




कार्बनयुक्त बांबू मजला

उत्पादन प्रक्रिया बांबू हार्डवुड फ्लोअरिंग?
A. बांबू फ्लोअरिंग उत्पादन प्रक्रियेचा संक्षिप्त परिचय:
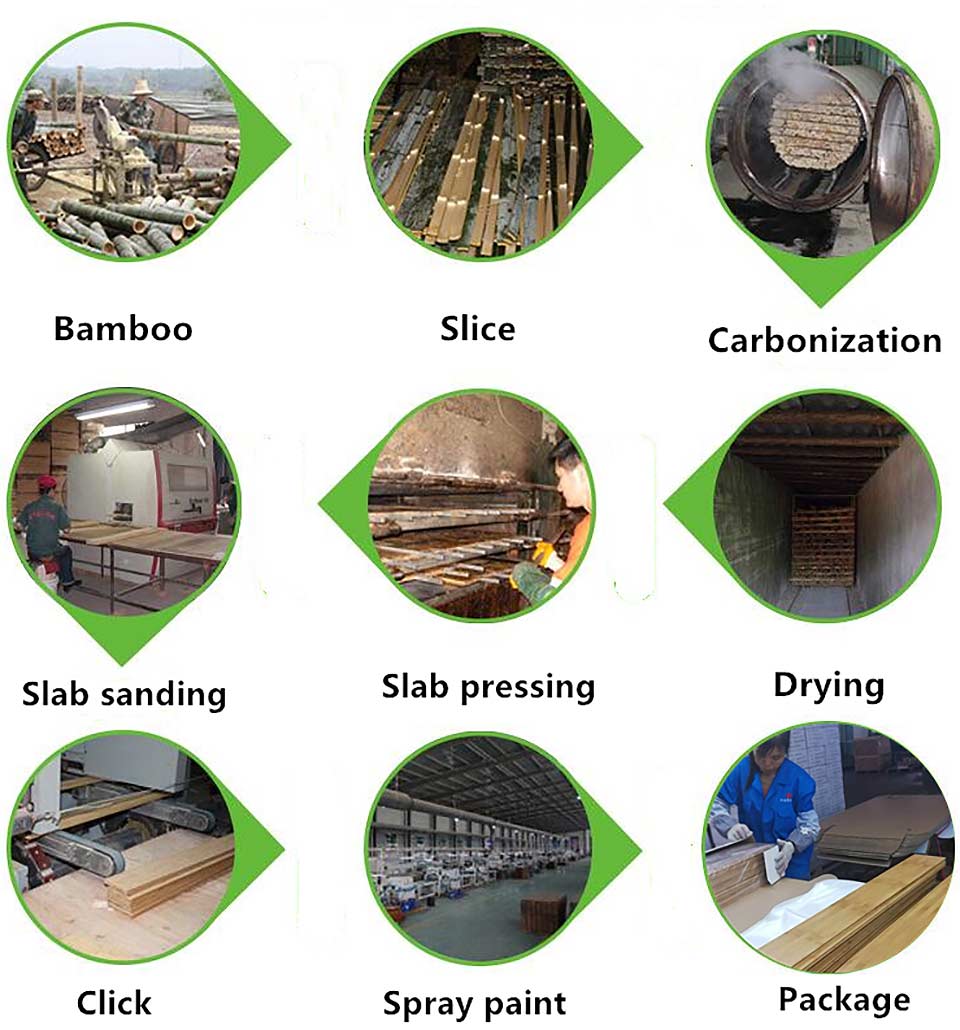
मोसो बांबू→कापून टाका→बाहेरील सांधे गुळगुळीत करा→पट्ट्या उघडा→आतील सांधे काढा→बांबूच्या पट्ट्यांच्या दोन्ही बाजूंना प्लॅनिंग करा (बांबूचा हिरवा आणि बांबू पिवळा काढण्यासाठी)→ वाफवणे (कीटकविरोधी आणि बुरशीविरोधी उपचार) किंवा कार्बनाइज्ड कलरिंग ट्रीटमेंट→ड्रायिंग→बांबू फाइन प्लॅनिंग→बांबू स्ट्रिप सॉर्टिंग→ग्लूइंग→असेम्बलिंग ब्लँक्स→हॉट प्रेस बाँडिंग→सँडिंग→फिक्स्ड लेंथ कटिंग→फोर-साइड प्लॅनिंग (फिक्स्ड रुंदी, बॅक ग्रूव्ह)→डबल-एंड मिलिंग (क्षैतिज आणि लंबवत दहा )→ स्प्रे सीलिंग एज पेंट → प्लेन बोर्ड सँडिंग → सॉर्टिंग → डस्ट रिमूव्हल → वॉटर-बेस्ड प्राइमर → हॉट एअर ड्रायिंग → पुटी → यूव्ही क्युरिंग → प्राइमर → यूव्ही क्युरिंग → सँडिंग → प्राइमर → यूव्ही क्युरिंग → सँडिंग → टॉप कोट → यूव्ही क्युरिंग → स्क्रॅच प्रतिरोध फिनिशिंग पेंट → यूव्ही क्युरिंग → तपासणी → पॅकेजिंग
B. बांबू फ्लोअरिंग उत्पादन प्रक्रियेचे तपशीलवार स्पष्टीकरण:
1.कच्च्या बांबूची तपासणी
बांबू फ्लोअरिंगमध्ये सामान्यतः मोसो बांबूचा कच्चा माल म्हणून वापर केला जातो, परंतु मोसो बांबूचे यांत्रिक गुणधर्म बांबूच्या वयाशी आणि सामग्रीच्या स्थानाशी जवळून संबंधित असतात.बांबूचे वय 4 वर्षांपेक्षा कमी आहे, बांबूच्या अंतर्गत घटकांचे लिग्निफिकेशन पुरेसे नाही, ताकद अस्थिर आहे आणि कोरडे आकुंचन आणि सूज येण्याचे प्रमाण मोठे आहे.5 वर्षांपेक्षा जुने बांबू वापरावेत.बांबूला साधारणपणे जाड मुळे आणि पातळ टिपा असतात.म्हणून, 10 सेमी पेक्षा जास्त छातीची उंची आणि 7 मिमी पेक्षा जास्त भिंतीची जाडी असलेल्या सरळ दांड्यांसह ताजे मोसो बांबू सामान्यतः कच्चा माल म्हणून वापरतात.
2.साहित्य खंडित
मोसो बांबूला जाड मुळे आणि पातळ टॉप असतात.बांबूच्या नळ्या भिंतीच्या जाडीच्या डिग्रीनुसार वेगळे केल्या जातात आणि निर्दिष्ट लांबीमध्ये कापल्या जातात.
