







Details Afbeeldingen

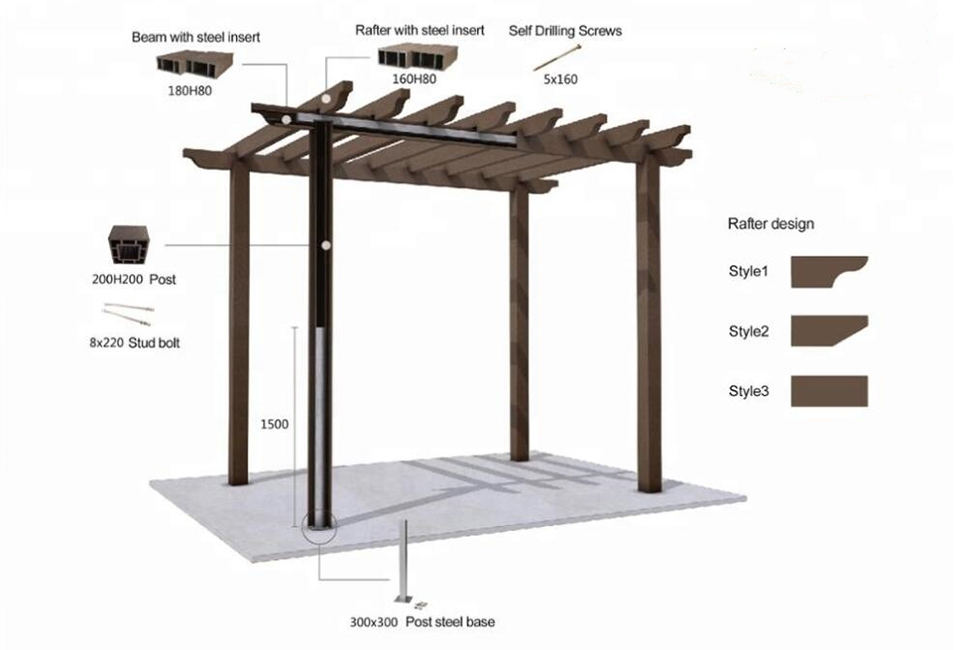
