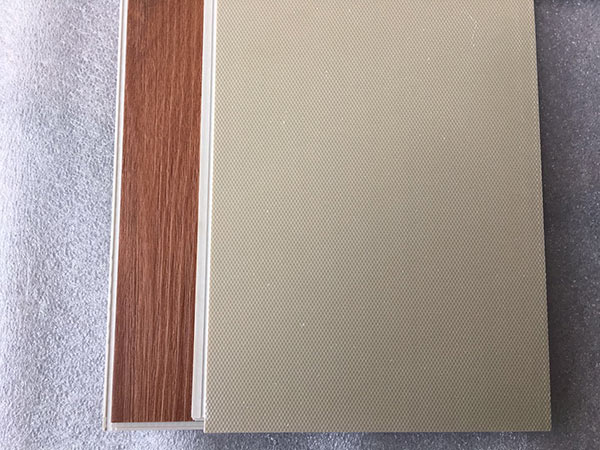
ଗଠନ










ନିର୍ଦ୍ଦିଷ୍ଟକରଣ
| SPCଚଟାଣ ନିର୍ଦ୍ଦିଷ୍ଟକରଣ | | |
| ରଙ୍ଗ | 3732-1 |
| ପରିମାପ | 1800 * 228 * 5mm + 2mm ixpe | |
| ମୋଟା (ବ tion କଳ୍ପିକ) | 3.8 ମିମି, 4 ମିମି, 4.2 ମିମି, 5 ମିମି, 5.5 ମିମି, 6 ମିମି | |
| ସ୍ତର ପିନ୍ଧନ୍ତୁ (ବ tion କଳ୍ପିକ) | 0.2 ମିମି, 0.3 ମିମି, 0.5 ମିମି |
| ଆକାର (ଦ Length ର୍ଘ୍ୟ * ମୋଟେଇ) ional ବ tion କଳ୍ପିକ) | 910 * 148mm, 1220 * 178mm, 1500 * 228mm, 1800 * 228mm, ଇତ୍ୟାଦି | |
| ପୃଷ୍ଠଭୂମି (ବ tion କଳ୍ପିକ) | ସ୍ଫଟିକ୍, ହାଲୁକା / ଗଭୀର ଆମ୍ବୁସଡ୍, ରିଅଲ୍ କାଡ୍, ହ୍ୟାଣ୍ଡସ୍କ୍ରାପ୍ | |
| କୋର ମ୍ୟାଟେରୀ ional ଇଚ୍ଛାଧୀନ) | 100% କୁମାରୀ ପଦାର୍ଥ | |
| Syste (ଇଚ୍ଛାଧୀନ କ୍ଲିକ୍ କରନ୍ତୁ | | ୟୁନିଲିନ୍ କ୍ଲିକ୍, ଭାଲିଙ୍ଗେ ଲକ୍, ଡ୍ରପ୍ ଲକ୍ (I4F) |
| ସ୍ treatment ତନ୍ତ୍ର ଚିକିତ୍ସା ional ଇଚ୍ଛାଧୀନ) | ଭି-ଗ୍ରୋଭ୍, ସାଉଣ୍ଡ ପ୍ରୁଫ୍ EVA / IXPE | |
| ସ୍ଥାପନ ପଦ୍ଧତି | ଭାସମାନ | |
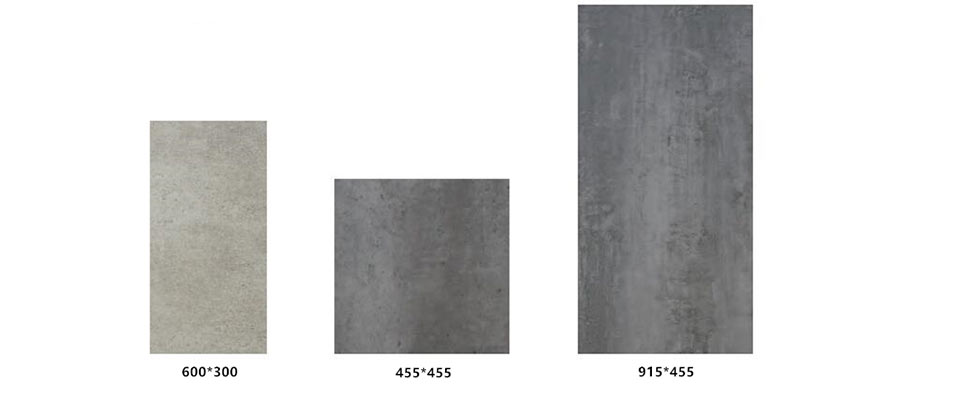
ଆକାର |
A. Spc ଫ୍ଲୋରିଙ୍ଗ୍ ପ୍ଲାନ୍ |

