


എന്താണ് SPC VINYL FLOORING?
SPC VINYL FLOORING എന്നത് 3D പ്രിന്റിംഗിന് സമാനമായ ഒരു പുതിയ തരം സാങ്കേതികവിദ്യയാണ്.പിവിസി വിനൈൽ ഫ്ലോറിംഗ് പ്രോസസ്സിംഗിൽ എക്സ്ട്രൂഷൻ മോൾഡിംഗിനെ എക്സ്ട്രൂഷൻ മോൾഡിംഗ് എന്നും വിളിക്കുന്നു.മെറ്റീരിയൽ എക്സ്ട്രൂഡർ ബാരലിനും സ്ക്രൂവിനും ഇടയിലുള്ള പ്രവർത്തനത്തിലൂടെ കടന്നുപോകുന്നു, ചൂടിൽ പ്ലാസ്റ്റിക്ക് ചെയ്യപ്പെടുമ്പോൾ, സ്ക്രൂ ഉപയോഗിച്ച് മുന്നോട്ട് തള്ളുമ്പോൾ, ഡൈ ഹെഡ് ഗ്രൈൻഡിംഗ് ടൂളിലൂടെ തുടർച്ചയായി കടന്നുപോകുമ്പോൾ ക്രോസ്-സെക്ഷൻ പ്രോസസ്സ് ചെയ്യുന്നതിനുള്ള ഓരോ എ രീതിയും ഉണ്ടാക്കുന്നു. ഉൽപ്പന്നങ്ങൾ അല്ലെങ്കിൽ അർദ്ധ ഉൽപ്പന്നങ്ങൾ.എക്സ്ട്രൂഷൻ മോൾഡിംഗ് പ്രക്രിയയിൽ പ്രധാനമായും ഭക്ഷണം, ഉരുകൽ, പ്ലാസ്റ്റിക് ചെയ്യൽ, എക്സ്ട്രൂഷൻ മോൾഡിംഗ്, ഷേപ്പിംഗ്, കൂളിംഗ് എന്നിവ ഉൾപ്പെടുന്നു.
100 വർഷങ്ങൾക്ക് മുമ്പ്, ഇത്തരത്തിലുള്ള എക്സ്ട്രൂഷൻ മോൾഡിംഗ് ഇതിനകം പ്രത്യക്ഷപ്പെട്ടു.പ്രാരംഭ ഘട്ടത്തിൽ, പൈപ്പുകൾ, ഷീറ്റുകൾ, പ്രൊഫൈലുകൾ, വയറുകൾ തുടങ്ങിയ തുടർച്ചയായ ഉൽപ്പന്നങ്ങളുടെ വിവിധ രൂപങ്ങളുടെ ഉത്പാദനത്തിനായി ഇത് പ്രധാനമായും ഉപയോഗിച്ചിരുന്നു.SPC VINYL FLOOR-ൽ ഉപയോഗിക്കുന്ന 21-ാം നൂറ്റാണ്ടിലേക്ക് പ്രവേശിക്കുന്നു.SPC FLOORING നിർമ്മാതാക്കളുടെ ആദ്യ ബാച്ച് എന്ന നിലയിൽ, DEGE ന് സമ്പന്നമായ ഉൽപ്പാദന പരിചയവും ചെലവ് നിയന്ത്രണവുമുണ്ട്.
