




कार्बनाइज्ड बाँस फ्लोर

उत्पादन प्रक्रिया बाँस हार्डवुड फर्श?
A. बाँसको फर्श उत्पादन प्रक्रियाको संक्षिप्त परिचय:
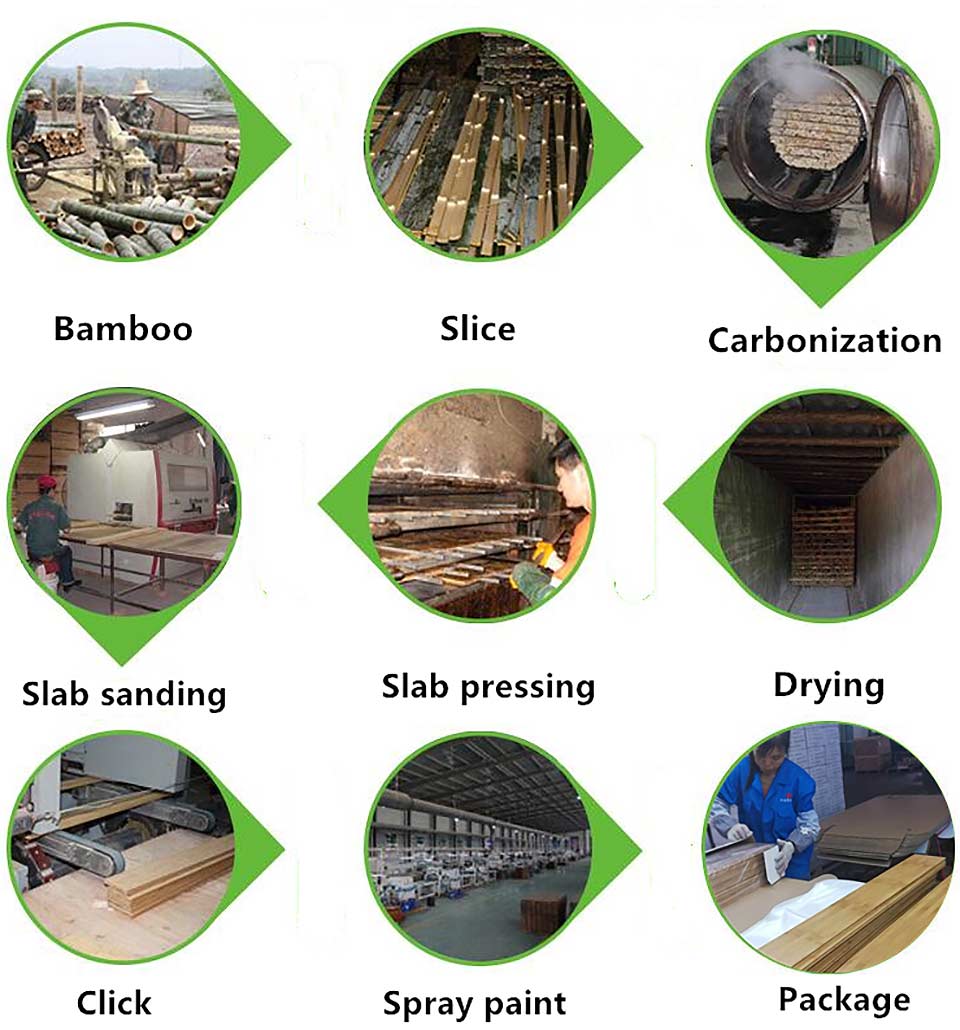
मोसो बाँस → काट्ने → बाहिरी जोर्नीहरू चिल्लो पार्नुहोस् → स्ट्रिपहरू खोल्नुहोस् → भित्री जोर्नीहरू हटाउनुहोस् → बाँसको स्ट्रिपको दुबै छेउमा योजना बनाउनुहोस् (बाँसको हरियो र बाँसको पहेंलो हटाउन) → वाफ गर्ने (किरा-विरोधी र एन्टी-फैली उपचार) वा कार्बोनाइज्ड कलरिङ ट्रीटमेन्ट → ड्राइङ → बाँस फाइन प्लानिङ → बाँस स्ट्रिप क्रमबद्ध → ग्लुइङ → एसेम्बलिङ ब्ल्याङ्क → हट प्रेस बन्डिङ → स्यान्डिङ → फिक्स्ड लम्बाइ कटिङ → फोर साइडेड प्लानिङ (फिक्स्ड चौडाइ, ब्याक ग्रुभ) → डबल-एंड मिलिङ (तेर्सो र टेनिङ लम्बाइ) )→ स्प्रे सीलिंग एज पेन्ट → प्लेन बोर्ड स्यान्डिङ → क्रमबद्ध → धुलो हटाउने → पानीमा आधारित प्राइमर → तातो हावा सुख्खा गर्ने → पुट्टी → यूवी क्युरिङ → प्राइमर → यूवी क्युरिङ → स्यान्डिङ → प्राइमर → यूवी क्युरिङ → स्यान्डिङ → शीर्ष कोट → यूवी क्युरिङ → स्क्र्याच प्रतिरोध फिनिशिंग पेन्ट → यूवी क्युरिंग → निरीक्षण → प्याकेजिङ्ग
B. बाँसको फर्श उत्पादन प्रक्रियाको विस्तृत व्याख्या:
1.कच्चा बाँस निरीक्षण
बाँसको फर्शमा सामान्यतया मोसो बाँसलाई कच्चा पदार्थको रूपमा प्रयोग गरिन्छ, तर मोसो बाँसको यान्त्रिक गुणहरू बाँसको उमेर र सामग्रीको स्थानसँग नजिकबाट सम्बन्धित छन्।बाँसको उमेर 4 वर्ष भन्दा कम छ, बाँसको आन्तरिक घटकहरूको लिग्निफिकेशनको डिग्री पर्याप्त छैन, बल अस्थिर छ, र सुख्खा संकुचन र सूजन दर ठूलो छ।५ वर्षभन्दा पुरानो बाँस प्रयोग गर्नुपर्छ ।बाँसको सामान्यतया बाक्लो जरा र पातलो टिपहरू हुन्छन्।तसर्थ, 10 सेन्टिमिटरभन्दा बढी स्तनको उचाइ र 7 मिमी भन्दा बढी पर्खाल मोटाइको सीधा डण्डी भएका ताजा मोसो बाँसहरू सामान्यतया कच्चा पदार्थको रूपमा प्रयोग गरिन्छ।
2.सामग्री ब्रेक
मोसो बाँसको बाक्लो जरा र पातलो माथि हुन्छ।बाँसको ट्यूबहरू पर्खालको मोटाईको डिग्री अनुसार छुट्याइन्छ र निर्दिष्ट लम्बाइहरूमा काटिन्छ।
3. मुक्का
काँचो बाँसलाई नियमित बाँसको स्ट्रिप्समा धुनुहोस्
4 पहिलो योजना
