




Video

Hva er WPC veggkledning?
WPC veggkledning, arkitektonisk sett er utvendig veggkledning en konstruksjonsmetode, som går ut på å henge platen på utsiden av veggen gjennom tørroppheng og andre konstruksjonsmetoder for å oppnå dekorasjon eller varmeisolasjon.Fra produktsynspunkt er ytterveggbrettet et slags byggemateriale, som er byggeplaten som brukes til ytterveggen.Ytterveggbekledningen må ha grunnleggende egenskaper som korrosjonsbestandighet, høy temperaturbestandighet, aldringsmotstand, ikke-stråling, brannforebygging, insektmotstand og ikke-deformasjon.Samtidig krever det også vakkert utseende, enkel konstruksjon, miljøvern og energisparing.
Wpc ytterveggpanel, det er et slags komposittmateriale med pvc og trefiber som hoveddelen, brukt til bygningens yttervegg;den spiller rollen som tildekking, beskyttelse og dekorasjon.Utendørs tre-plast ytterveggpaneler kan også resirkuleres, og energiforbruket i produksjonsprosessen er lavere enn for sement og keramiske fliser.Det er et grønt byggemateriale som bidrar til miljøvern.WPC yttervegg montering og konstruksjon er enkel og rask, og kan kombineres med vegger av ulike strukturer;all tørr arbeidskonstruksjon er i utgangspunktet ikke påvirket av årstiden;det er lett å rengjøre under bruk (vannspray kan brukes), og vedlikehold er ikke nødvendig (ingen maling og belegg kreves);Ytelse-prisforholdet er høyt, og det eksterne vegghengende brettet har også fordelene med flammehemmende middel, fuktmotstand, korrosjonsbestandighet, aldringsmotstand, etc., og levetiden kan nå mer enn 30 år.Rikdommen, tradisjonelle farger og finkornet tekstur vil beskytte huset vakkert og ofte.Fargen på opphengsbrettet kommer fra selve produktet, og det vil aldri være sprekker, avskalling og blemmer på overflaten av vanlig maling.Det er også forskjellig fra tre, som råtner eller bøyer seg på grunn av fuktighet.Enda viktigere, Wpc veggpaneler bruker et solid vinyllag for å beskytte huset.Den solide polyetylenmaterialstrukturen kan motstå angrep fra dårlig vær, noe som får huset til å se ut som nytt i mange år.
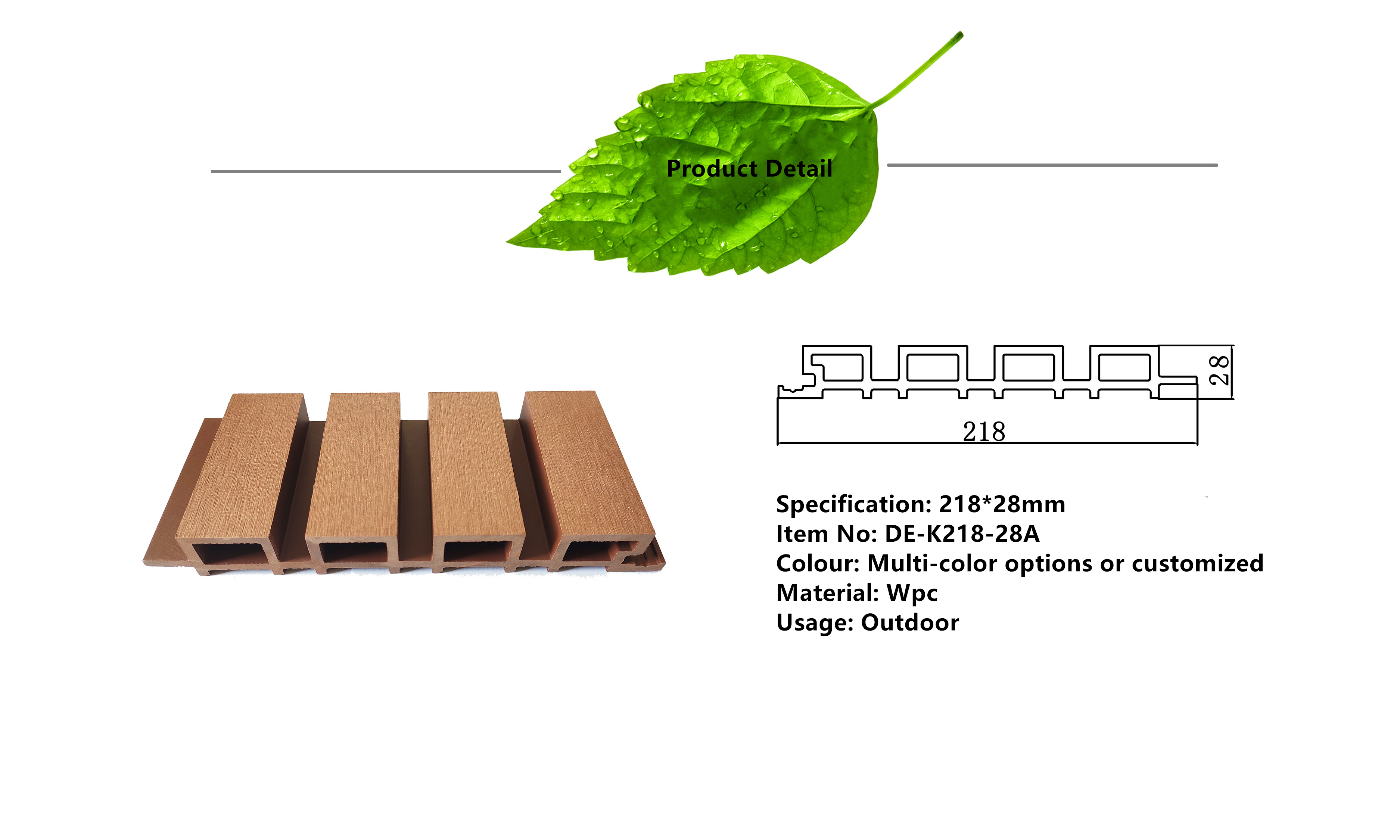
Detaljer Bilder