എക്സ്ട്രൂഷൻ സ്പിസി ഫ്ലോറിംഗിന്റെ ഉൽപ്പാദനം കാര്യക്ഷമവും തുടർച്ചയായതും കുറഞ്ഞ ചെലവും വൈഡ്-അഡാപ്റ്റഡ് മോൾഡിംഗ് പ്രോസസ്സിംഗ് രീതിയുമാണ്.
എക്സ്ട്രൂഷൻ പ്രക്രിയയെ രണ്ട് ഘട്ടങ്ങളായി തിരിക്കാം:
ആദ്യ ഘട്ടം ഖര പ്ലാസ്റ്റിക്കിനെ പ്ലാസ്റ്റിക്കാക്കി അതിനെ SPC ഷീറ്റിന്റെ ഡൈയിലൂടെ മർദ്ദത്തിൽ കടത്തിവിട്ട് ഡൈയുടെ ആകൃതിക്ക് സമാനമായ ഒരു ഭാഗമുള്ള ഒരു തുടർച്ചയായി മാറുന്നു;
കളർ ഫിലിമും ആന്റി-ഫ്രക്ഷൻ ലെയറും സംയോജിപ്പിക്കുമ്പോൾ, എക്സ്ട്രൂഡഡ് തുടർച്ചയായി അതിന്റെ പ്ലാസ്റ്റിക് അവസ്ഥ നഷ്ടപ്പെട്ട് സോളിഡ് ആക്കുന്നതിന് ഉചിതമായ രീതി ഉപയോഗിക്കുക എന്നതാണ് രണ്ടാമത്തെ ഘട്ടം.
SPC VINYL FLOORING ഉൽപ്പാദന നേട്ടങ്ങൾ എന്താണ്?
(1) തുടർച്ചയായ ഉൽപ്പാദനം, ഏത് നീളത്തിലും കനത്തിലുമുള്ള നിലകൾ നിർമ്മിക്കാൻ കഴിയും.
(2) ഉയർന്ന ഉൽപ്പാദനക്ഷമത, പ്രതിദിനം ഏകദേശം 24 ടൺ.
(3) വിശാലമായ ആപ്ലിക്കേഷൻ ശ്രേണി, നിർമ്മാണ വ്യവസായം, പെട്രോകെമിക്കൽ വ്യവസായം, മെഷിനറി നിർമ്മാണം, മെഡിക്കൽ ഉപകരണങ്ങൾ, ഓട്ടോമൊബൈൽ, ഇലക്ട്രോണിക്സ്, എയ്റോസ്പേസ്, മറ്റ് വ്യവസായങ്ങൾ.
(4) ഒരു മെഷീന് ഒന്നിലധികം ഫംഗ്ഷനുകളുണ്ട്, കൂടാതെ ഉരച്ചിലുകൾ മാറ്റുന്നിടത്തോളം ഒരു യന്ത്രത്തിന് ഏതെങ്കിലും എക്സ്ട്രൂഡ് ഉൽപ്പന്നങ്ങൾ നിർമ്മിക്കാൻ കഴിയും.
(5) ലളിതമായ ഉപകരണങ്ങൾ, ലളിതമായ പ്രവർത്തനവും പരിപാലനവും.
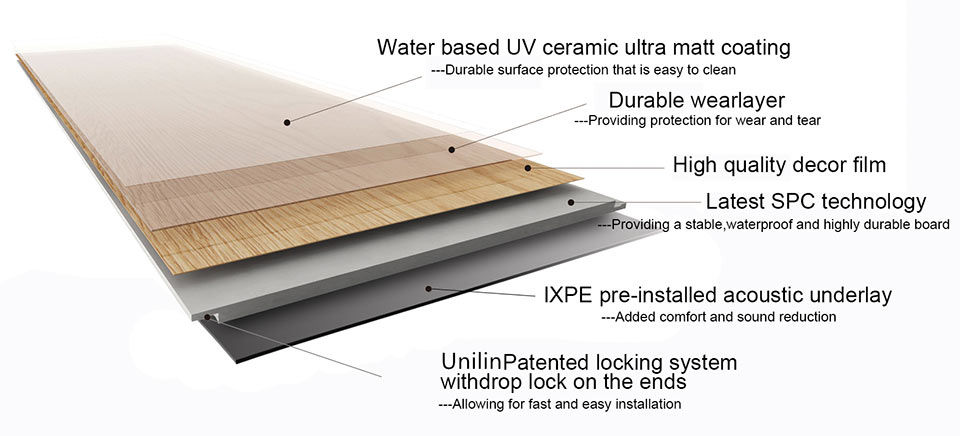
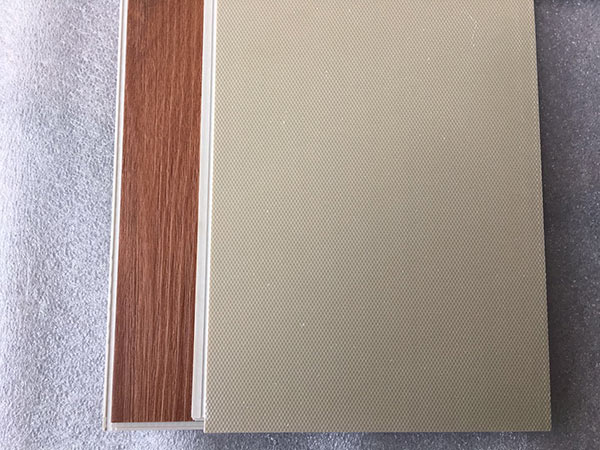
ഘടന