सुकाइसकेपछि बाँसको स्ट्रिपलाई चारै तिर राम्ररी प्लानिङ गर्नका लागि बाँसको हरियो, बाँसको पहेँलो र चक्कुको दाग रफ प्लानिङले छोड्ने गरी हटाउन आवश्यक छ।यस उपचार पछि, बाँसको स्ट्रिपहरू र बाँसको स्ट्रिपहरू क्र्याकहरू बिना बलियो रूपमा टाँस्न सकिन्छ।, क्र्याकिंग छैन, कुनै डिलेमिनेशन छैन।बाँसका स्ट्रिपहरू राम्रो प्लानिङ पछि क्रमबद्ध गर्नुपर्छ, र प्रशोधन आकारको आवश्यकताहरू पूरा नगर्ने र ठूलो रङ भिन्नता भएका बाँस स्ट्रिपहरू उत्पादन लाइनबाट हटाइन्छन्।
बाँस स्ट्रिप्स को सतह को प्रारम्भिक उपचार।सतह कपाल र पहेंलो हुन्छ, त्यो हो, बाँसको छाला र मासु हटाइन्छ, र केवल बीचको मोटो फाइबर तह राखिएको छ।परम्परागत बाँसका उत्पादनहरू सम्पूर्ण बेलनाकार बाँसको सामग्रीलाई तोकिएको आकारमा झुकाएर प्रशोधन गरिन्छ।यो पहेंलो हटाउन योजना गरिएको छैन।सतहमा बाँसको हरियो, अर्थात्, बाँसको छालाको भागको घनत्व कच्चा फाइबर भन्दा फरक छ, र समान सुख्खा आर्द्रता अवस्था अन्तर्गत संकुचन विरूपण दर फरक छ, त्यसैले यो क्र्याक गर्न सजिलो छ।बाँसको पहेंलो भनेको बाँसको नलीको भित्री पर्खालमा बाँसको मासुको भाग हो।यसमा उच्च चिनी र अन्य पोषक तत्वहरू छन्, र यदि यसलाई हटाइएन भने कीराहरू बढ्न सजिलो छ।
मोटाईको सन्दर्भमा, बाँसको लचिलो बल काठको भन्दा बढी हुन्छ, र 15mm बांसको फर्शमा पर्याप्त लचिलो, कम्प्रेसिभ र प्रभाव शक्ति हुन्छ, र राम्रो खुट्टाको अनुभव हुन्छ।कतिपय निर्माताहरू, उपभोक्ताको मानसिकतालाई पूरा गर्नका लागि कि जति बाक्लो हुन्छ, तिनीहरूले हरियो वा पहेंलोलाई हटाउँदैनन्।बाँसका पानाहरू टाँसिएपछि, बाँसको भुइँको मोटाई 17mm वा 18mm पुग्न सक्ने भए तापनि बन्धन बल राम्रो हुँदैन र यसलाई फुट्न सजिलो हुन्छ।उच्च गुणस्तरको बाँसको फर्शको लागि बाँसको दुबै छेउमा बाँसको हरियो र पहेँलो बाँसलाई मोटामोटी प्लान गरिएको छ।बाँसको खाली टुक्राहरू कडा रूपमा टाँसिएको बनाउन, तिनीहरू राम्ररी प्लान हुनुपर्छ।मोटाई र चौडाइ सहिष्णुता 0.1mm भित्र नियन्त्रण गर्नुपर्छ।, बाँसको खाली ठाउँहरू बाँड्नका लागि प्रयोग गरिएको टाँसेर पनि उच्च तापक्रमको कार्य अन्तर्गत छिट्टै ठोस हुन्छ, र टाँस्ने अत्यन्त बलियो हुन्छ।5. पकाउने ब्लीचिंग वा कार्बनाइजेशन