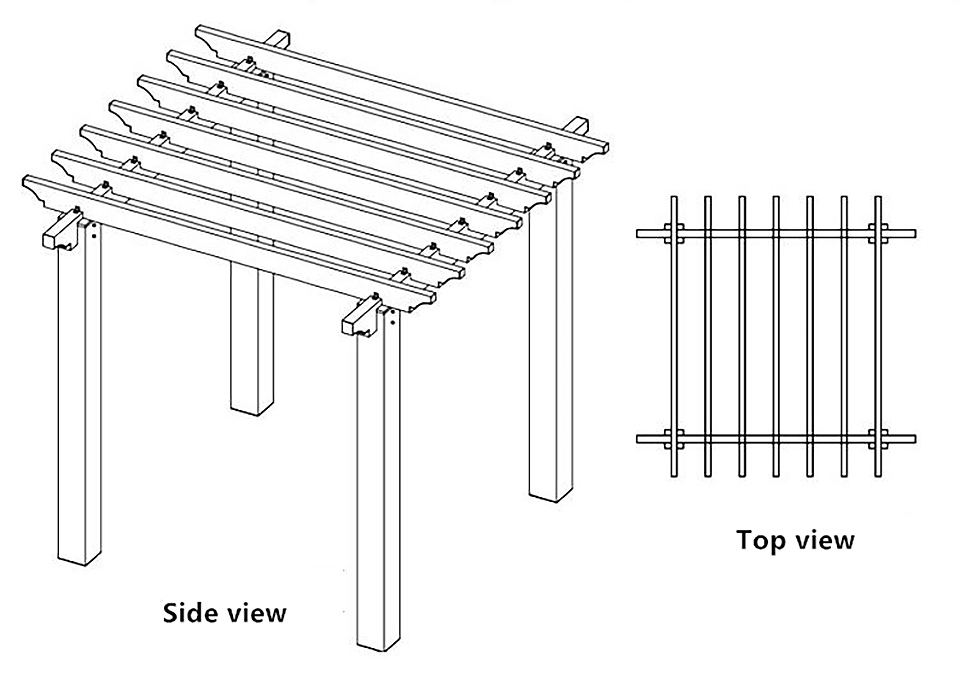
WPC-straal
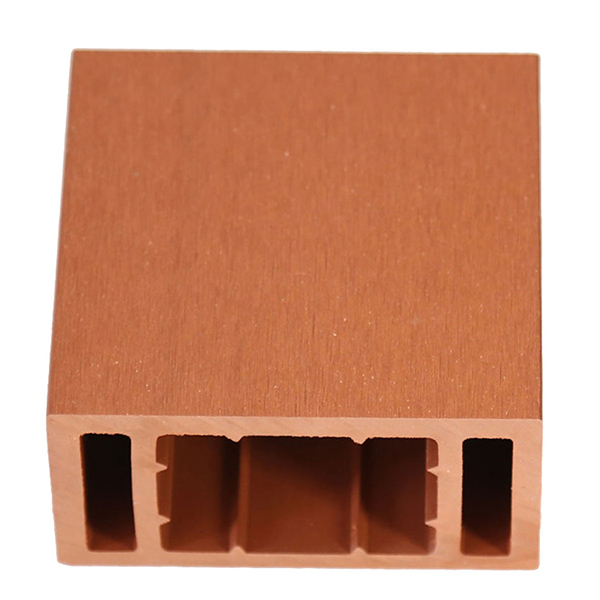
WPC-straal