3. पंचिंग
कच्चे बांबू नेहमीच्या बांबूच्या पट्ट्यामध्ये धुवा
4 पहिली योजना
सुकल्यानंतर, बांबूच्या पट्ट्या सर्व बाजूंनी बारीक प्लॅनिंगसाठी प्लॅनिंग करणे आवश्यक आहे जेणेकरून बांबूचा हिरवा, बांबू पिवळा आणि खडबडीत प्लॅनिंगमुळे उरलेल्या चाकूच्या खुणा काढून टाका.या उपचारानंतर, बांबूच्या पट्ट्या आणि बांबूच्या पट्ट्या भेगा न ठेवता घट्ट चिकटल्या जाऊ शकतात., क्रॅकिंग नाही, डिलेमिनेशन नाही.बांबूच्या पट्ट्या बारीक प्लॅनिंगनंतर क्रमवारी लावल्या पाहिजेत, आणि बांबूच्या पट्ट्या ज्या प्रक्रियेच्या आकाराच्या आवश्यकता पूर्ण करत नाहीत आणि मोठ्या रंगात फरक आहेत त्या उत्पादन लाइनमधून काढून टाकल्या जातात.
बांबूच्या पट्ट्यांच्या पृष्ठभागावर प्राथमिक उपचार.पृष्ठभाग मुंडण आणि पिवळा आहे, म्हणजे, बांबूची त्वचा आणि मांस काढून टाकले जाते आणि फक्त मध्यम जाड फायबरचा थर ठेवला जातो.पारंपारिक बांबू उत्पादनांवर संपूर्ण दंडगोलाकार बांबू सामग्रीला विहित आकारात वाकवून प्रक्रिया केली जाते.पिवळे काढण्याचे नियोजन केलेले नाही.पृष्ठभागावरील बांबूचा हिरवा, म्हणजे, बांबूच्या त्वचेच्या भागाची घनता क्रूड फायबरपेक्षा वेगळी असते आणि त्याच कोरड्या आर्द्रतेच्या स्थितीत संकोचन विकृती दर भिन्न असतो, त्यामुळे क्रॅकिंग करणे सोपे आहे.बांबू पिवळा हा बांबूच्या नळीच्या आतील भिंतीवर बांबूच्या मांसाचा भाग असतो.त्यात साखर आणि इतर पोषक घटक जास्त असतात आणि ते काढून टाकले नाही तर कीटक वाढणे सोपे होते.
जाडीच्या बाबतीत, बांबूची लवचिक ताकद लाकडापेक्षा जास्त असते आणि 15 मिमी जाडीच्या बांबूच्या फ्लोअरिंगमध्ये पुरेशी लवचिक, संकुचित आणि प्रभावाची ताकद असते आणि पायाचा अनुभव चांगला असतो.काही उत्पादक, ग्राहकांच्या मानसिकतेची पूर्तता करण्यासाठी, जितके जाड तितके चांगले, ते हिरवे किंवा पिवळे काढत नाहीत.बांबूच्या शीटला चिकटवल्यानंतर, जरी बांबूच्या मजल्याची जाडी 17 मिमी किंवा 18 मिमीपर्यंत पोहोचू शकते, तरीही बाँडिंगची ताकद चांगली नसते आणि ते तडे जाणे सोपे असते.