സ്പെസിഫിക്കേഷൻ
| എസ്.പി.സിഫ്ലോറിംഗ് സ്പെസിഫിക്കേഷൻ | |
| നിറം | 3732-1 |
| അളവ് | 1800*228*5mm+2mm ixpe |
| കനം (ഓപ്ഷണൽ) | 3.8 എംഎം, 4 എംഎം, 4.2 എംഎം, 5 എംഎം, 5.5 എംഎം, 6 എംഎം |
| വെയർ ലെയർ (ഓപ്ഷണൽ) | 0.2mm, 0.3mm, 0.5mm |
| വലിപ്പം (നീളം* വീതി) (ഓപ്ഷണൽ) | 910*148mm, 1220*178mm, 1500*228mm, 1800*228mm, മുതലായവ. |
| ഉപരിതലം (ഓപ്ഷണൽ) | ക്രിസ്റ്റൽ, ലൈറ്റ്/ഡീപ് എംബോസ്ഡ്, റിയൽ വുഡ്, ഹാൻഡ്സ്ക്രാപ്പ് |
| കോർ മെറ്ററി (ഓപ്ഷണൽ) | 100% കന്യക മെറ്റീരിയൽ |
| സിസ്റ്റം ക്ലിക്ക് ചെയ്യുക (ഓപ്ഷണൽ) | യൂണിലിൻ ക്ലിക്ക്, വാലിംഗ് ലോക്ക്, ഡ്രോപ്പ് ലോക്ക് (I4F) |
| പ്രത്യേക ചികിത്സ (ഓപ്ഷണൽ) | വി-ഗ്രൂവ്, സൗണ്ട് പ്രൂഫ് EVA/IXPE |
| ഇൻസ്റ്റലേഷൻ രീതി | ഫ്ലോട്ടിംഗ് |
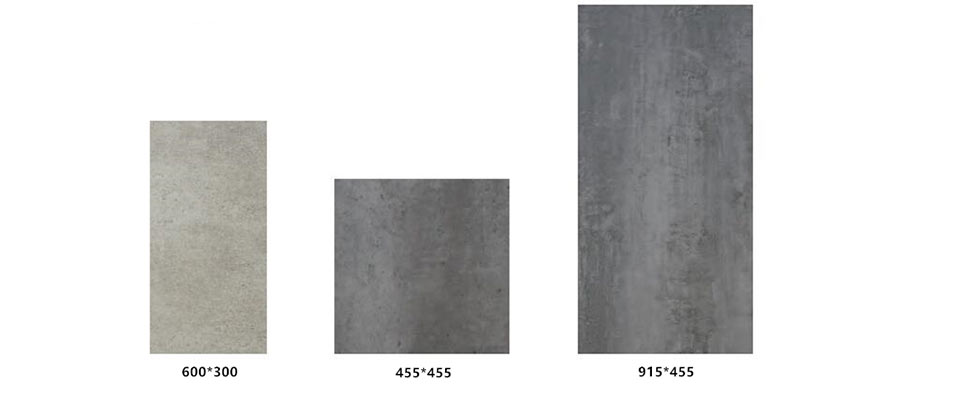
വലിപ്പം
A. Spc ഫ്ലോറിംഗ് പ്ലാങ്ക്

B. Spc ഫ്ലോറിംഗ് ടൈൽ
SPC ഫ്ലോറിംഗ് ബാക്കിംഗ്

IXPE ബാക്കിംഗ്
പ്ലെയിൻ EVA ബാക്കിംഗ്
ഫിനിഷ് തരങ്ങൾ
പരവതാനി ഉപരിതലം
ക്രിസ്റ്റൽ ഉപരിതലം