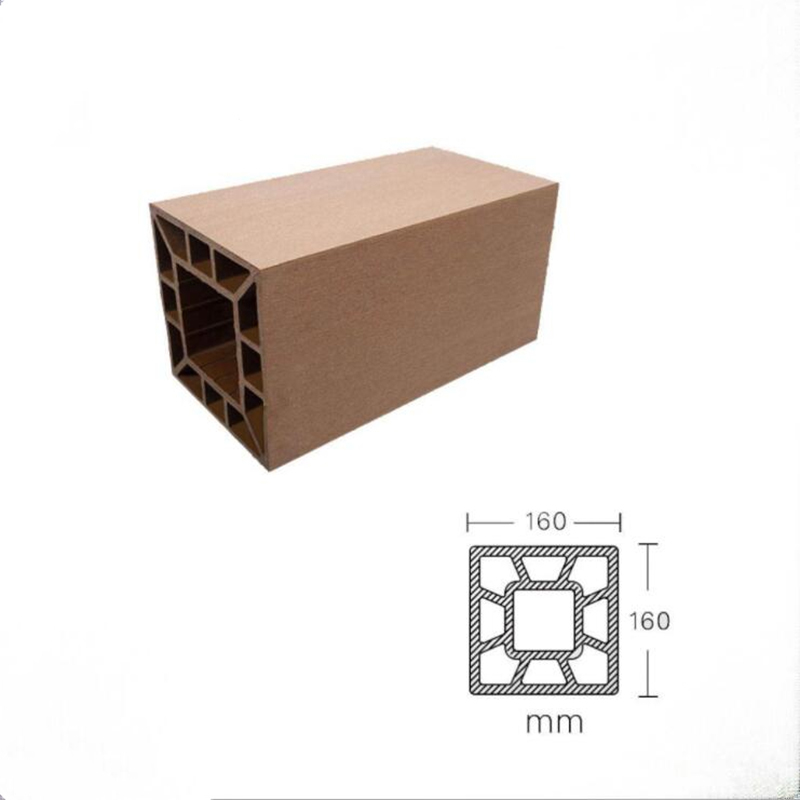
WPC-bericht

WPC-bericht

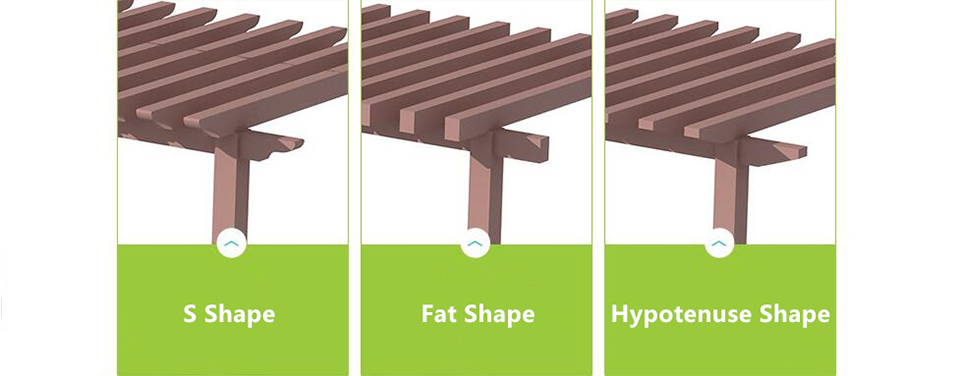
WPC Rafter

Kleurenscherm

Lange levensduur
Laag onderhoud
Geen kromtrekken of splinteren
Antislip loopvlakken
Krasbestendig
Vlekbestendig
Waterbestendig
15 jaar garantie
95% gerecycled hout en plastic
Antimicrobieel
Vuurbestendig
Makkelijke installatie
Parameter
| Merk | DEGE |
| kleuren | Lichtgrijs, Beige, Oranje, Bruin, Diepe thee, Diepgrijs |
| Naam | |
| Item | |
| Standaard Maat (Breedte * Lengte) | |
| Lengte | 2.2m,2.9m,5.6m of aangepast |
| WPC-component | 35% HDPE+60% houtvezel + 5% additieven |
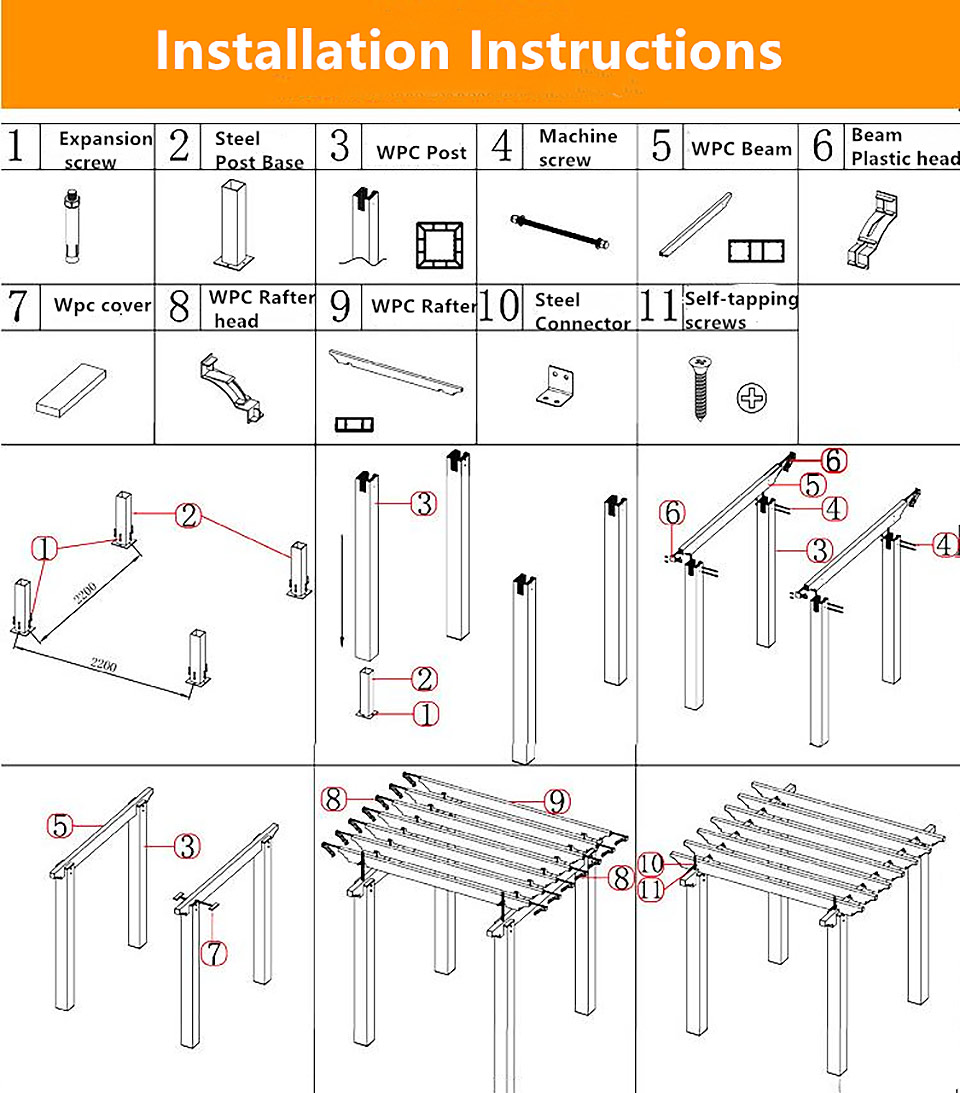
| Accessoires | Gepatenteerd clip-easy systeem |
| Tijd om te bezorgen | Ongeveer 15-20 dagen voor een 20'ctn |
| Betaling | 30% gestort, de rest moet vóór levering worden betaald! |
| Sollicitatie | Terrasplanken, vloeren, vuilnisbak, hek, wandpaneel, bloembak, enz |
| Wpc Hs-code | 39189090 |
| Pakket | Pallet- of bulkverpakking |
| Garantie | 10 jaar |
| Belangrijkste kenmerken: | 1. Recycleerbaar, milieuvriendelijk, besparing van bosrijkdommen 2. Met de uitstraling van het natuurlijke hout, maar minder houtproblemen 3. Vocht-/waterbestendig, minder rot, bewezen onder zoutwatercondities 4. Vriendelijk op blote voeten, antislip, minder barsten, minder kromtrekken; 5. Vereist geen schilderen, geen lijm, weinig onderhoud; 6. Weerbestendig, geschikt van min - 40 tot 60 graden Celsius, anti-UV 7. Bestand tegen termieten en insecten, en schimmelbestendig 8. Eenvoudig te installeren en schoon te maken 9.various model volgens uw vereiste: |
Wpc Wandpaneel Productieproces

