




Видео

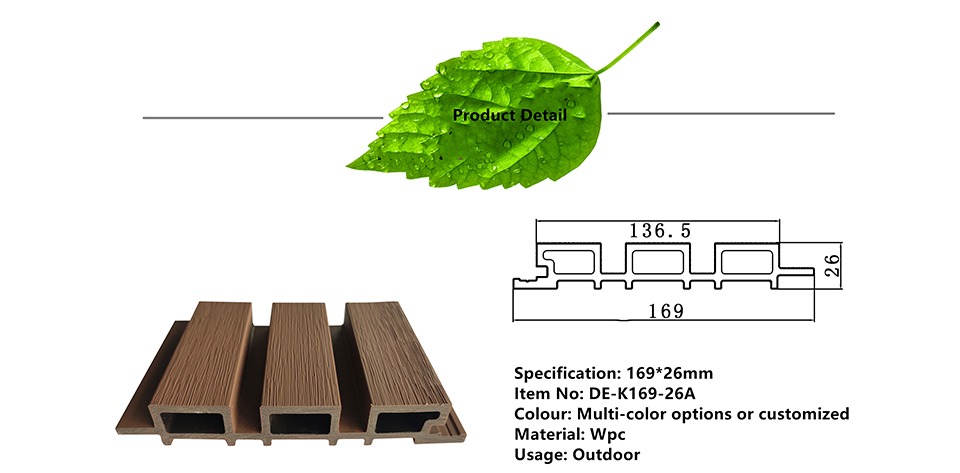
Дэлгэрэнгүй зураг
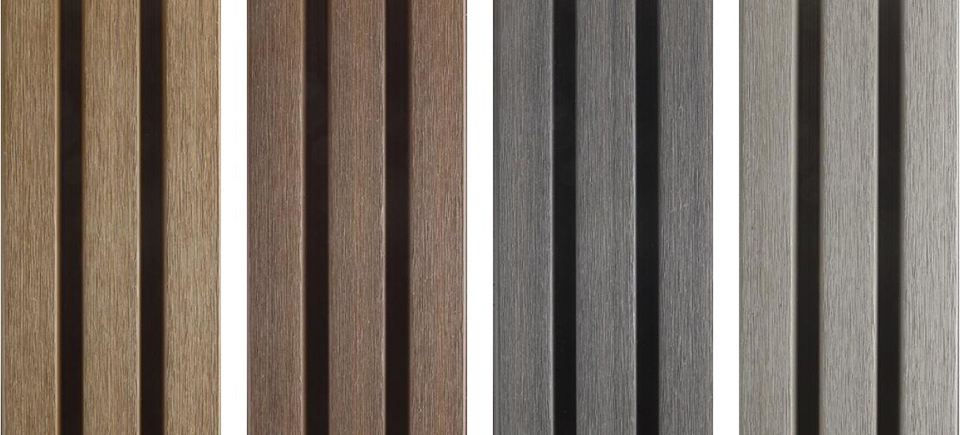