ആഴത്തിലുള്ള എംബോസ്ഡ് ഉപരിതലം

ഹാൻഡ്സ്ക്രാപ്പ് ചെയ്ത Spc ഫ്ലോറിംഗ്
തുകൽ ഉപരിതലം

ലൈറ്റ് എംബോസ്ഡ്
മാർബിൾ ഉപരിതലം

റിയൽ വുഡ്
ബെവെൽഡ് എഡ്ജ് തരങ്ങൾ

മൈക്രോ വി-ഗ്രൂവ് ബെവെൽഡ്

വി ഗ്രോവ് പെയിന്റ് ചെയ്തു
100% വിർജിൻ എസ്പിസി ഫ്ലോറിംഗും റീസൈക്കിൾ ചെയ്ത എസ്പിസി ഫ്ലോറിംഗും തമ്മിലുള്ള വ്യത്യാസം എന്താണ്?

Spc ഫ്ലോറിംഗ് വാട്ടർപ്രൂഫ് ക്വാളിറ്റി ടെസ്റ്റ്
യൂണിലിൻ ക്ലിക്ക് ചെയ്യുക


യൂണിലിൻ ക്ലിക്ക് 1
യൂണിലിൻ ക്ലിക്ക് 2
SPC ഫ്ലോർ പാക്കിംഗ് ലിസ്റ്റ്
| SPC ഫ്ലോർ പാക്കിംഗ് ലിസ്റ്റ് | |||||||||
| വലിപ്പം | sqm/pc | കി.ഗ്രാം/ച.മീ | pcs/ctn | ചതുരശ്ര മീറ്റർ/സി.ടി.എൻ | ctn/pallet | പാലറ്റ്/20 അടി | ചതുരശ്ര മീറ്റർ/20 അടി | ctns/20ft | കാർഗോ ഭാരം/20 അടി |
| 910×148*3.8 മിമി | 0.13468 | 7.8 | 16 | 2.15488 | 63ctn/12pallet, 70ctn/12pallet | 24 | 3439.190 | 1596 | 27300 |
| 910×148*4mm | 0.13468 | 8.2 | 15 | 2.02020 | 63ctn/6pallet, 70ctn/18pallet | 24 | 3309.088 | 1638 | 27600 |
| 910*148*5മിമി | 0.13468 | 10.2 | 12 | 1.61616 | 70 | 24 | 2715.149 | 1680 | 28000 |
| 910*148*6 മിമി | 0.13468 | 12.2 | 10 | 1.34680 | 70 | 24 | 2262.624 | 1680 | 28000 |
| 1220*148*4എംഎം | 0.18056 | 8.2 | 12 | 2.16672 | 72ctn/10pallet, 78ctn/10pallet | 20 | 3250.080 | 1500 | 27100 |
| 1220*148*5മിമി | 0.18056 | 10.2 | 10 | 1.80560 | 72 | 20 | 2600.064 | 1440 | 27000 |
| 1220*148*6 മിമി | 0.18056 | 12.2 | 8 | 1.44448 | 78 | 20 | 2253.390 | 1560 | 27900 |
| 1220*178*4എംഎം | 0.21716 | 8.2 | 10 | 2.17160 | 75 | 20 | 3257.400 | 1500 | 27200 |
| 1220*178*5മിമി | 0.21716 | 10.2 | 8 | 1.73728 | 75 | 20 | 2605.920 | 1500 | 27000 |
| 1220*178*6 മിമി | 0.21716 | 12.2 | 7 | 1.52012 | 70ctn/10pallet, 75ctn/10pallet | 20 | 2204.174 | 1450 | 27300 |
| 600*135*4എംഎം | 0.0810 | 8.2 | 26 | 2.10600 | 72ctn/10pallet, 84ctn/10pallet | 20 | 3285.36 | 1560 | 27400 |
| 600*300*4എംഎം | 0.1800 | 8.2 | 12 | 2.16000 | 72ctn/6pallet, 78ctn/14pallet | 20 | 3291.84 | 1524 | 27400 |
| 1500*225*5mm+2mm IXPE | 0.3375 | 10.6 | 5 | 1.68750 | 64 | 21 | 2268 | 1344 | 24500 |
| 1800*225*5mm+1.5mm IXPE | 0.4050 | 10.5 | 5 | 2.025 | 64 | 18 | 2332.8 | 1152 | 24900 |
| അഭിപ്രായങ്ങൾ: വ്യത്യസ്ത പോർട്ടുകൾക്കായി കണ്ടെയ്നറിന്റെ പരിമിതമായ ഭാരം അനുസരിച്ച് ഓരോ കണ്ടെയ്നറിന്റെയും അളവ് ക്രമീകരിക്കാവുന്നതാണ്. | |||||||||
പ്രയോജനം