A. PE-kunststofhout is momenteel de meest gebruikte soort kunststofhout ter wereld, dat wil zeggen onzeWPC BEKLEDING, WPC SCHERMEN.Laten we allereerst de grondstoffen van PE-kunststof houtproducten begrijpen.De belangrijkste grondstoffen zijn PE-kunststof en populierenhoutpoeder., Toner, anti-ultraviolet absorber, compatibilisator.
1. PE-plastic: uitgebreide vergelijking van kosten en fusie HDPE is de beste keuze, en het plastic hout op de markt gebruikt in principe gerecyclede materialen als de belangrijkste grondstof, wat witte vervuiling vermindert en onze omgeving gezonder en milieuvriendelijker maakt."Recycled" wordt ook wel gerecycled plastic materiaal genoemd.Alle industrieel recyclebare kunststoffen die via een bepaald verwerkingsproces kunnen worden hergebruikt, worden gerecyclede kunststoffen genoemd;gerecyclede materialen zijn onderverdeeld in vele kwaliteiten, zoals speciale kwaliteit gerecyclede materialen en eersteklas gerecyclede materialen., Secundaire recycling, tertiaire recycling of zelfs afval, het is gemakkelijk om de betekenis letterlijk te begrijpen, hoe hoger de kwaliteit, hoe minder het onzuiverheidsgehalte van het plastic, het afval heeft van nature een hoog onzuiverheidsgehalte en de keuze van grondstoffen direct beïnvloedt de keuze van plastic hout Omdat plastic-houtmateriaal een toestand is waarin houtpoeder is verpakt met plastic, als het onzuiverheidsgehalte van plastic hoog is en het aandeel plastic zelf klein is, is het natuurlijk niet in staat om houtpoeder goed te verpakken .
2. Houtmeel: Om de perfecte versmelting van houtmeel en kunststof in kunststof hout te bereiken, worden niet alleen hoge eisen gesteld aan kunststof, maar ook aan houtmeel: hoe fijner het houtmeel van hetzelfde gewicht, hoe groter het oppervlak van het poeder.Hoe hoger het benodigde aandeel plastic;integendeel, hoe groter het houtpoederpoeder, hoe kleiner het oppervlak van het poeder en hoe lager het aandeel plastic dat nodig is tijdens het smelten van kunststof.Na vele jaren van experimenten is populierenhoutpoeder het beste houtpoederpoeder en de deeltjesgrootte van het poeder is de beste in de dikte van 80-100 mesh;het poeder is te fijn, de verwerkingskosten zijn hoog, de kunststofsamenstelling vereist meer en de kosten zijn hoger, maar het gevormde kunststof-houtproduct heeft een te hoge plasticiteit;als het poeder te ruw is, zijn de verwerkingskosten laag en zijn de vereisten voor de kunststofsamenstelling minder, maar het gevormde kunststof-houtproduct heeft onvoldoende versmelting, is broos en is gemakkelijk te kraken.
3. Hulpmaterialen: De belangrijkste functie van toner is om de kleur van plastic houtmaterialen aan te passen.Op dit moment is de belangrijkste toepassing van PE-kunststofhout anorganisch kleurpoeder.Het heeft betere anti-vervagingsprestaties voor gebruik buitenshuis, wat anders is dan de organische kleur die wordt gebruikt voor ecologisch PVC-hout binnenshuis.Poeder, organische tonerkleur is levendiger en helderder.De belangrijkste functie van de anti-ultraviolette absorber is om het anti-ultraviolette vermogen van het buitengebruik van kunststof hout te verbeteren en de anti-verouderingsprestaties te verbeteren.Compatibilizer is een additief dat de compatibiliteit tussen houtmeel en hars bevordert.
B. Begrijp kort de grondstoffen van plastic hout, de volgende stap is het pelletiseren.Volgens de bovenstaande grondstoffen, meng volgens een bepaalde verhouding, extrudeer plastic houtpellets door smeltdrogen op hoge temperatuur en verpak ze voor gebruik.De belangrijkste functie van de pelletiseerapparatuur is om het pre-plastificatieproces van houtpoeder en plastic te realiseren, een uniforme menging van biomassapoedermateriaal en PE-plastic onder smeltomstandigheden te realiseren en een voorbehandeling uit te voeren voor de productie van plastic houtmaterialen.Vanwege de slechte vloeibaarheid van hout-kunststof smelt, is het ontwerp van hout-kunststof materiaal pelletizer en plastic pelletizer niet precies hetzelfde.Voor verschillende kunststoffen is het ontwerp van de pelletizer ook anders.De pelletiseermachine die gewoonlijk voor polyethyleen wordt gebruikt, gebruikt meestal een conische dubbelschroefsextruder, omdat polyethyleen een warmtegevoelige hars is en de conische dubbelschroefsextruder een sterke afschuifkracht heeft en de schroeflengten relatief evenwijdig zijn.De dubbelschroefsextruder is kort, wat de verblijftijd van het materiaal in het vat verkort.De buitendiameter van de schroef heeft een conisch ontwerp van groot tot klein, dus de compressieverhouding is vrij groot en het materiaal kan vollediger en gelijkmatiger in het vat worden geplastificeerd.