B. Spc ଚଟାଣ ଟାଇଲ୍ |
ଏସପିସି ଫ୍ଲୋରିଂ ବ୍ୟାକିଂ |

IXPE ବ୍ୟାକିଂ |
ସାଧା ଇଭିଏ ବ୍ୟାକିଂ |
ପ୍ରକାରଗୁଡିକ ସମାପ୍ତ କରନ୍ତୁ |
କାର୍ପେଟ୍ ସରଫେସ୍ |
କ୍ରିଷ୍ଟାଲ୍ ସର୍ଫେସ୍ |

ଗଭୀର ଆମ୍ବୁସଡ୍ ସର୍ଫେସ୍ |

ହ୍ୟାଣ୍ଡସ୍କ୍ରାପ୍ Spc ଚଟାଣ |
ଚମଡ଼ା ପୃଷ୍ଠ

ହାଲୁକା ଆମ୍ବୁସଡ୍ |
ମାର୍ବଲ୍ ସର୍ଫେସ୍ |

ପ୍ରକୃତ କାଠ |
ବେଭେଲଡ୍ ଏଜ୍ ପ୍ରକାରଗୁଡିକ |

ମାଇକ୍ରୋ ଭି-ଗ୍ରୋଭ୍ ବେଭେଲଡ୍ |

ଭି ଗ୍ରୋଭ୍ ରଙ୍ଗିତ |
100% ଭର୍ଜିନ୍ Spc ଚଟାଣ ଏବଂ ପୁନ yc ବ୍ୟବହୃତ Spc ଚଟାଣ ମଧ୍ୟରେ ପାର୍ଥକ୍ୟ କ’ଣ?