SPC ഫ്ലോർ ആന്റി-സ്ക്രാത്ത് ടെസ്റ്റ്

SPC ഫ്ലോർ ഫയർപ്രൂഫ് ടെസ്റ്റ്

SPC ഫ്ലോർ വാട്ടർപ്രൂഫ് ടെസ്റ്റ്
അപേക്ഷകൾ





ഓസ്ട്രേലിയയിലെ ബ്ലാക്ക്ബട്ട് എസ്പിസി ഫ്ലോറിംഗ് പ്രോജക്റ്റ് - 1



ഓസ്ട്രേലിയയിലെ സ്പോട്ടഡ് ഗം സ്പിസി ഫ്ലോറിംഗ് പ്രോജക്റ്റ് - 2






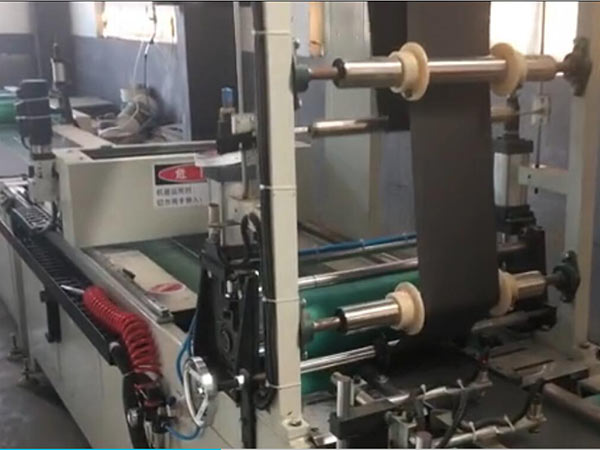
SPC ഫ്ലോർ പ്രൊട്ടക്ഷൻ പ്രോസസ്

1 വർക്ക്ഷോപ്പ്

4 SPC ആരോഗ്യ ബോർഡ്

7 SPC ക്ലിക്ക് മാക്കിംഗ് മെഷീൻ

10 വെയർഹൗസ്

2 SPC കോ എക്സ്ട്രൂഷൻ മെഷീൻ

5 SPC ക്വാളിറ്റി ടെസ്റ്റ്
8 നുരയെ ചേർക്കുന്ന മെഷീൻ

11 ലോഡ് ചെയ്യുന്നു

3 യുവി മെഷീൻ

6 SPC കട്ടിംഗ് മെഷീൻ/strong>

9 ലബോറട്ടറി









 എ. Spc ഫ്ലോറിംഗ് ഇൻസ്റ്റലേഷൻ ഡ്രോപ്പ് ക്ലിക്ക് ചെയ്യുക
എ. Spc ഫ്ലോറിംഗ് ഇൻസ്റ്റലേഷൻ ഡ്രോപ്പ് ക്ലിക്ക് ചെയ്യുക
B. Unilin ക്ലിക്ക് Spc ഫ്ലോറിംഗ് ഇൻസ്റ്റലേഷൻ
SPC ഫ്ലോറിംഗ് ഇൻസ്റ്റലേഷൻ രീതി
1. ആദ്യം, ഫ്ലോറിംഗ് എങ്ങനെ പ്രവർത്തിക്കണമെന്ന് നിർണ്ണയിക്കുക.സാധാരണയായി പ്ലാങ്ക് ഉൽപ്പന്നങ്ങൾക്ക്, ഫ്ലോറിംഗ് മുറിയുടെ നീളത്തിൽ പ്രവർത്തിക്കുന്നു.എല്ലാം മുൻഗണനാ വിഷയമായതിനാൽ ഒഴിവാക്കലുകൾ ഉണ്ടാകാം.
2. ചുവരുകൾ/വാതിലുകൾക്ക് സമീപം വീതികുറഞ്ഞ പലകകളുടെ വീതിയോ ചെറിയ പലകകളുടെ നീളമോ ഒഴിവാക്കാൻ, മുൻകൂട്ടി ആസൂത്രണം ചെയ്യേണ്ടത് പ്രധാനമാണ്.മുറിയുടെ വീതി ഉപയോഗിച്ച്, ഏരിയയിൽ എത്ര മുഴുവൻ ബോർഡുകൾ യോജിക്കുമെന്നും ഭാഗിക പലകകളാൽ മൂടേണ്ട സ്ഥലം എത്രയാണെന്നും കണക്കാക്കുക.ഭാഗിക പലകകളുടെ വീതി കണക്കാക്കാൻ ശേഷിക്കുന്ന സ്ഥലം രണ്ടായി വിഭജിക്കുക.നീളത്തിലും ഇത് ചെയ്യുക.