C. Na het pelletiseren komt het in de extrusiefase.Voor de extrusie moeten verschillende voorbereidingen worden getroffen:
1. Zorg ervoor dat er geen onzuiverheden of deeltjes van andere kleuren in de trechter achterblijven om onzuivere kleuren van het geproduceerde plastic hout te voorkomen;
2. Controleer of de vacuümapparatuur van de extruder vrij is en zorg ervoor dat de vacuümgraad niet minder is dan -0,08 mpa.Het vacuümvat moet twee keer per dienst worden schoongemaakt als dit normaal is.Gebruik geen metalen gereedschap om de uitlaatgaten schoon te maken en gebruik plastic of houten stokken om de onzuiverheden in de uitlaatgaten van het vat op te ruimen;
3. Controleer of de trechter is voorzien van een metalen filter.De deeltjes worden door metaal gefilterd om de metaalverontreinigingen die in de deeltjes zijn gemengd te verwijderen, de slijtage van de metaalverontreinigingen aan de binnenkant van de apparatuur te verminderen en de perfecte versmelting van de gegoten kunststof-houtprofielen te garanderen.
4. Of het koelwatersysteem normaal werkt.Een perfect koelwatersysteem is de noodzakelijke uitrusting voor koeling na extrusie van kunststofhout.Een tijdige koelbehandeling kan zorgen voor de goede vorm van kunststof-houtprofielen.
5. Installeer mallen van kunststof en hout en installeer de daarvoor bestemde mallen volgens de te produceren profielen.
6. Controleer of de pneumatische snijmachine en andere schroefcomponenten normaal kunnen werken.
D. De temperatuur van het nieuw geëxtrudeerde kunststof-houtprofiel is relatief hoog en moet handmatig op een vlakke ondergrond worden geplaatst.Nadat het profiel volledig is afgekoeld, wordt het verwerkt en verpakt.Hoewel deze stap eenvoudig is, is hij erg belangrijk.Als de fabriek deze details negeert, zullen de fabrieksmaterialen vaak gebreken vertonen.Ongelijk plastic hout zal na het latere slijpen en verwerken gemakkelijk leiden tot verschillende diktes van de boven- en onderoppervlakken van het product.Bovendien zullen ongelijke profielen bepaalde moeilijkheden voor de constructie met zich meebrengen en het landschapseffect beïnvloeden.
E. Verwerk de kunststof-houtprofielen volgens de behoeften van klanten:
1. Slijpbehandeling is het verwijderen van een laag plastic huid die ontstaat wanneer het plastic-houtprofiel wordt geëxtrudeerd, zodat het plastic-houtprofiel een betere slijtvastheid heeft wanneer het in de fabriek wordt geïnstalleerd.
2. Embossingbehandeling: nadat het oppervlak van het profiel is gepolijst, wordt het kunststofhout in reliëf gemaakt om het oppervlak van het kunststofhouten profiel een houtachtig effect te geven.
3. Snijden, pennenverwerking, aangepaste grootte volgens de behoeften van de klant en aangepaste producten zoals pennenbehoeften.
4. Nadat de bovenstaande verwerking is voltooid, is de laatste stap het verpakken van het product.Een redelijke verpakking van het product kan de schade die het product tijdens de levering veroorzaakt, verminderen.

Technische zaak:
Project 1





Project 2










| Dikte | 1,35 g/m3 (standaard: ASTM D792-13 methode B) |
| Treksterkte: | 52,5 MPa (standaard: ASTM D638-14) |
| Buigsterkte | 55.5Mp (standaard: ASTM D790-10) |
| Buigmodulus | 65.5Mp (standaard: ASTM D790-10) |
| slagvastheid: | 90 J/m (standaard: ASTM D4812-11) |
| Shore hardheid | D80 (standaard: ASTM D2240-05) |
| Waterabsorptie | 0,6% (standaard: ASTM D570-98) |
| Thermische uitzetting | 3.21×10-6 (Standaard: ASTM D696 – 08) |