उच्च-गुणवत्तेच्या बांबू फ्लोअरिंगसाठी, बांबूच्या दोन्ही बाजूंनी बांबू हिरवा आणि पिवळा बांबू साधारणपणे प्लॅन केला जातो.बांबूचे कोरे घट्ट चिकटवण्यासाठी, ते बारीक केले पाहिजेत.जाडी आणि रुंदीची सहनशीलता 0.1 मिमीच्या आत नियंत्रित केली पाहिजे., बाँडिंग बांबू ब्लँक्ससाठी वापरला जाणारा चिकटपणा देखील उच्च तापमानाच्या प्रभावाखाली त्वरीत घट्ट होतो आणि चिकटपणा अत्यंत मजबूत असतो.5. पाककला ब्लीचिंग किंवा कार्बनीकरण
बांबूची रासायनिक रचना मुळात लाकूड, मुख्यतः सेल्युलोज, हेमिसेल्युलोज, लिग्निन आणि अर्क पदार्थांसारखीच असते.तथापि, बांबूमध्ये लाकडापेक्षा जास्त प्रथिने, साखर, स्टार्च, चरबी आणि मेण असते.जेव्हा तापमान आणि आर्द्रता योग्य असते तेव्हा ते कीटक आणि बुरशीमुळे सहजपणे नष्ट होते.म्हणून, बांबूच्या पट्ट्या उग्र प्लॅनिंग (नैसर्गिक रंग) नंतर शिजवल्या पाहिजेत.) किंवा उच्च-तापमान आणि उच्च-आर्द्रता कार्बनायझेशन उपचार (तपकिरी रंग) काही अर्क जसे की साखर आणि स्टार्च काढून टाकण्यासाठी, कीटक आणि बुरशीची पैदास रोखण्यासाठी कीटकनाशके, संरक्षक इ. घाला.
नैसर्गिक रंगाचा मजला हायड्रोजन पेरॉक्साइडने 90 डिग्री सेल्सियस तापमानात ब्लीच केला जातो आणि वेगवेगळ्या भिंतींची जाडी असलेल्या वेगवेगळ्या मुळांसाठी ब्लीचिंगची वेळ वेगळी असते.4~5mm साठी 3.5 तास, 6~8mm साठी 4 तास.
कार्बन-रंगीत फ्लोअरिंग उच्च तापमान आणि उच्च दाब अंतर्गत दुय्यम कार्बनीकरण प्रक्रियेद्वारे प्रक्रिया केली जाते.
दुय्यम कार्बनायझेशन तंत्रज्ञान बांबूमधील अंडी, चरबी, साखर आणि प्रथिने यांसारख्या सर्व पोषक घटकांचे कार्बनीकरण करते, ज्यामुळे साहित्य हलके होते आणि बांबूचे तंतू "पोकळ विटांच्या" आकारात व्यवस्थित केले जातात, ज्यामुळे तन्य, संकुचित शक्ती आणि जलरोधक मोठ्या प्रमाणात सुधारते. कामगिरी
5. वाळवणे