3. പലകകളുടെ ആദ്യ വരി വീതിയിൽ ട്രിം ചെയ്യേണ്ട ആവശ്യമില്ലെന്നത് ശ്രദ്ധിക്കുക, പിന്തുണയ്ക്കാത്ത നാവ് മുറിച്ചുമാറ്റേണ്ടത് ആവശ്യമാണ്, അങ്ങനെ വൃത്തിയുള്ളതും കട്ടിയുള്ളതുമായ അഗ്രം മതിലിന് നേരെയാണ്.
4. ഇൻസ്റ്റലേഷൻ സമയത്ത് 8 എംഎം വിപുലീകരണ വിടവുകൾ ചുവരിൽ നിന്ന് സൂക്ഷിക്കണം.ഇത് പലകകളുടെ സ്വാഭാവിക വികാസ വിടവുകളും സങ്കോചവും ഇടം അനുവദിക്കും.
5. പലകകൾ വലത്തുനിന്ന് ഇടത്തോട്ട് ഇൻസ്റ്റാൾ ചെയ്യണം.മുറിയുടെ മുകളിൽ വലത് കോണിൽ നിന്ന്, ആദ്യത്തെ പ്ലാങ്ക് സ്ഥാപിക്കുക, അങ്ങനെ തലയും വശത്തെ സീം ഗ്രോവുകളും തുറന്നുകാട്ടപ്പെടും.
6. ആദ്യത്തെ പലകയുടെ നീളമുള്ള വശത്തെ ഗ്രോവിലേക്ക് ചെറിയ വശത്തെ നാവ് ആംഗിൾ ചെയ്തുകൊണ്ട് ആദ്യ വരിയിൽ രണ്ടാമത്തെ പ്ലാങ്ക് ഇൻസ്റ്റാൾ ചെയ്യുക.
7. രണ്ടാമത്തെ വരി ആരംഭിക്കുന്നതിന്, ആദ്യ വരിയിലെ പ്ലാങ്കിന്റെ ഗ്രോവിലേക്ക് നീളമുള്ള വശത്തെ നാവ് തിരുകിക്കൊണ്ട് ആദ്യത്തെ പലകയേക്കാൾ 152.4 മില്ലിമീറ്ററെങ്കിലും ചെറുതായ ഒരു പലക മുറിക്കുക.
8. മുമ്പ് ഇൻസ്റ്റാൾ ചെയ്ത ആദ്യത്തെ പ്ലാങ്ക് ലോംഗ് സൈഡ് ഗ്രോവിലേക്ക് ഷോർട്ട് സൈഡ് നാവ് തിരുകിക്കൊണ്ട് രണ്ടാമത്തെ വരിയിൽ രണ്ടാമത്തെ പ്ലാങ്ക് ഇൻസ്റ്റാൾ ചെയ്യുക.
9. പ്ലാങ്ക് വിന്യസിക്കുക, അങ്ങനെ ചെറിയ വശത്തെ നാവിന്റെ അറ്റം ആദ്യ വരിയിൽ പ്ലാങ്കിന്റെ ഗ്രോവ് ലിപ്പിന് മുകളിൽ സ്ഥാപിച്ചിരിക്കുന്നു.
10. മൃദുലമായ ശക്തിയും 20-30 ഡിഗ്രി കോണിലും, നീളമുള്ള സൈഡ് സീമിലൂടെ സ്ലൈഡുചെയ്ത് അഡ്ജോണിംഗ് പ്ലാങ്കിന്റെ ഗ്രോവിലേക്ക് ഹ്രസ്വ വശത്തെ നാവ് തള്ളുക."സ്ലൈഡിംഗ്" പ്രവർത്തനത്തിന് അനുവദിക്കുന്നതിന് നിങ്ങൾ അതിന്റെ വലതുവശത്തേക്ക് ചെറുതായി ഉയർത്തേണ്ടതായി വരാം.