बाँसको रासायनिक संरचना मूलतः काठको जस्तै हुन्छ, मुख्यतया सेल्युलोज, हेमिसेलुलोज, लिग्निन र निकासी पदार्थ।तर, बाँसमा काठको तुलनामा प्रोटिन, चिनी, स्टार्च, बोसो र मोम बढी हुन्छ।तापक्रम र आर्द्रता उपयुक्त हुँदा यो कीरा र फंगाईले सजिलै नष्ट हुन्छ।तसर्थ, बाँसका स्ट्रिपहरू रफ प्लानिङ (प्राकृतिक रंग) पछि पकाउनु आवश्यक छ।) वा उच्च तापक्रम र उच्च आर्द्रता कार्बोनाइजेशन उपचार (खैरो रंग) को केहि अर्क जस्तै चिनी र स्टार्च हटाउन, कीरा र फङ्गा को प्रजनन रोक्न कीट विकर्षक, संरक्षक, आदि थप्न।
प्राकृतिक रंगको भुइँलाई हाइड्रोजन पेरोक्साइडले ९० डिग्री सेल्सियसको तापक्रममा ब्लीच गरिन्छ, र भित्ताको मोटाईका विभिन्न जराहरूका लागि ब्लीच गर्ने समय फरक हुन्छ।3.5 घण्टा 4~5mm को लागि, 4 घण्टा 6~8mm को लागि।
कार्बन रंगको फर्श उच्च तापमान र उच्च दबाव अन्तर्गत माध्यमिक कार्बनीकरण प्रक्रिया मार्फत प्रशोधन गरिन्छ।
सेकेन्डरी कार्बोनाइजेशन टेक्नोलोजीले बाँसमा भएका अण्डा, बोसो, चिनी र प्रोटिन जस्ता सबै पोषक तत्वहरूलाई कार्बोनाइज गर्छ, जसले सामग्रीलाई हल्का बनाउँछ, र बाँसका फाइबरहरूलाई "खोखो इट्टा" आकारमा व्यवस्थित गरिन्छ, जसले तन्य, कम्प्रेसिभ बल र वाटरप्रूफलाई धेरै सुधार गर्छ। प्रदर्शन।
5. सुकाउने
भाप उपचार पछि बाँस चिप्स को आर्द्रता सामग्री 80% भन्दा बढी छ, एक संतृप्त अवस्थामा पुग्छ।बाँसको आर्द्रता सामग्रीले बाँसको प्रशोधन पछि तयार उत्पादनको आकार र आकारको स्थिरतालाई प्रत्यक्ष असर गर्छ।बाँसको फर्श उत्पादनहरूको गुणस्तर सुनिश्चित गर्न, प्रशोधनका लागि प्रयोग गरिने बाँसको कच्चा माललाई ग्लुइङ गर्नु अघि पूर्ण रूपमा सुकाउनु पर्छ।बाँस सुकाउने भट्ठा वा ट्र्याक सुकाउने भट्टा द्वारा गरिन्छ।
बाँसका सामग्रीको आर्द्रतालाई स्थानीय हावापानी र प्रयोगको वातावरण अनुसार नियन्त्रण गर्न आवश्यक छ।उदाहरणका लागि, चीनको उत्तर र दक्षिणमा नियन्त्रण गरिएको आर्द्रता फरक छ।उत्तरमा प्रयोग हुने उत्पादनहरूको आर्द्रता सामग्री धेरै कम छ, र सामान्य परिस्थितिमा 5-9% मा नियन्त्रण गर्नुपर्छ।
बाँसको भुइँ अर्थात् बाँसको पट्टी बनाउने प्रत्येक एकाइको आर्द्रता एकरूप हुनु आवश्यक छ।उदाहरणका लागि, बाँसको स्ट्रिङ फ्लोर (फ्ल्याट प्लेट) लाई सतह, बीच र तल्लो तहहरूमा बाँसको स्ट्रिप्सको समान आर्द्रता चाहिन्छ, ताकि बाँसको भुइँ उत्पादन भएपछि यसलाई विकृत गर्न र झुकाउन सजिलो नहोस्।