Spc ଚଟାଣ ଜଳପ୍ରବାହ ଗୁଣବତ୍ତା ପରୀକ୍ଷା |
ୟୁନିଲିନ୍ କ୍ଲିକ୍ କରନ୍ତୁ |


ୟୁନିଲିନ୍ କ୍ଲିକ୍ କରନ୍ତୁ |
ୟୁନିଲିନ୍ କ୍ଲିକ୍ କରନ୍ତୁ |
ଏସପିସି ଫ୍ଲୋର ପ୍ୟାକିଂ ତାଲିକା |
| ଏସପିସି ଫ୍ଲୋର ପ୍ୟାକିଂ ତାଲିକା | | |||||||||
| ଆକାର | | sqm / pc | kgs / sqm | pcs / ctn | sqm / ctn | ctn / ପ୍ୟାଲେଟ୍ | | ପ୍ୟାଲେଟ୍ / 20 ଫୁଟ | | sqm / 20ft | ctns / 20ft | କାର୍ଗୋ ଓଜନ / 20 ଫୁଟ | |
| 910 × 148 * 3.8 ମିମି | | 0.13468 | 7.8 | 16 | 2.15488 | 63ctn / 12pallet, 70ctn / 12pallet | | 24 | 3439.190 | 1596 | 27300 |
| 910 × 148 * 4 ମିମି | | 0.13468 | 8.2 | 15 | 2.02020 | 63ctn / 6pallet, 70ctn / 18pallet | | 24 | 3309.088 | 1638 | 27600 |
| 910 * 148 * 5 ମିମି | | 0.13468 | 10.2 | 12 | 1.61616 | 70 | 24 | 2715.149 | 1680 | 28000 |
| 910 * 148 * 6 ମିମି | | 0.13468 | 12.2 | 10 | 1.34680 | 70 | 24 | 2262.624 | 1680 | 28000 |
| 1220 * 148 * 4 ମିମି | | 0.18056 | 8.2 | 12 | 2.16672 | 72ctn / 10pallet, 78ctn / 10pallet | | 20 | 3250.080 | 1500 | 27100 |
| 1220 * 148 * 5 ମିମି | | 0.18056 | 10.2 | 10 | 1.80560 | 72 | 20 | 2600.064 | 1440 | 27000 |
| 1220 * 148 * 6 ମିମି | | 0.18056 | 12.2 | 8 | 1.44448 | 78 | 20 | 2253.390 | 1560 | 27900 |
| 1220 * 178 * 4 ମିମି | | 0.21716 | 8.2 | 10 | 2.17160 | 75 | 20 | 3257.400 | 1500 | 27200 |
| 1220 * 178 * 5 ମିମି | | 0.21716 | 10.2 | 8 | 1.73728 | 75 | 20 | 2605.920 | 1500 | 27000 |
| 1220 * 178 * 6 ମିମି | | 0.21716 | 12.2 | 7 | 1.52012 | 70ctn / 10pallet, 75ctn / 10pallet | | 20 | 2204.174 | 1450 | 27300 |
| 600 * 135 * 4 ମିମି | | 0.0810 | 8.2 | 26 | 2.10600 | 72ctn / 10pallet, 84ctn / 10pallet | | 20 | 3285.36 | 1560 | 27400 |
| 600 * 300 * 4 ମିମି | | 0.1800 | 8.2 | 12 | 2.16000 | 72ctn / 6pallet, 78ctn / 14pallet | | 20 | 3291.84 | 1524 | 27400 |
| 1500 * 225 * 5mm + 2mm IXPE | | 0.3375 | 10.6 | 5 | 1.68750 | 64 | 21 | 2268 | 1344 | 24500 |
| 1800 * 225 * 5mm + 1.5mm IXPE | | 0.4050 | 10.5 | 5 | 2.025 | 64 | 18 | 2332.8 | 1152 | 24900 |
| ଟିପ୍ପଣୀ: ବିଭିନ୍ନ ପୋର୍ଟ ପାଇଁ କଣ୍ଟେନରର ସୀମିତ ଓଜନ ଅନୁଯାୟୀ କଣ୍ଟେନର ପ୍ରତି ପରିମାଣ ଆଡଜଷ୍ଟ ହୋଇପାରେ | | |||||||||
ସୁବିଧା

ଏସପିସି ଫ୍ଲୋର ଆଣ୍ଟି-ସ୍କ୍ରାଚ୍ ପରୀକ୍ଷା |

ଏସପିସି ଫ୍ଲୋର ଫାୟାରପ୍ରୁଫ୍ ପରୀକ୍ଷା |

ଏସପିସି ଫ୍ଲୋର ୱାଟରପ୍ରୁଫ୍ ପରୀକ୍ଷା |
ପ୍ରୟୋଗଗୁଡ଼ିକ





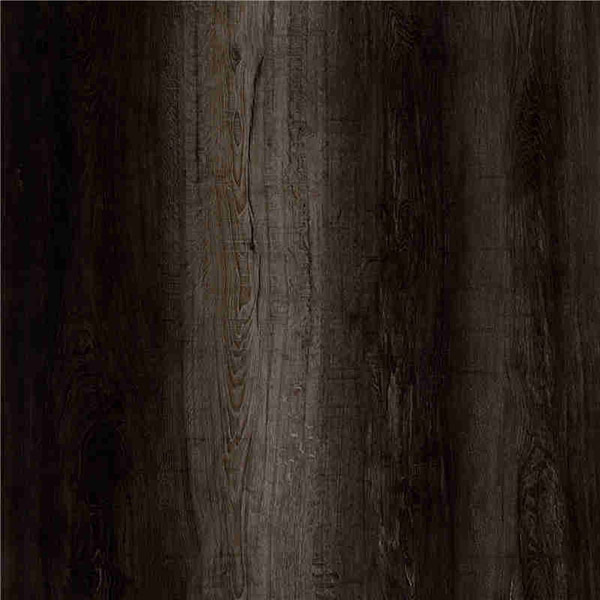
ଅଷ୍ଟ୍ରେଲିଆରେ ବ୍ଲାକ୍ବଟ୍ ସ୍ପସି ଫ୍ଲୋରିଂ ପ୍ରୋଜେକ୍ଟ - ୧ |