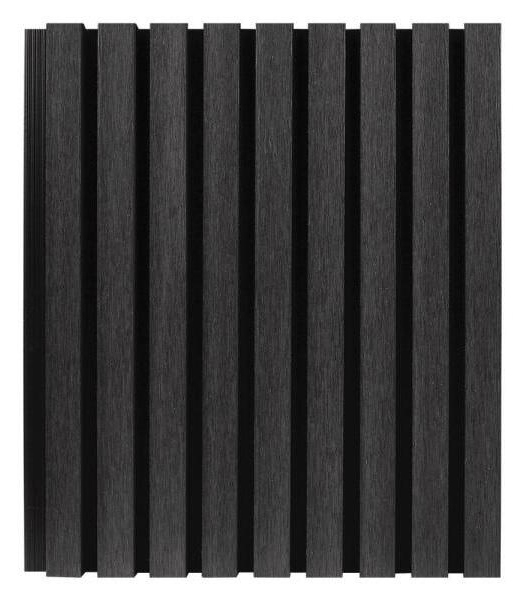
Өнгөт дэлгэц

Урт наслалт
Засвар үйлчилгээ бага
Хугаралт, хугарал байхгүй
Халтиргаагүй алхах гадаргуу
Зураас тэсвэртэй
Толбо тэсвэртэй
Усны хамгаалалт
15 жилийн баталгаат хугацаа
95% дахин боловсруулсан мод, хуванцар
Нянгийн эсрэг үйлчилгээтэй
Галд тэсвэртэй
Хялбар суурилуулалт
Параметр
| Брэнд | ДЭГЭ |
| Нэр | WPC ханын бүрээс |
| Зүйл | ХИЙХ |
| Стандарт хэмжээ | |
| WPC бүрэлдэхүүн хэсэг | 30% HDPE+60% модон эслэг + 10% нэмэлт |
| Дагалдах хэрэгсэл | Патентлагдсан клип хийхэд хялбар систем |
| Хүргэгдэх хугацаа | Нэг 20'фут саванд 20-25 хоног зарцуулна |
| Төлбөр | 30% хадгалуулсан, үлдсэнийг нь хүргэхээс өмнө төлнө |
| Засвар үйлчилгээ | Үнэгүй засвар үйлчилгээ |
| Дахин боловсруулах | 100% дахин боловсруулах боломжтой |
| Багц | Тавиур эсвэл бөөнөөр савлах |
Гадаргууг ашиглах боломжтой