यो भुइँलाई क्र्याक गर्नबाट रोक्नको लागि एक महत्त्वपूर्ण लिङ्क पनि हो।तापमान र सुख्खा आर्द्रता जस्ता वातावरणीय कारकहरूमा परिवर्तनहरूको कारणले गर्दा असमान आर्द्रता सामग्री वा अत्यधिक आर्द्रता सामग्रीले भुइँ विकृत वा फुट्न सक्छ।आर्द्रता सामग्री विभिन्न क्षेत्रमा हावा आर्द्रता अनुसार सेट गर्न सकिन्छ।यस तरिकाले बनाइएको भुइँले सम्बन्धित जलवायु वातावरणमा अनुकूलन गर्न ग्यारेन्टी गर्न सक्छ।
उच्च गुणस्तरको भुइँ सुकाउने क्रममा छ-बिन्दु बहुआयामी परीक्षणबाट गुज्रिन्छ कि बाँसको स्ट्रिपहरूको प्रत्येक टुक्रा, साथै बाँसको स्ट्रिपहरूको सतह र भित्री भाग सन्तुलित छ भनी सुनिश्चित गर्न। विभिन्न आर्द्रता वातावरणको कारण भुइँ दरार र विकृति।यो उपभोक्ताहरु लाई केवल आर्द्रता को मात्रा मापन गर्न गाह्रो छ।यो समस्या समाधान गर्ने सुरक्षित तरिका भनेको एक सम्मानित र नियमित बाँस फर्श निर्माता छनोट गर्नु हो जसले स्ल्याबहरू उत्पादन गर्न सक्छ।
6.राम्रो प्लानिङ
बाँसका स्ट्रिपहरू आवश्यक विशिष्टताहरूमा राम्ररी प्लान गरिएका छन्।
7.उत्पादन चयन
बाँसका स्ट्रिपहरूलाई विभिन्न स्तरहरूमा क्रमबद्ध गर्नुहोस्।
8.ग्लुइंग र दमन
ग्लु र खाली एसेम्ब्ली: उच्च गुणस्तरको वातावरण मैत्री टाँसेर छनोट गर्नुहोस्, गोंदको तोकिएको मात्रा अनुसार ग्लु लगाउनुहोस् र समान रूपमा फैलाउनुहोस्, र त्यसपछि आवश्यक विशिष्टताहरू अनुसार बाँसको स्ट्रिपहरू जम्मा गर्नुहोस्।
हट-प्रेसिङ र ग्लुइङ: हट-प्रेसिङ एक प्रमुख प्रक्रिया हो।निर्दिष्ट दबाब, तापमान र समय अन्तर्गत, स्ल्याब खाली मा टाँसिएको छ।बाँसको स्ट्रिप्सको सतह फिनिश, टाँसिने र तातो थिच्ने अवस्थाहरूले बाँसको भुइँको बन्धन बलमा ठूलो प्रभाव पार्छ।
बाँसको फर्शको बन्धन बल काठको फर्शको भन्दा फरक छ।यो बाँसका धेरै टुक्राहरू टाँसिएर र थिचेर बनाइन्छ।ग्लुको गुणस्तर, ग्लुको तापक्रम र दबाब र गर्मी संरक्षणको समय र दबाबले ग्लुको गुणस्तरमा प्रभाव पार्छ।अपर्याप्त बन्धन बल विकृत र दरार हुन सक्छ।बन्धन बल परीक्षण गर्ने सरल तरिका भनेको भुइँको टुक्रालाई पानीमा भिजाउनु वा पकाउनु हो।विस्तार, विरूपण र खोल्ने डिग्री र आवश्यक समय तुलना गर्नुहोस्।बाँसको भुइँ विकृत वा डिगम्ड हुनेछ कि बन्धन बल संग ठूलो सम्बन्ध छ।
9.टाउको काट्ने
१०।निरीक्षण बोर्ड रंग विभाजन
११।ट्रिमिङ
१२।ट्रिमिङ महिला टेनन हो
१३।एन्टी-टेनन बोर्ड उत्पादन गर्दा, छोटो टाउको वरिपरि घुमाउनुपर्छ
१४।स्यान्डिङ