Fargeskjerm

Lang levetid
Lite vedlikehold
Ingen vridning eller splintring
Sklisikre gangflater
Ripebestandig
Flekkbestandig
Vanntett
15 års garanti
95 % resirkulert tre og plast
Antimikrobiell
Brannsikkert
Enkel installasjon
Parameter
| Merke | DEGE |
| Navn | WPC VEGGKLEDNING |
| Punkt | KLEDNING |
| Standard størrelse | |
| WPC-komponent | 30 % HDPE+60 % trefiber + 10 % tilsetningsstoffer |
| Tilbehør | Patentert clip-easy system |
| Leveringstid | Omtrent 20-25 dager for en 20 fot container |
| innbetaling | 30% deponert, resten betales før levering |
| Vedlikehold | Gratis vedlikehold |
| Gjenvinning | 100 % resirkulerbar |
| Pakke | Pall- eller bulkpakking |
Overflaten tilgjengelig


Kvalitetstest



Produksjonsprosess for Wpc Veggpanel

A. PE plasttre er for tiden den mest brukte typen plasttre i verden, det vil si vår WPC CLADDING, WPC FENCING.Først av alt, la oss forstå råvarene til PE plasttreprodukter.Hovedråvarene er PE-plast og poppeltrepulver., Toner, anti-ultrafiolett absorber, kompatibilisator.
1. PE-plast: Omfattende sammenligning av kostnader og fusjon HDPE er det beste valget, og plastveden på markedet bruker i utgangspunktet resirkulerte materialer som hovedråstoff, noe som reduserer hvit forurensning og gjør miljøet vårt mer sunt og miljøvennlig.«Resirkulert» kalles også resirkulert plastmateriale.All industrielt resirkulerbar plast som kan gjenbrukes gjennom en bestemt prosesseringsprosess kalles resirkulert plast;resirkulerte materialer er delt inn i mange kvaliteter, for eksempel spesialkvalitet resirkulerte materialer og førsteklasses resirkulerte materialer., Sekundær resirkulering, tertiær resirkulering eller til og med søppel, det er lett å forstå betydningen bokstavelig, jo høyere karakter, jo mindre urenhetsinnhold i plasten, søppelet er naturlig høyt i urenhetsinnholdet, og valget av råvarer direkte påvirker valget av plasttre Fordi plast-tremateriale er en tilstand der trepulver pakkes inn med plast, hvis urenhetsinnholdet i plast er høyt, og selve plastandelen er liten, er det naturlig nok ikke i stand til å pakke trepulver godt inn. .
2. Tremel: For å oppnå den perfekte sammensmeltningen av tremel og plast i plasttre er det ikke bare strenge krav til plast, men også tremel: jo finere tremel av samme vekt, jo større overflateareal av pulveret.Jo høyere andel plast som kreves;tvert imot, jo større trepulverpulveret er, desto mindre er overflatearealet til pulveret, og jo lavere er andelen plast som kreves under plastsammensmelting.Etter mange år med eksperimenter er poppeltrepulver det beste trepulverpulveret, og partikkelstørrelsen på pulveret er best i tykkelsen 80-100 mesh;pulveret er for fint, behandlingskostnadene er høye, plastsammensetningen krever mer, og kostnadene er høyere, men det støpte plast-treproduktet har for høy plastisitet;hvis pulveret er for grovt, er prosesseringskostnadene lave, og kravene til plastsammensetning er mindre, men det støpte plast-treproduktet har utilstrekkelig sammensmelting, er sprøtt og er lett å knekke.
3. Hjelpematerialer: Hovedfunksjonen til toner er å matche fargen på plasttrematerialer.For tiden er hovedanvendelsen av PE-plasttre uorganisk fargepulver.Den har bedre anti-fading ytelse for utendørs bruk, som er forskjellig fra den organiske fargen som brukes for innendørs PVC økologisk tre.Pulver, organisk tonerfarge er mer levende og lysere.Hovedfunksjonen til den anti-ultrafiolette absorberen er å forbedre den anti-ultrafiolette evnen til utendørs bruk av plasttre, og forbedre anti-aldringsytelsen.Kompatibilisator er et tilsetningsstoff som fremmer kompatibilitet mellom tremel og harpiks.