वाफेवर उपचार केल्यानंतर बांबू चिप्सची आर्द्रता 80% पेक्षा जास्त, संतृप्त स्थितीत पोहोचते.बांबूची आर्द्रता बांबू प्रक्रियेनंतर तयार उत्पादनाच्या आकार आणि आकाराच्या स्थिरतेवर थेट परिणाम करते.बांबूच्या फ्लोअरिंग उत्पादनांची गुणवत्ता सुनिश्चित करण्यासाठी, प्रक्रियेसाठी वापरल्या जाणार्या बांबूचा कच्चा माल गोंद करण्यापूर्वी पूर्णपणे वाळलेला असणे आवश्यक आहे.बांबू सुकवण्याचे काम वाळवण भट्टी किंवा ट्रॅक सुकवण्याच्या भट्टीद्वारे केले जाते.
बांबूच्या सामग्रीतील आर्द्रतेचे प्रमाण स्थानिक हवामान आणि वापराच्या वातावरणानुसार नियंत्रित करणे आवश्यक आहे.उदाहरणार्थ, चीनच्या उत्तर आणि दक्षिण भागात नियंत्रित आर्द्रता भिन्न आहे.उत्तरेत वापरल्या जाणार्या उत्पादनांची आर्द्रता खूपच कमी आहे आणि सामान्य परिस्थितीत 5-9% नियंत्रित केली पाहिजे.
बांबूचा मजला बनविणाऱ्या प्रत्येक युनिटमधील ओलावा, म्हणजे बांबू पट्टी, एकसमान असणे आवश्यक आहे.उदाहरणार्थ, बांबूच्या स्ट्रिंग फ्लोअरला (फ्लॅट प्लेट) पृष्ठभागावर, मधल्या आणि खालच्या स्तरांवर बांबूच्या पट्ट्यांमध्ये एकसमान आर्द्रता आवश्यक आहे, जेणेकरून बांबूचा मजला तयार झाल्यानंतर ते विकृत आणि वाकणे सोपे होणार नाही.
मजला क्रॅक होण्यापासून रोखण्यासाठी हा देखील एक महत्त्वाचा दुवा आहे.तापमान आणि कोरडी आर्द्रता यासारख्या पर्यावरणीय घटकांमधील बदलांमुळे असमान आर्द्रता किंवा जास्त आर्द्रतेमुळे मजला विकृत होऊ शकतो किंवा क्रॅक होऊ शकतो.वेगवेगळ्या भागात हवेच्या आर्द्रतेनुसार आर्द्रता निश्चित केली जाऊ शकते.अशा प्रकारे तयार केलेला मजला संबंधित हवामानाच्या वातावरणाशी जुळवून घेण्याची हमी देऊ शकतो.
बांबूच्या पट्ट्यांचा प्रत्येक तुकडा, तसेच बांबूच्या पट्ट्या, पृष्ठभाग आणि आतील बाजूचे ओलावा संतुलित आहे याची खात्री करण्यासाठी उच्च-गुणवत्तेचा मजला सुकवताना सहा-बिंदू बहुआयामी चाचणी केली जाते. वेगवेगळ्या आर्द्रतेच्या वातावरणामुळे मजल्यावरील क्रॅक आणि विकृती.ग्राहकांना फक्त ओलावा मोजणे अवघड आहे.या समस्येचे निराकरण करण्याचा अधिक सुरक्षित मार्ग म्हणजे स्लॅब तयार करू शकणारे प्रतिष्ठित आणि नियमित बांबू फ्लोअरिंग उत्पादक निवडणे.