ଅଷ୍ଟ୍ରେଲିଆରେ ସ୍ପଟଡ୍ ଗୁମ୍ ସ୍ପସି ଫ୍ଲୋରିଂ ପ୍ରୋଜେକ୍ଟ - ୨ |






SPC ଚଟାଣ ସୁରକ୍ଷା ପ୍ରକ୍ରିୟା |

1 କର୍ମଶାଳା |

4 ଏସପିସି ସ୍ୱାସ୍ଥ୍ୟ ବୋର୍ଡ |

7 SPC ମ୍ୟାକିଂ ମେସିନ୍ କ୍ଲିକ୍ କରନ୍ତୁ |

10 ଗୋଦାମ

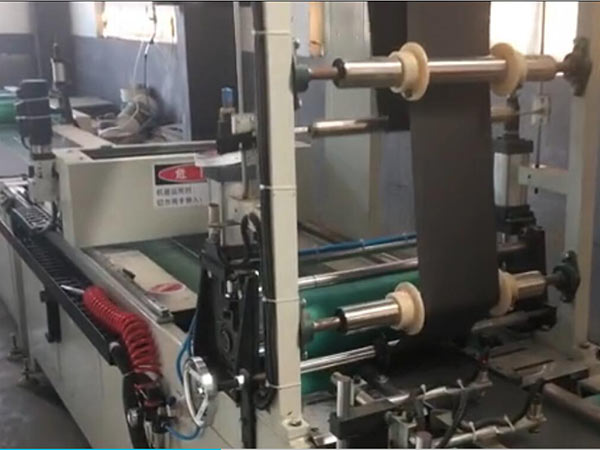
2 SPC Coextrusion ମେସିନ୍ |

5 SPC ଗୁଣବତ୍ତା ପରୀକ୍ଷା |
8 ଫୋମ୍ ଯୋଗ ମେସିନ୍ |

11 ଲୋଡିଙ୍ଗ୍

3 UV ମେସିନ୍ |

6 SPC କଟିଙ୍ଗ୍ ମେସିନ୍ / ଶକ୍ତିଶାଳୀ> |

9 ଲାବୋରେଟୋରୀ









 A. ଡ୍ରପ୍ କ୍ଲିକ୍ କରନ୍ତୁ Spc ଚଟାଣ ସ୍ଥାପନ |
A. ଡ୍ରପ୍ କ୍ଲିକ୍ କରନ୍ତୁ Spc ଚଟାଣ ସ୍ଥାପନ |
B. Unilin Spc ଚଟାଣ ସ୍ଥାପନ କ୍ଲିକ୍ କରନ୍ତୁ |
SPC ଫ୍ଲୋରିଂ ଇନଷ୍ଟଲେସନ୍ ପଦ୍ଧତି |
1. ପ୍ରଥମେ, ଆପଣ ଚଟାଣ କିପରି ଚାଲିବାକୁ ଚାହୁଁଛନ୍ତି ତାହା ସ୍ଥିର କରନ୍ତୁ |ସାଧାରଣତ plan ପ୍ଲାଙ୍କ୍ ଉତ୍ପାଦଗୁଡ଼ିକ ପାଇଁ ଚଟାଣ କୋଠରୀର ଦ length ର୍ଘ୍ୟ ଚଲାଇଥାଏ |ଏହାର ବ୍ୟତିକ୍ରମ ଥାଇପାରେ କାରଣ ଏହା ସବୁ ପସନ୍ଦ ଅଟେ |
2. କାନ୍ଥ / କବାଟ ନିକଟରେ ସଂକୀର୍ଣ୍ଣ ପଟା ଓସାର କିମ୍ବା କ୍ଷୁଦ୍ର ପଟା ଲମ୍ବକୁ ଏଡାଇବା ପାଇଁ, କିଛି ପୂର୍ବ ଯୋଜନା କରିବା ଜରୁରୀ |କୋଠରୀର ମୋଟେଇକୁ ବ୍ୟବହାର କରି ଗଣନା କରନ୍ତୁ ଯେ କେତେ ପୂର୍ଣ୍ଣ ବୋର୍ଡ ଏହି ଅଞ୍ଚଳରେ ଫିଟ୍ ହେବ ଏବଂ କେତେ ସ୍ଥାନ ବାକି ଅଛି ଯାହା ଆଂଶିକ ପଟା ଦ୍ୱାରା ଆବୃତ ହେବା ଆବଶ୍ୟକ |ଆଂଶିକ ପଟାଗୁଡ଼ିକର ମୋଟେଇ ଗଣିବା ପାଇଁ ଅବଶିଷ୍ଟ ସ୍ଥାନକୁ ଦୁଇଭାଗରେ ବିଭକ୍ତ କର |ଦ length ର୍ଘ୍ୟ ସହିତ ସମାନ କାର୍ଯ୍ୟ କରନ୍ତୁ |