B. Forstå råvarene til plasttre kort, neste trinn er å pelletisere.I henhold til de ovennevnte råvarene, bland i henhold til et visst forhold, ekstruder plasttrepellets gjennom høytemperaturfusjonstørking og pakk dem for bruk.Hovedfunksjonen til pelletiseringsutstyret er å realisere forplastiseringsprosessen av trepulver og plast, realisere jevn blanding av biomassepulvermateriale og PE-plast under smelteforhold, og gjennomføre forbehandling for produksjon av plasttrematerialer.På grunn av den dårlige flyten til tre-plastsmelte, er ikke utformingen av tre-plastmateriale pelletizer og plast pelletizer helt den samme.For forskjellige plaster er utformingen av pelletiseringen også forskjellig.Pelletiseringsmaskinen som vanligvis brukes for polyetylen, bruker vanligvis en konisk dobbeltskrueekstruder, fordi polyetylen er en varmefølsom harpiks, og den koniske dobbeltskrueekstruderen har sterk skjærkraft og skruelengdene er relativt parallelle.Dobbeltskrueekstruderen er kort, noe som reduserer materialets oppholdstid i tønnen.Den ytre diameteren på skruen har en konisk design fra stor til liten, så kompresjonsforholdet er ganske stort, og materialet kan plastiseres mer fullstendig og jevnt i tønnen.
C. Etter pelletisering går den inn i ekstruderingsstadiet.Flere forberedelser må gjøres før ekstrudering:
1. Pass på at det ikke er urenheter eller partikler av andre farger igjen i beholderen for å unngå uren farge på plastveden som produseres;
2. Sjekk om vakuumutstyret til ekstruderen er uhindret og sørg for at vakuumgraden ikke er mindre enn -0,08mpa.Vakuumrøret bør rengjøres to ganger per skift hvis det er normalt.Ikke bruk metallverktøy for å rengjøre eksoshullene, og bruk plast- eller trepinner for å rense opp urenhetene i utløpshullene til tønnen;
3. Sjekk om beholderen er utstyrt med et metallfilter.Partiklene filtreres gjennom metall for å fjerne metallurenheter blandet i partiklene, redusere slitasjen av metallurenheter på innsiden av utstyret og sikre perfekt sammensmelting av de støpte plast-tre-profilene.
4. Om kjølevannssystemet fungerer normalt.Et perfekt kjølevannssystem er nødvendig utstyr for kjøling etter plast-tre-ekstrudering.Rettidig kjølebehandling kan sikre god form på plast-tre-profiler.
5. Installer plast-treformer, og installer utpekte former i henhold til profilene som skal produseres.
6. Sjekk om den pneumatiske kuttemaskinen og andre skruekomponenter kan fungere normalt.
D. Temperaturen på den nylig ekstruderte plast-tre-profilen er relativt høy, og den må plasseres manuelt på en flat mark.Etter at profilen er helt avkjølt, vil den bli behandlet og pakket.Selv om dette trinnet er enkelt, er det veldig viktig.Hvis fabrikken ignorerer disse detaljene, vil fabrikkmaterialene ofte ha feil.Ujevnt plasttre vil lett føre til forskjellige tykkelser på produktets øvre og nedre overflate etter den senere sliping og bearbeiding.I tillegg vil ujevne profiler medføre visse vanskeligheter for konstruksjonen og påvirke landskapseffekten.
E. I henhold til kundenes behov, behandle plast-tre-profilene:
1. Slipebehandling er å fjerne et lag av plasthud som produseres når plast-tre-profilen ekstruderes, slik at plast-tre-profilen har bedre slitestyrke ved montering på fabrikk.
2. Pregebehandling: Etter at overflaten på profilen er polert, preges plast-treen for å få overflaten til plast-tre-profilen til å ha en trelignende effekt.
3. Kutting, tenoning prosessering, tilpasset størrelse i henhold til kundens behov, og tilpassede produkter som tenoning behov.
4. Etter at behandlingen ovenfor er fullført, er det siste trinnet å pakke produktet.Rimelig emballering av produktet kan redusere skadene som forårsakes av produktet under levering.