6.सुरेख नियोजन
बांबूच्या पट्ट्या आवश्यक वैशिष्ट्यांनुसार बारीक केलेल्या असतात.
7.उत्पादन निवड
बांबूच्या पट्ट्या वेगवेगळ्या स्तरांमध्ये क्रमवारी लावा.
8.Gluing आणि repressing
गोंद आणि रिक्त असेंबली: उच्च-गुणवत्तेचे पर्यावरणास अनुकूल चिकटवते निवडा, गोंद निर्धारित प्रमाणानुसार गोंद लावा आणि समान रीतीने पसरवा आणि नंतर आवश्यक वैशिष्ट्यांनुसार बांबूच्या पट्ट्या एकत्र करा.
हॉट-प्रेसिंग आणि ग्लूइंग: हॉट-प्रेसिंग ही एक महत्त्वाची प्रक्रिया आहे.निर्दिष्ट दबाव, तापमान आणि वेळ अंतर्गत, स्लॅब रिक्त मध्ये चिकटलेला आहे.बांबूच्या पट्ट्यांचे पृष्ठभाग समाप्त, चिकट आणि गरम दाबण्याच्या परिस्थितीचा बांबूच्या मजल्याच्या बांधणीच्या मजबुतीवर मोठा प्रभाव पडतो.
बांबू फ्लोअरिंगची बाँडिंग स्ट्रेंथ लाकडी फ्लोअरिंगपेक्षा वेगळी असते.हे बांबूचे अनेक तुकडे चिकटवून आणि दाबून बनवले जाते.गोंदाची गुणवत्ता, गोंदाचे तापमान आणि दाब आणि उष्णता टिकवून ठेवण्याची वेळ आणि दाब या सर्वांचा गोंदाच्या गुणवत्तेवर प्रभाव पडतो.अपुरी बाँडिंग ताकद विकृत होऊ शकते आणि क्रॅक होऊ शकते.बाँडिंग ताकद तपासण्याचा सोपा मार्ग म्हणजे जमिनीचा तुकडा पाण्यात भिजवणे किंवा शिजवणे.विस्तार, विकृती आणि उघडण्याच्या डिग्री आणि आवश्यक वेळेची तुलना करा.बांबूचा मजला विकृत होईल किंवा डिगम केलेला असेल याचा बाँडिंग मजबुतीशी चांगला संबंध आहे.
9.डोके कापणे
10.तपासणी बोर्ड रंग वेगळे करणे
11.ट्रिमिंग
१२.ट्रिमिंग एक मादी टेनन आहे
13.अँटी-टेनॉन बोर्ड तयार करताना, लहान डोके फिरले पाहिजे
14.सँडिंग
पृष्ठभाग गुळगुळीत करण्यासाठी स्लॅबच्या पृष्ठभागावर प्रक्रिया करा आणि साध्या स्लॅबची जाडी निश्चित करा
१५.टेनोनिंग
मोल्डर्स
बांबू बोर्डच्या तळाशी आणि बाजूंना टेनोन केले जाते.
डबल एंड टेननिंग
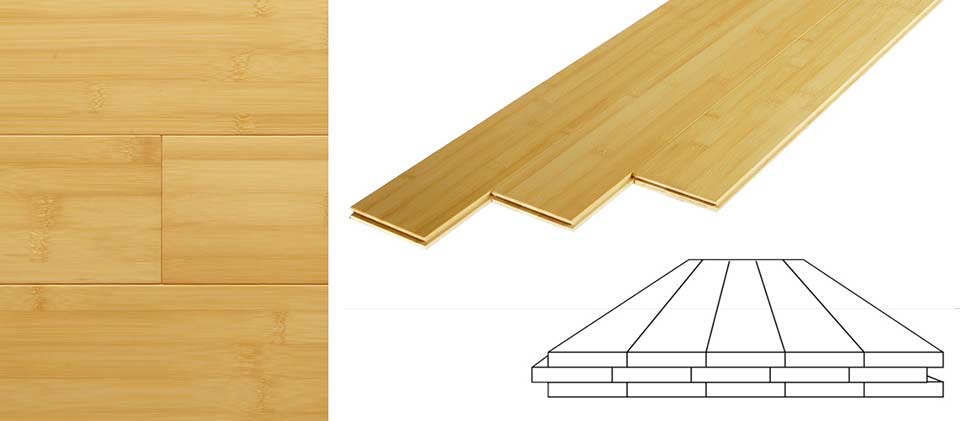
बांबूच्या फरशीला उभ्या आणि क्षैतिज पद्धतीने बांधलेले आहे.