3. ଧ୍ୟାନ ଦିଅନ୍ତୁ ଯେ ପଟାଗୁଡ଼ିକର ପ୍ରଥମ ଧାଡି ମୋଟେଇରେ ଛେଦନ ହେବା ଆବଶ୍ୟକ ନାହିଁ, ଅସମର୍ଥିତ ଜିଭକୁ କାଟିଦେବା ଆବଶ୍ୟକ ହେବ ଯାହା ଦ୍ a ାରା ଏକ ସଫା, ଦୃ solid ଧାର କାନ୍ଥ ଆଡକୁ ରହିବ |
4. ସ୍ଥାପନ ସମୟରେ କାନ୍ଥରୁ 8 ମିମି ବିସ୍ତାର ଫାଙ୍କା ରଖିବା ଉଚିତ |ଏହା ଜାଗାକୁ ପ୍ରାକୃତିକ ବିସ୍ତାର ଫାଙ୍କା ଏବଂ ପଟାଗୁଡ଼ିକର ସଂକୋଚନକୁ ଅନୁମତି ଦେବ |
5. ପଟାଗୁଡ଼ିକ ଡାହାଣରୁ ବାମକୁ ସଂସ୍ଥାପିତ ହେବା ଉଚିତ୍ |ରୁମର ଉପର ଡାହାଣ କୋଣରୁ ପ୍ରଥମ ପଟାକୁ ରଖନ୍ତୁ ଯାହା ଦ୍ both ାରା ଉଭୟ ମୁଣ୍ଡ ଏବଂ ପାର୍ଶ୍ୱ ସିମ୍ ଗ୍ରୀଭ୍ ଖୋଲା ରହିବ |
6. ପ୍ରଥମ ଧାଡିରେ ଦ୍ୱିତୀୟ ପଟାକୁ ଛୋଟ ପାର୍ଶ୍ୱ ଜିଭକୁ ପ୍ରଥମ ପଙ୍କର ଲମ୍ବା ପାର୍ଶ୍ୱ ଖାଲରେ କୋଣ କରି ସ୍ଥାପନ କରନ୍ତୁ |
7. ଦ୍ୱିତୀୟ ଧାଡି ଆରମ୍ଭ କରିବା ପାଇଁ, ପ୍ରଥମ ଧାଡିରେ ଲମ୍ବା ପାର୍ଶ୍ୱ ଜିଭକୁ ଭର୍ତ୍ତି କରି ପ୍ରଥମ ପଟାଠାରୁ ଅତି କମରେ 152.4 ମିମି ଛୋଟ ଏକ ପଟା କାଟି ଦିଅ |
8. ପୂର୍ବରୁ ସ୍ଥାପିତ ପ୍ରଥମ ପଙ୍କ ଲମ୍ବା ପାର୍ଶ୍ୱ ଗ୍ରୀଭରେ କ୍ଷୁଦ୍ର ପାର୍ଶ୍ୱ ଜିଭ ସନ୍ନିବେଶ କରି ଦ୍ୱିତୀୟ ଧାଡିରେ ଦ୍ୱିତୀୟ ପଟାକୁ ସଂସ୍ଥାପନ କରନ୍ତୁ |
9. ପଟାକୁ ଆଲାଇନ୍ କରନ୍ତୁ ଯାହା ଦ୍ the ାରା କ୍ଷୁଦ୍ର ପାର୍ଶ୍ୱ ଜିଭ ଟିପ୍ ପ୍ରଥମ ଧାଡିରେ ପଙ୍କର ଖୋଲା ଓଠ ଉପରେ ଅବସ୍ଥିତ |
10. କୋମଳ ବଳ ବ୍ୟବହାର କରି ଏବଂ 20-30 ଡିଗ୍ରୀ କୋଣରେ, ଛୋଟ ପାର୍ଶ୍ୱ ଜିଭକୁ ଲମ୍ବା ପାର୍ଶ୍ୱ ସିମ୍ ଉପରେ ସ୍ଲାଇଡ୍ କରି ସଂଲଗ୍ନ ପ୍ଲାଙ୍କ ଖୋଳା ଭିତରକୁ ଠେଲିଦିଅ |“ସ୍ଲାଇଡିଂ” କ୍ରିୟା ପାଇଁ ଅନୁମତି ଦେବା ପାଇଁ ଆପଣଙ୍କୁ ପ୍ଲାଙ୍କ୍କୁ ଡାହାଣକୁ ଟିକିଏ ଉଠାଇବାକୁ ପଡିପାରେ |