सतहलाई चिल्लो बनाउन स्ल्याबको सतहलाई व्यवहार गर्नुहोस्, र सादा स्ल्याबको मोटाई ठीक गर्नुहोस्
१५।टेनोनिङ
मोल्डरहरू
बाँस बोर्डको तल र छेउमा टेनोन गरिएको छ।
डबल एन्ड टेनोनिंग
बाँसको भुइँ ठाडो र तेर्सो रूपमा टेनोन गरिएको छ।
टेनोनिङलाई सामान्यतया स्लटिङ्को रूपमा पनि चिनिन्छ, जुन भुइँ टुक्रिएको बेला अवतल-उत्तल नच हो, जुन भुइँको सही टुक्रा पार्ने कुञ्जी हो।दुई तल्लाहरू बीचको खाडल कडा हुन्छ जब मोर्टाइज सटीक हुन्छ।
१६।रंग
वरपरको वातावरणमा आर्द्रतालाई बाँसको भुइँमा आक्रमण गर्नबाट रोक्नको लागि, र बोर्डको सतहमा प्रदूषण विरोधी, घर्षण प्रतिरोधी र सजावट गुणहरू बनाउन, बाँसको भुइँमा रंग लगाउन आवश्यक छ।सामान्यतया 5 प्राइमर (लाह) र 2 साइड (लाह) कोटिंग पछि, बाँसको भुइँको सतहलाई बाक्लो सुरक्षात्मक पेन्ट फिल्मले ढाकिएको हुन्छ।पेन्ट फिल्मको कठोरता जति कडा हुँदैन, त्यो पेन्ट फिलिममा पहिरन प्रतिरोध, स्क्र्याच प्रतिरोध र कठोरताको निश्चित डिग्री छ भनी सुनिश्चित गर्न कठोरतामा मध्यम हुनुपर्छ।
बाँसको भुइँको सतहमा पेन्ट गर्नुहोस्।बजारमा फ्लोरहरू उज्यालो र अर्ध-म्याटमा विभाजित छन्।चम्किलो एक पर्दा कोटिंग प्रक्रिया हो, जुन धेरै सुन्दर छ, तर यसको अनुहार लगाएको छ र छीलिएको छ, त्यसैले यसलाई प्रयोग गर्दा सावधानीपूर्वक राख्नुपर्छ।म्याट र अर्ध-म्याट रोलर कोटिंग प्रक्रियाहरू हुन्, नरम रंग र बलियो पेन्ट आसंजनको साथ।
बजारमा पाँच बटम र दुई साइड, सात बटम र दुई साइड छन्।प्राइमर लगाउँदा सुरक्षित र वातावरणमैत्री उच्च गुणस्तरको रंग छनोट गर्नुहोस्, जसले स्वस्थ घरको वातावरण मात्र कायम राख्न सक्दैन, तर सुन्दरता, पानी प्रतिरोध र रोग प्रतिरोधात्मक क्षमता पनि हासिल गर्न सक्छ।राम्रो पेन्ट आसंजन सुनिश्चित गर्न, रंग को एक तह बालुवा हुनुपर्छ।बारम्बार स्यान्डिङ र पेन्टिङ पछि, भुइँको सतह बुलबुले बिना चिल्लो र समतल हुन्छ।
१७.उत्पादन निरीक्षण समाप्त
समाप्त उत्पादन निरीक्षण गर्नुहोस्।आसंजन, सतह प्रभाव, घर्षण प्रतिरोध र चमक।
फ्लोरको अत्याधुनिक गुणस्तर सुनिश्चित गर्नको लागि, युरोपेली र अमेरिकी बजारहरूले फिल्म निरीक्षण लागू गर्छन्, र धेरै घरेलु कम्पनीहरूले यो निरीक्षण प्रविधि प्रयोग गर्न जारी राख्छन्।निस्सन्देह, सापेक्ष लागत उच्च छ
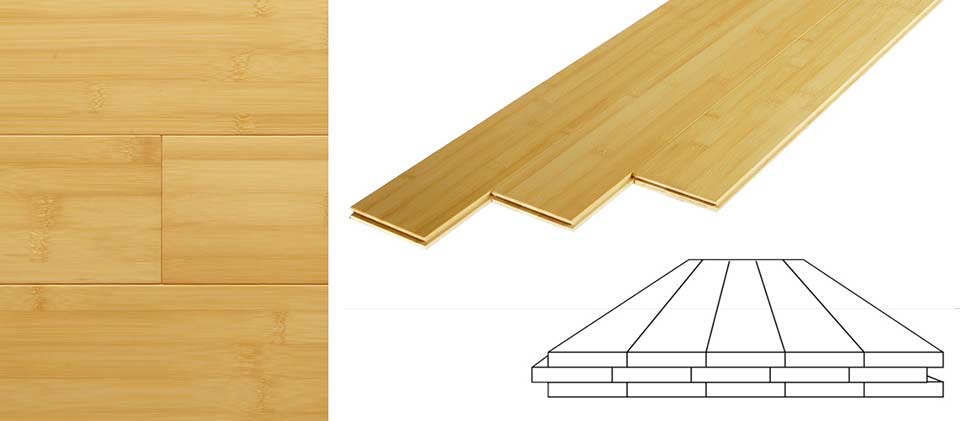
संरचना