टेनोनिंगला सामान्यतः स्लॉटिंग म्हणून देखील ओळखले जाते, जे मजला चिरले जाते तेव्हा अवतल-उत्तल नॉच असते, जे मजल्याचे अचूक स्प्लिसिंग सुनिश्चित करण्यासाठी मुख्य असते.दोन मजल्यांमधील अंतर घट्ट असते जेव्हा मोर्टाइझ अचूकपणे कापले जाते.
१६.रंग
आजूबाजूच्या वातावरणातील ओलावा बांबूच्या फरशीवर येण्यापासून रोखण्यासाठी आणि बोर्डच्या पृष्ठभागावर प्रदूषण-विरोधी, घर्षण प्रतिरोधक आणि सजावटीचे गुणधर्म असावेत, यासाठी बांबूच्या मजल्याला पेंट करणे आवश्यक आहे.साधारणपणे 5 प्राइमर्स (लाह) आणि 2 बाजू (लाह) कोटिंगनंतर, बांबूच्या फरशीची पृष्ठभाग जाड संरक्षक पेंट फिल्मने झाकली गेली आहे.पेंट फिल्मची कडकपणा जितकी कठिण असेल तितकी चांगली नाही, पेंट फिल्ममध्ये विशिष्ट प्रमाणात पोशाख प्रतिरोध, स्क्रॅच प्रतिरोध आणि कडकपणा आहे याची खात्री करण्यासाठी ती कठोरता मध्यम असावी.
बांबूच्या मजल्याच्या पृष्ठभागावर पेंट करा.बाजारातील मजले चमकदार आणि अर्ध-मॅटमध्ये विभागलेले आहेत.चमकदार एक म्हणजे पडदा कोटिंग प्रक्रिया, जी खूप सुंदर आहे, परंतु त्याचा चेहरा थकलेला आणि सोलून काढला गेला आहे, म्हणून ते वापरताना काळजीपूर्वक देखभाल करणे आवश्यक आहे.मॅट आणि अर्ध-मॅट रोलर कोटिंग प्रक्रिया आहेत, मऊ रंग आणि मजबूत पेंट चिकटून.
बाजारात पाच तळ आणि दोन बाजू, सात तळ आणि दोन बाजू आहेत.प्राइमर लावताना सुरक्षित आणि पर्यावरणास अनुकूल उच्च-गुणवत्तेचा पेंट निवडा, जे केवळ निरोगी घराचे वातावरण राखू शकत नाही तर सौंदर्य, पाणी प्रतिरोधक आणि रोग प्रतिकारशक्ती देखील मिळवू शकते.चांगले पेंट आसंजन सुनिश्चित करण्यासाठी, पेंटचा एक थर सँडेड करणे आवश्यक आहे.वारंवार सँडिंग आणि पेंटिंग केल्यानंतर, मजल्याची पृष्ठभाग बुडबुडेशिवाय गुळगुळीत आणि सपाट आहे.
१७.उत्पादन तपासणी समाप्त
तयार उत्पादनाची तपासणी करा.आसंजन, पृष्ठभाग प्रभाव, घर्षण प्रतिरोध आणि तकाकी.
मजल्याची अत्याधुनिक गुणवत्ता सुनिश्चित करण्यासाठी, युरोपियन आणि अमेरिकन बाजारपेठे चित्रपट तपासणी लागू करतात आणि अनेक देशांतर्गत कंपन्या हे तपासणी तंत्रज्ञान वापरणे सुरू ठेवतात.अर्थात, सापेक्ष खर्च जास्त आहे
रचना