11. ଅବଶିଷ୍ଟ କଟାଗୁଡ଼ିକ ସମାନ କ que ଶଳ ବ୍ୟବହାର କରି କୋଠରୀରେ ସଂସ୍ଥାପିତ ହୋଇପାରିବ |ନିଶ୍ଚିତ କରନ୍ତୁ ଯେ ସମସ୍ତ ସ୍ଥିର ଭୂଲମ୍ବ ଅଂଶଗୁଡିକ (ଯେପରିକି କାନ୍ଥ, କବାଟ, କ୍ୟାବିନେଟ୍ ଇତ୍ୟାଦି) ବିରୁଦ୍ଧରେ ଆବଶ୍ୟକ ବିସ୍ତାର ଫାଙ୍କଗୁଡିକ ବଜାୟ ରହିଛି |
12. ଏକ ଉପଯୋଗୀ ଛୁରୀରେ ଫଳକଗୁଡିକ ସହଜରେ କଟାଯାଇପାରିବ, କେବଳ ପଙ୍କର ଉପରିଭାଗକୁ ସ୍କୋର କରି ଦୁଇଭାଗରେ ଖଣ୍ଡ ଖଣ୍ଡ କରିଦିଅ |
Spc ଚଟାଣ ସ୍ଥାପନ ଡିଜାଇନ୍ |
| ବ istic ଶିଷ୍ଟ୍ୟ | ପରୀକ୍ଷା ନିର୍ଦ୍ଦିଷ୍ଟକରଣ ଏବଂ ଫଳାଫଳ | |
| ଆକାର (ଇଞ୍ଚରେ) | 6 × 36;6 × 48;7 × 48;8 × 48;9 × 48;12 × 24;12 × 48;12 × 36;18 × 36 |
| ମୋଟା | | 3.8 ମିମି, 4.0 ମିମି, 4.5 ମିମି, 5.0 ମିମି, 5.5 ମିମି, 6.0 ମିମି | |
| ସଂଲଗ୍ନ / ବ୍ୟାକିଂ | 1.5 ମିମି କିମ୍ବା 2.0 ମିମି IXPE ଏବଂ ଇଭିଏ | |
| ଚତୁର୍ଦ୍ଦିଗ | ASTM F2055 - ପାସ୍ - ସର୍ବାଧିକ 0.010 | |
| ଆକାର ଏବଂ ସହନଶୀଳତା | | ASTM F2055 - ପାସ୍ - ପ୍ରତି ର line ଖିକ ପାଦରେ +0.016 | |
| ମୋଟା | | ASTM F386 - ପାସ୍ - ନାମକରଣ +0.005 ଇନ୍ | |
| ନମନୀୟତା | | ASTM F137 - ପାସ୍ - ≤1.0 ଇନ୍, କ acks ଣସି ଖାଲ କିମ୍ବା ବ୍ରେକ୍ ନାହିଁ | |
| ପରିମାପ ସ୍ଥିରତା | | ASTM F2199 - ପାସ୍ - line 0.024 ଇନ |