Чанарын тест



Wpc ханын хавтан үйлдвэрлэх үйл явц

A. PE хуванцар мод нь одоогоор дэлхийн хамгийн өргөн хэрэглэгддэг хуванцар модны төрөл буюу манай WPC CADDING, WPC FNCING.Юуны өмнө PE хуванцар модон бүтээгдэхүүний түүхий эдийг ойлгоцгооё.Үндсэн түүхий эд нь PE хуванцар, улиас модны нунтаг юм., Тонер, хэт ягаан туяаны эсрэг шингээгч, нийцүүлэгч.
1. PE хуванцар: Өртөг болон хайлуулах HDPE-ийн иж бүрэн харьцуулалт нь хамгийн сайн сонголт бөгөөд зах зээл дээрх хуванцар мод нь үндсэн түүхий эд болгон дахин боловсруулсан материалыг ашигладаг бөгөөд энэ нь цагаан өнгийн бохирдлыг бууруулж, бидний хүрээлэн буй орчныг эрүүл, байгаль орчинд ээлтэй болгодог."Дахин боловсруулсан" гэж бас дахин боловсруулсан хуванцар материал гэж нэрлэдэг.Тодорхой боловсруулалтын явцад дахин ашиглах боломжтой бүх үйлдвэрийн дахин боловсруулах хуванцарыг дахин боловсруулсан хуванцар гэж нэрлэдэг;дахин боловсруулсан материалыг тусгай зэрэглэлийн дахин боловсруулсан материал, нэгдүгээр зэрэглэлийн дахин боловсруулсан материал гэх мэт олон зэрэгт хуваадаг., Хоёрдогч дахин боловсруулалт, гуравдагч дахин боловсруулалт, тэр ч байтугай хог хаягдлыг шууд утгаар нь ойлгоход хялбар, агуулга өндөр байх тусам хуванцар дахь хольцын агууламж бага, хог нь байгалийн хольцын агууламж ихтэй, түүхий эдийг шууд сонгох боломжтой. хуванцар модыг сонгоход нөлөөлдөг Хуванцар модон материал нь модны нунтагыг хуванцараар ороосон төлөв тул хуванцар дахь хольц ихтэй, хуванцарын эзлэх хувь бага байвал угаасаа нунтаг модыг сайн боож чадахгүй. .
2. Модны гурил: Хуванцар модонд модны гурил, хуванцарыг төгс хослуулахын тулд хуванцар материалд төдийгүй модны гурилд хатуу шаардлага тавьдаг: ижил жинтэй модны гурил нарийн байх тусам гадаргуугийн талбай том болно. нунтагаас.Шаардлагатай хуванцарын эзлэх хувь өндөр байх тусам;эсрэгээр, модны нунтаг нунтаг том байх тусам нунтаг гадаргуугийн талбай бага байх ба хуванцар хайлуулах явцад шаардагдах хуванцарын эзлэх хувь бага байх болно.Олон жилийн туршилтын үр дүнд улиас модны нунтаг нь хамгийн сайн модны нунтаг нунтаг бөгөөд нунтаг ширхэгийн хэмжээ нь 80-100 торон зузаантай хамгийн сайн;нунтаг нь хэтэрхий нарийн, боловсруулалтын өртөг өндөр, хуванцар найрлага нь илүү их зүйл шаарддаг бөгөөд өртөг нь өндөр боловч цутгасан хуванцар модон бүтээгдэхүүн нь хэт өндөр уян хатан чанартай;нунтаг нь хэтэрхий барзгар бол боловсруулах зардал бага, хуванцар найрлагад тавигдах шаардлага бага боловч цутгасан хуванцар модон бүтээгдэхүүн нь хайлуулах чадвар муутай, хэврэг, хагарахад хялбар байдаг.
3. Туслах материал: Хорны гол үүрэг нь хуванцар модон материалын өнгөнд тааруулах явдал юм.Одоогийн байдлаар PE хуванцар модны гол хэрэглээ нь органик бус өнгөт нунтаг юм.Гадаа ашиглахад бүдгэрэхээс хамгаалах илүү сайн үзүүлэлттэй бөгөөд энэ нь доторх PVC экологийн модонд ашигладаг органик өнгөөр ялгаатай.Нунтаг, органик хорны өнгө нь илүү тод, тод өнгөтэй.Хэт ягаан туяаны эсрэг шингээгчийн гол үүрэг нь хуванцар модны хэт ягаан туяаг эсэргүүцэх чадварыг сайжруулж, хөгшрөлтийн эсрэг үйл ажиллагааг сайжруулахад оршино.Compatibilizer нь модны гурил болон давирхайг хооронд нь нийцүүлэх нэмэлт бодис юм.
B. Хуванцар модны түүхий эдийг товчхон ойлгох, дараагийн алхам бол үрлэн нунтаглах явдал юм.Дээрх түүхий эдээр тодорхой харьцаагаар хольж, хуванцар модон үрэлийг өндөр температурт хайлуулж хатаах замаар шахаж, савлаж хэрэглэх.Үрлэн нунтаглах төхөөрөмжийн үндсэн үүрэг нь модны нунтаг ба хуванцарыг хуванцаржуулахын өмнөх процессыг хэрэгжүүлэх, хайлах нөхцөлд биомасс нунтаг материал болон PE хуванцарыг жигд холих, хуванцар модон материал үйлдвэрлэх урьдчилсан боловсруулалт хийх явдал юм.Мод-хуванцар хайлмалын урсац муутай тул мод-хуванцар материалын үрлэн нунтаглагч болон хуванцар үрэлжүүлэгчийн загвар нь яг адилхан биш юм.Төрөл бүрийн хуванцаруудын хувьд үрэлжүүлэгчийн загвар нь өөр өөр байдаг.Полиэтиленд ихэвчлэн ашигладаг үрэлжүүлэгч нь ихэвчлэн конус хэлбэрийн хос шурагтай экструдер ашигладаг, учир нь полиэтилен нь халуунд мэдрэмтгий давирхай бөгөөд конус хэлбэрийн хос шурагтай экструдер нь хүчтэй зүсэх хүчтэй бөгөөд шурагны урт нь харьцангуй параллель байдаг.Хос шурагтай экструдер нь богино бөгөөд энэ нь баррель дахь материалын оршин суух хугацааг багасгадаг.Шургийн гаднах диаметр нь томоос жижиг хүртэл конус хэлбэртэй байдаг тул шахалтын харьцаа нь нэлээд том бөгөөд материалыг торхонд илүү бүрэн, жигд хуванцаржуулж болно.
C. Үрлэн нунтагласны дараа шахалтын шатанд орно.Цутгахаас өмнө хэд хэдэн бэлтгэл ажлыг хийх шаардлагатай.
1. Үйлдвэрлэсэн хуванцар модыг бохирдуулахгүйн тулд бункерт ямар ч хольц, бусад өнгөт тоосонцор үлдэхгүй байхыг анхаарна уу;
2. Экструдерын вакуум төхөөрөмж саадгүй байгаа эсэхийг шалгаж, вакуум зэрэг нь -0.08мпа-аас багагүй байна.Вакуум торх хэвийн бол нэг ээлжинд хоёр удаа цэвэрлэж байх ёстой.Яндангийн нүхийг металл багажаар цэвэрлэхгүй байх, торхны яндангийн нүхэнд байгаа бохирдлыг хуванцар болон модон саваагаар цэвэрлэх;
3. Бункер нь металл шүүлтүүрээр тоноглогдсон эсэхийг шалгана.Металлаар шүүж, тоосонцор дотор холилдсон металлын хольцыг зайлуулж, төхөөрөмжийн дотор талын металлын хольцын элэгдлийг багасгаж, цутгасан хуванцар-модон профилын төгс хайлалтыг хангана.
4. Хөргөх усны систем хэвийн ажиллаж байгаа эсэх.Төгс хөргөлтийн усны систем нь хуванцар модыг шахсны дараа хөргөхөд шаардлагатай төхөөрөмж юм.Хөргөлтийн эмчилгээг цаг тухайд нь хийснээр хуванцар-модон профилын сайн хэлбэрийг баталгаажуулж чадна.
5. Хуванцар модон хэвийг суурилуулах, үйлдвэрлэх профилын дагуу зориулалтын хэвийг суурилуулах.
6. Пневматик зүсэгч машин болон бусад шураг эд ангиуд хэвийн ажиллаж чадах эсэхийг шалгана.
D. Шинээр шахагдсан хуванцар-модны профилын температур харьцангуй өндөр бөгөөд үүнийг гараар тэгш газар байрлуулах шаардлагатай.Профайлыг бүрэн хөргөсний дараа боловсруулж, савлана.Хэдийгээр энэ алхам нь энгийн боловч маш чухал юм.Хэрэв үйлдвэр эдгээр нарийн ширийн зүйлийг үл тоомсорловол үйлдвэрийн материал ихэвчлэн согогтой байдаг.Дараа нь нунтаглах, боловсруулсны дараа тэгш бус хуванцар мод нь бүтээгдэхүүний дээд ба доод гадаргуугийн өөр өөр зузаантай болоход хүргэдэг.Үүнээс гадна тэгш бус профиль нь барилгын ажилд тодорхой хүндрэл учруулж, ландшафтын нөлөөнд нөлөөлнө.
E. Үйлчлүүлэгчдийн хэрэгцээ шаардлагад нийцүүлэн хуванцар модон профилийг боловсруулна:
1. Нунтаглах эмчилгээ нь хуванцар модон профилийг шахах үед үүссэн хуванцар арьсны давхаргыг арилгах бөгөөд ингэснээр хуванцар модон профиль нь үйлдвэрт суурилуулсан үед элэгдэлд тэсвэртэй байх болно.
2. Товойлгон боловсруулах: Профайлын гадаргууг өнгөлсөний дараа хуванцар модыг товойлгон хуванцар модон профилын гадаргуу дээр мод шиг нөлөө үзүүлдэг.
3. Зүсэх, зүсэх боловсруулалт, хэрэглэгчийн хэрэгцээнд нийцүүлэн тохируулсан хэмжээ, зүсэх хэрэгцээ гэх мэт бүтээгдэхүүн.
4. Дээрх боловсруулалт дууссаны дараа хамгийн сүүлийн алхам бол бүтээгдэхүүнийг савлах явдал юм.Бүтээгдэхүүний боломжийн сав баглаа боодол нь хүргэлтийн явцад бүтээгдэхүүний учруулсан хохирлыг багасгах боломжтой.