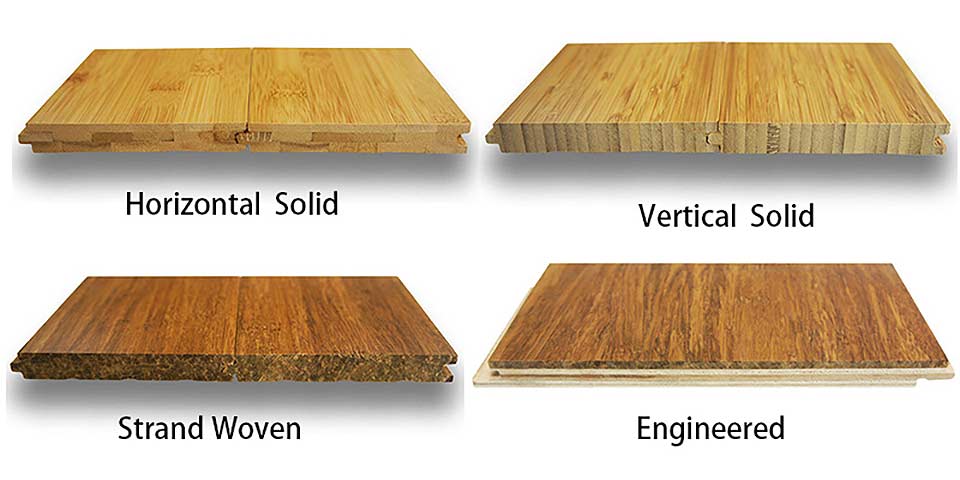
नैसर्गिक बांबू फ्लोअरिंग

कार्बनयुक्त बांबू फ्लोअरिंग

नैसर्गिक कार्बनयुक्त बांबू मजला

बांबू फ्लोअरिंगचा फायदा

तपशील प्रतिमा



बांबू फ्लोअरिंग तांत्रिक डेटा
| १) साहित्य: | 100% कच्चा बांबू |
| २) रंग: | स्ट्रँड विणलेले |
| 3) आकार: | 1840*126*14 मिमी/ 960*96*15 मिमी |
| ४) आर्द्रता : | ८%-१२% |
| 5) फॉर्मल्डिहाइड उत्सर्जन: | युरोपच्या E1 मानकापर्यंत |
| ६) वार्निश: | ट्रेफर्ट |
| 7) गोंद: | डायनिया |
| 8) चकचकीतपणा: | मॅट, सेमी ग्लॉस |
| 9) संयुक्त: | Tongue & Groove (T&G) क्लिक;युनिलिन + ड्रॉप क्लिक |
| 10) पुरवठा क्षमता: | 110,000m2 / महिना |
| 11) प्रमाणपत्र: | CE प्रमाणन , ISO 9001:2008, ISO 14001:2004 |
| 12) पॅकिंग: | पुठ्ठा बॉक्ससह प्लास्टिक चित्रपट |
| 13) वितरण वेळ: | आगाऊ पेमेंट मिळाल्यानंतर 25 दिवसांच्या आत |
सिस्टम उपलब्ध वर क्लिक करा
A: T&G क्लिक

T&G लॉक बांबू-बांबू फ्लोरिनिग

बांबू T&G -बांबू फ्लोरिनिग
बी: ड्रॉप (लहान बाजू) + युनिलिन क्लिक (लांबी बाजू)

बांबू फ्लोरिनिग टाका

युनिलिन बांबू फ्लोरिनिग
बांबू फ्लोअरिंग पॅकेज यादी
| प्रकार | आकार | पॅकेज | NO पॅलेट/20FCL | पॅलेट/20FCL | बॉक्सचा आकार | GW | NW |
| कार्बनयुक्त बांबू | 1020*130*15mm | 20pcs/ctn | 660 ctns/1750.32 चौ.मी | 10 plt, 52ctns/plt,520ctns/1379.04 sqms | 1040*280*165 | 28 किलो | 27 किलो |
| 1020*130*17 मिमी | 18pcs/ctn | 640 ctns/1575.29 चौ.मी | 10 plt, 52ctns/plt,520ctns/1241.14 sqms | 1040*280*165 | 28 किलो | 27 किलो | |
| 960*96*15 मिमी | 27pcs/ctn | 710 ctns/ 1766.71 चौ.मी | 9 plt, 56ctns/plt,504ctns/1254.10 sqms | 980*305*145 | 26 किलो | 25 किलो | |
| 960*96*10mm | 39pcs/ctn | 710 ctns/ 2551.91 चौ.मी | 9 plt, 56ctns/plt,504ctns/1810.57 sqms | 980*305*145 | 25 किलो | 24 किलो | |
| स्ट्रँड विणलेला बांबू | 1850*125*14 मिमी | 8pcs/ctn | ६७२ सीटीएन, १२४३.२ चौ.मी | 970*285*175 | 29 किलो | 28 किलो | |
| 960*96*15 मिमी | 24pcs/ctn | ५६० सीटीएन, १२३८.६३ चौ.मी | 980*305*145 | 26 किलो | 25 किलो | ||
| 950*136*17 मिमी | 18pcs/ctn | 672ctn, 1562.80sqm | 970*285*175 | 29 किलो | 28 किलो |
पॅकेजिंग
Dege ब्रँड पॅकेजिंग