| ଭାରୀ ଧାତୁ ଉପସ୍ଥିତି / ଅନୁପସ୍ଥିତି | | EN 71-3 C - ନିର୍ଦ୍ଦିଷ୍ଟ ମେଟ୍ |(ଲିଡ୍, ଆଣ୍ଟିମେଣ୍ଟି, ଆର୍ସେନିକ୍, ବାରିୟମ୍, କ୍ୟାଡମିୟମ୍, କ୍ରୋମିୟମ୍, ବୁଧ ଏବଂ ସେଲେନିୟମ୍) | |
| ଧୂଆଁ ଉତ୍ପାଦନ ପ୍ରତିରୋଧ | | EN ISO 9239-1 (କ୍ରିଟିକାଲ୍ ଫ୍ଲକ୍ସ) ଫଳାଫଳ 9.1 |
| ଧୂଆଁ ଉତ୍ପାଦନ ପ୍ରତିରୋଧ, ଅଣ-ଜ୍ୱଳନ୍ତ ମୋଡ୍ | | EN ISO |
| ଜ୍ୱଳନ୍ତତା | | ASTM E648- ଶ୍ରେଣୀ 1 ମୂଲ୍ୟାୟନ | |
| ଅବଶିଷ୍ଟ ଇଣ୍ଡେଣ୍ଟେସନ୍ | | ASTM F1914 - ପାସ୍ - ହାରାହାରି 8% ରୁ କମ୍ | |
| ଷ୍ଟାଟିକ୍ ଲୋଡ୍ ସୀମା | | ASTM-F-970 1000psi ପାସ୍ କରେ | |
| ପୋଷାକ ଗ୍ରୁପ୍ ପାଇଁ ଆବଶ୍ୟକତା pr | EN 660-1 ମୋଟା ହ୍ରାସ 0.30 | |
| ସ୍ଲିପ୍ ପ୍ରତିରୋଧ | | ASTM D2047 - ପାସ୍ -> 0.6 ଓଦା, 0.6 ଶୁଖିଲା | |
| ଆଲୋକ ପ୍ରତିରୋଧ | | ASTM F1515 - ପାସ୍ - ∧E ≤ 8 | |
| ଉତ୍ତାପ ପ୍ରତିରୋଧ | | ASTM F1514 - ପାସ୍ - ∧E ≤ 8 | |
| ବ Elect ଦ୍ୟୁତିକ ଆଚରଣ (ESD) | EN 1815: 1997 23 C + 1 C ରେ ପରୀକ୍ଷଣ କଲାବେଳେ 2,0 kV | |
| ଅଣ୍ଡର ଫ୍ଲୋର୍ ଗରମ | | ଚଟାଣ ଗରମ ତଳେ ସ୍ଥାପନ କରିବା ପାଇଁ ଉପଯୁକ୍ତ | |
| ଉତ୍ତାପର ଏକ୍ସପୋଜର୍ ପରେ କୁର୍ଲିଙ୍ଗ୍ | | EN 434 <2mm ପାସ୍ | |
| ରିସାଇକ୍ଲିଡ୍ ଭିନିଲ୍ ବିଷୟବସ୍ତୁ | | ପ୍ରାୟ 40% |
| ପୁନ yc ବ୍ୟବହାର ଯୋଗ୍ୟତା | | ପୁନ yc ବ୍ୟବହାର କରାଯାଇପାରିବ | |
| ଉତ୍ପାଦ ୱାରେଣ୍ଟି | | 10 ବର୍ଷର ବାଣିଜ୍ୟିକ ଏବଂ 15 ବର୍ଷର ଆବାସିକ | |
| ଫ୍ଲୋରସ୍କୋର ସାର୍ଟିଫିକେଟ୍ | | ଅନୁରୋଧ ପରେ ପ୍ରଦାନ କରାଯାଇଥିବା ପ୍ରମାଣପତ୍ର | |