Инженерийн тохиолдол






Инженерийн тохиолдол 2
















Эхлээд:эхлээд давирхайг суулгана уу, Keel нь мод эсвэл Wpc байж болно
Хоёрдугаарт:гадаа ханын самбарыг төмөр тэврэлтээр бэхлэх
Гуравдугаарт:металл тэврэлт болон осгийг агаарын хадаастай буу эсвэл эрэг шургаар бэхлэнэ
Дөрөвдүгээрт:Дараагийн гадаа wpc ханын хавтанг дээд ханын хавтангийн түгжээнд оруулсны дараа агаарын хадаастай буу эсвэл эрэг ашиглан металл тэврэлт болон бэхэлгээг тооцоолно уу.
Тавдугаарт:дөрөв дэх алхамыг давт
Зургаа дахь:ханын хавтанг суурилуулж дууссаны дараа эргэн тойронд L ирмэгийн тууз нэмнэ
| Нягт | 1.33г/м3 (Стандарт: ASTM D792-13 B арга) |
| Суналтын бат бэх | 24.5 МПа (Стандарт: ASTM D638-14) |
| Гулзайлтын хүч | 34.5Mp (Стандарт: ASTM D790-10) |
| Гулзайлтын модуль | 3565Mp (Стандарт: ASTM D790-10) |
| Цохилтын хүч | 84J/m (Стандарт: ASTM D4812-11) |
| Эргийн хатуулаг | D71 (Стандарт: ASTM D2240-05) |
| Усны шингээлт | 0.65%(Стандарт: ASTM D570-98) |
| Дулааны тэлэлт | 33.25×10-6 (Стандарт: ASTM D696 – 08) |
| Хальтиралд тэсвэртэй | R11 (Стандарт: DIN 51130:2014) |