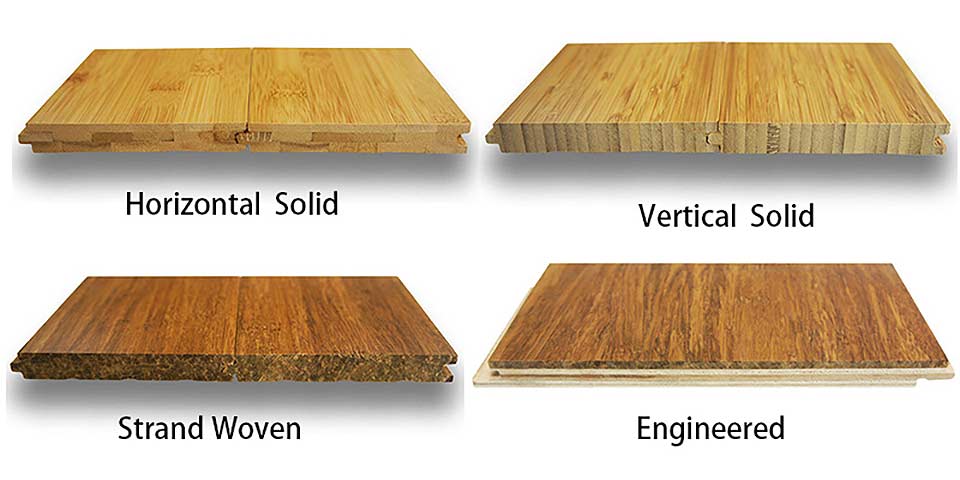
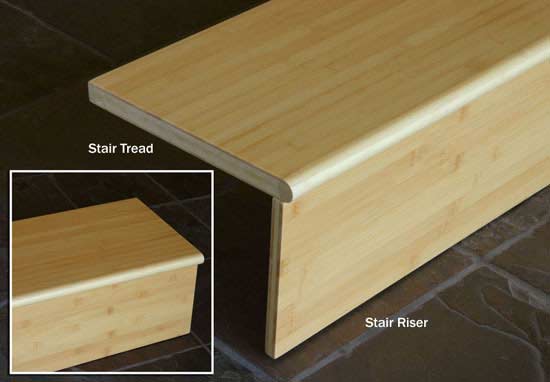
प्राकृतिक बाँस फर्श