Ingeniørsak






Engineering Case 2

















Først:installer kjølen først, kjølen kan være av tre eller Wpc
Sekund:fest utendørsveggpanelet på kjølen med metallspenne
Tredje:fest metallspennen og kjølen med en spikerpistol eller skruer
Fjerde:etter å ha satt inn det neste utendørs wpc-veggpanelet i den øvre veggpanellåsen, bruk en spikerpistol eller skrue for å beregne metallspennen og kjølen
Femte:gjenta det fjerde trinnet
Sjette:etter å ha fullført veggpanelinstallasjonen, legg til L-kantbånd rundt
| Tetthet | 1,33 g/m3 (Standard: ASTM D792-13 Metode B) |
| Strekkstyrke | 24,5 MPa (Standard: ASTM D638-14) |
| Fleksibilitetsstyrke | 34,5 MP (Standard: ASTM D790-10) |
| Bøyemodul | 3565 MP (Standard: ASTM D790-10) |
| Slagstyrke | 84J/m (Standard: ASTM D4812-11) |
| Shore hardhet | D71 (Standard: ASTM D2240-05) |
| Vannabsorpsjon | 0,65 % (Standard: ASTM D570-98) |
| Termisk ekspansjon | 33,25×10-6 (Standard: ASTM D696 – 08) |
| Sklibestandig | R11 (Standard: DIN 51130:2014) |