सामान्य पॅकेजिंग




वाहतूक

उत्पादन प्रक्रिया
अर्ज














 बांबू फ्लोअर कसे स्थापित केले जाते (तपशीलवार आवृत्ती)
बांबू फ्लोअर कसे स्थापित केले जाते (तपशीलवार आवृत्ती)
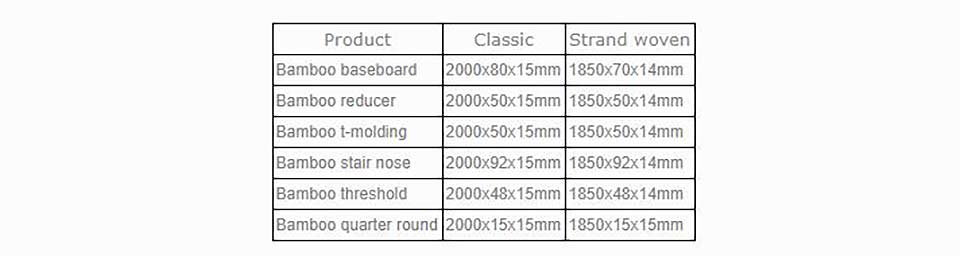
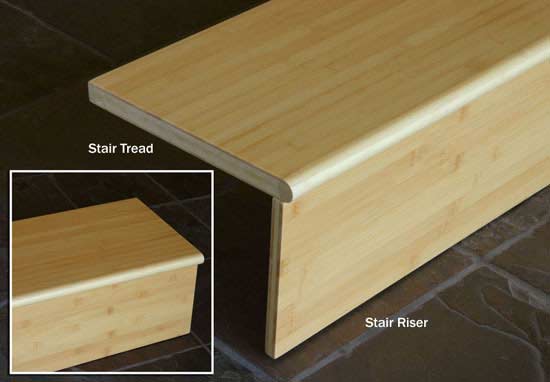
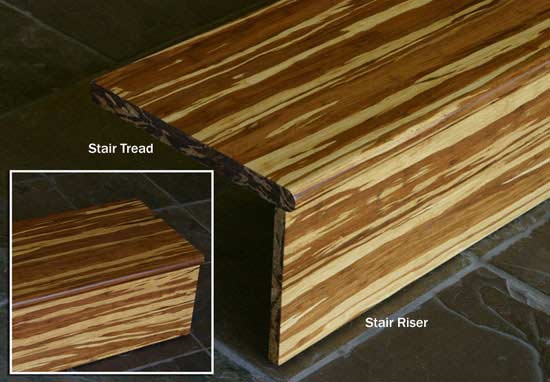
जिना स्लॅब





सामान्य बांबू मजल्यावरील उपकरणे








जड बांबू फ्लोअरिंग अॅक्सेसरीज







| वैशिष्ट्यपूर्ण | मूल्य | चाचणी |
| घनता: | +/- 1030 kg/m3 | EN 14342:2005 + A1:2008 |
| ब्रिनेल कडकपणा: | 9.5 kg/mm² | EN-1534:2010 |
| आर्द्रतेचा अंश: | 23°C वर 8.3% आणि सापेक्ष आर्द्रता 50% | EN-1534:2010 |
| उत्सर्जन वर्ग: | वर्ग E1 (LT 0,124 mg/m3, EN 717-1) | EN 717-1 |
| विभेदक सूज: | ओलावा सामग्रीमध्ये 0.17% प्रो 1% बदल | EN 14341:2005 |
| घर्षण प्रतिकार: | 16'000 वळणे | EN-14354 (12/16) |
| संकुचितता: | 2930 kN/cm2 | EN-ISO 2409 |
| प्रभाव प्रतिकार: | 6 मिमी | EN-14354 |
| अग्नि गुणधर्म: | क्लास Cfl-s1 (EN 13501-1) | EN 13501-1 |