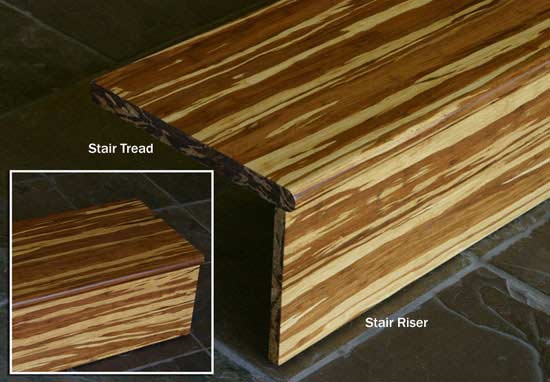
कार्बनाइज्ड बाँस फर्श

प्राकृतिक कार्बनाइज्ड बाँस फ्लोर

बाँस फर्श लाभ

विवरण छविहरू



बाँस फर्श प्राविधिक डाटा
| १) सामग्री: | 100% कच्चा बाँस |
| 2) रंग: | स्ट्र्यान्ड बुनेको |
| ३) साइज: | 1840*126*14mm/ 960*96*15mm |
| ४) आर्द्रता : | ८% -१२% |
| ५) फर्माल्डिहाइड उत्सर्जन: | युरोपको E1 मानक सम्म |
| ६) वार्निश: | ट्रेफर्ट |
| ७) गोंद: | डाइनिया |
| ८) चमक: | म्याट, अर्ध चमक |
| ९) संयुक्त: | जिब्रो र ग्रूभ (T&G) क्लिक गर्नुहोस्Unilin + ड्रप क्लिक |
| 10) आपूर्ति क्षमता: | 110,000m2 / महिना |
| 11) प्रमाणपत्र: | CE प्रमाणीकरण , ISO 9001: 2008, ISO 14001: 2004 |
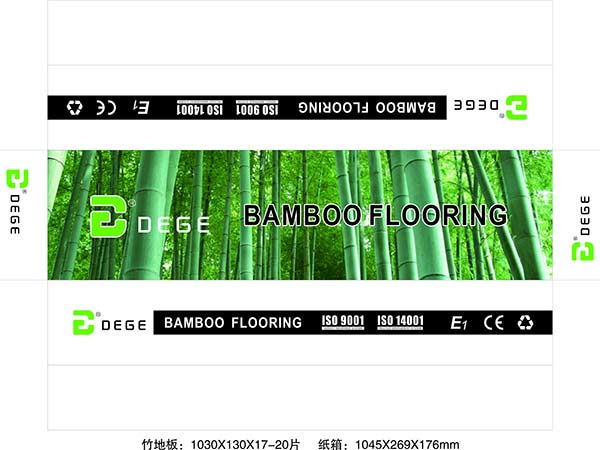
| 12) प्याकिङ: | कार्टन बक्सको साथ प्लास्टिक फिल्महरू |
| 13) डेलिभरी समय: | अग्रिम भुक्तानी प्राप्त गरे पछि 25 दिन भित्र |
क्लिक गर्नुहोस् प्रणाली उपलब्ध
A: T&G क्लिक गर्नुहोस्

T&G lock BAMBOO-Bamboo Florinig

बाँस T&G - बाँस फ्लोरिनिग
B: ड्रप (छोटो पक्ष) + युनिलिन क्लिक (लम्बाइ साइड)

बाँस फ्लोरिनिग छोड्नुहोस्

युनिलिन बाँस फ्लोरिनिग
बाँस फर्श प्याकेज सूची
| टाइप गर्नुहोस् | साइज | प्याकेज | NO प्यालेट/20FCL | प्यालेट/20FCL | बक्सको आकार | GW | NW |
| कार्बनाइज्ड बाँस | 1020*130*15mm | 20pcs/ctn | 660 ctns/1750.32 वर्गमीटर | 10 plt, 52ctns/plt,520ctns/1379.04 sqms | १०४०*२८०*१६५ | २८ किलोग्राम | २७ किलोग्राम |
| 1020*130*17mm | 18pcs/ctn | 640 ctns/1575.29 वर्गमीटर | 10 plt, 52ctns/plt,520ctns/1241.14 sqms | १०४०*२८०*१६५ | २८ किलोग्राम | २७ किलोग्राम | |
| 960*96*15mm | 27pcs/ctn | 710 ctns/ 1766.71 वर्गमीटर | 9 plt, 56ctns/plt, 504ctns/1254.10 sqms | 980*305*145 | २६ किलोग्राम | २५ किलोग्राम | |
| 960*96*10mm | 39pcs/ctn | 710 ctns/ 2551.91 वर्गमीटर | 9 plt, 56ctns/plt, 504ctns/1810.57 sqms | 980*305*145 | २५ किलोग्राम | 24 किलोग्राम | |
| स्ट्र्यान्ड बुनेको बाँस | 1850*125*14mm | 8pcs/ctn | 672 ctn, 1243.2 वर्गमीटर | 970*285*175 | २९ किलो | 28 किलो | |
| 960*96*15mm | 24pcs/ctn | 560 ctn, 1238.63 वर्गमीटर | 980*305*145 | 26 किलो | 25 किलो | ||
| 950*136*17mm | 18pcs/ctn | 672ctn, 1562.80sqm | 970*285*175 | २९ किलो | 28 किलो |
प्याकेजिङ
Dege ब्रान्ड प्याकेजिङ्ग



सामान्य प्याकेजिङ




यातायात

उत्पादन प्रक्रिया
अनुप्रयोगहरू














 बाँस फ्लोर कसरी स्थापित छ (विस्तृत संस्करण)
बाँस फ्लोर कसरी स्थापित छ (विस्तृत संस्करण)
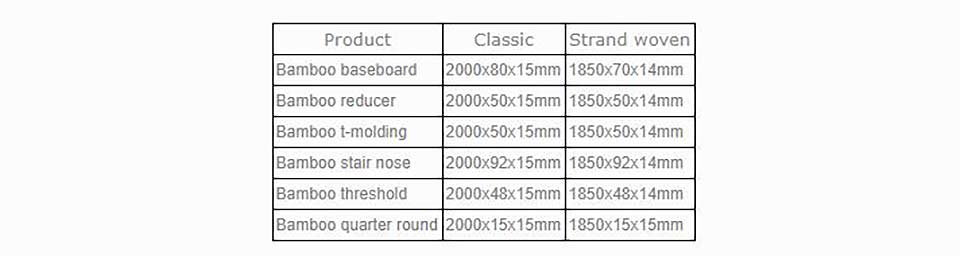
सीढी स्ल्याब





साधारण बाँस फ्लोर सामान








भारी बाँस फर्श सामान







| विशेषता | मूल्य | परीक्षण |
| घनत्व: | +/- 1030 kg/m3 | EN 14342:2005 + A1:2008 |
| Brinell कठोरता: | 9.5 kg/mm² | EN-1534: 2010 |
| आर्द्रता सामग्री: | 23°C मा 8.3% र सापेक्षिक आर्द्रता 50% | EN-1534: 2010 |
| उत्सर्जन वर्ग: | कक्षा E1 (LT 0,124 mg/m3, EN 717-1) | EN 717-1 |
| विभेदक सूजन: | 0.17% प्रो 1% नमी सामग्रीमा परिवर्तन | EN 14341: 2005 |
| घर्षण प्रतिरोध: | 16'000 पालो | EN-१४३५४ (१२/१६) |
| संकुचन योग्यता: | 2930 kN/cm2 | EN-ISO 2409 |
| प्रभाव प्रतिरोध: | 6 मिमी | EN-14354 |
| आगो गुण: | क्लास Cfl-s1 (EN 13501-1) | EN 13501-1 |