11. ശേഷിക്കുന്ന പലകകൾ അതേ സാങ്കേതികത ഉപയോഗിച്ച് മുറിയിൽ ഇൻസ്റ്റാൾ ചെയ്യാൻ കഴിയും.എല്ലാ നിശ്ചിത ലംബ ഭാഗങ്ങളിലും (മതിലുകൾ, വാതിലുകൾ, ക്യാബിനറ്റുകൾ മുതലായവ) ആവശ്യമായ വിപുലീകരണ വിടവുകൾ നിലനിർത്തുന്നുവെന്ന് ഉറപ്പാക്കുക.
12. പലകകൾ ഒരു യൂട്ടിലിറ്റി കത്തി ഉപയോഗിച്ച് എളുപ്പത്തിൽ മുറിക്കാം, പലകയുടെ മുകൾഭാഗം സ്കോർ ചെയ്ത് രണ്ടായി മുറിക്കുക.
എസ്പിസി ഫ്ലോറിംഗ് ഇൻസ്റ്റാളേഷൻ ഡിസൈൻ
| സ്വഭാവം | ടെസ്റ്റ് സ്പെസിഫിക്കേഷനും ഫലവും |
| വലുപ്പങ്ങൾ (ഇഞ്ചിൽ) | 6×36;6×48;7×48;8×48;9×48;12×24;12×48;12×36;18×36 |
| കനം | 3.8 എംഎം, 4.0 എംഎം, 4.5 എംഎം, 5.0 എംഎം, 5.5 എംഎം, 6.0 എംഎം |
| അറ്റാച്ച്മെന്റ് / ബാക്കിംഗ് | 1.5mm അല്ലെങ്കിൽ 2.0mm IXPE, EVA |
| ചതുരാകൃതി | ASTM F2055 - പാസുകൾ - പരമാവധി 0.010 ഇഞ്ച് |
| വലിപ്പവും സഹിഷ്ണുതയും | ASTM F2055 - പാസുകൾ - ഓരോ ലീനിയർ പാദത്തിലും +0.016 |
| കനം | ASTM F386 - പാസുകൾ - നാമമാത്രമായ +0.005 ഇഞ്ച്. |
| വഴക്കം | ASTM F137 - പാസുകൾ - ≤1.0 ഇഞ്ച്, വിള്ളലുകളോ ബ്രേക്കുകളോ ഇല്ല |
| ഡൈമൻഷണൽ സ്ഥിരത | ASTM F2199 – പാസുകൾ – ഓരോ ലീനിയർ പാദത്തിനും ≤ 0.024 ഇഞ്ച് |
| ഹെവി മെറ്റൽ സാന്നിധ്യം / അഭാവം | EN 71-3 C - സ്പെസിഫിക്കേഷൻ പാലിക്കുന്നു.(ലെഡ്, ആന്റിമണി, ആർസെനിക്, ബേരിയം, കാഡ്മിയം, ക്രോമിയം, മെർക്കുറി, സെലിനിയം) |
| സ്മോക്ക് ജനറേഷൻ റെസിസ്റ്റൻസ് | EN ISO 9239-1 (ക്രിട്ടിക്കൽ ഫ്ലക്സ്) ഫലങ്ങൾ 9.1 |
| സ്മോക്ക് ജനറേഷൻ റെസിസ്റ്റൻസ്, നോൺ-ഫ്ലേമിംഗ് മോഡ് | EN ISO |
| ജ്വലനം | ASTM E648- ക്ലാസ് 1 റേറ്റിംഗ് |
| ശേഷിക്കുന്ന ഇൻഡന്റേഷൻ | ASTM F1914 - പാസുകൾ - ശരാശരി 8% ൽ താഴെ |
| സ്റ്റാറ്റിക് ലോഡ് പരിധി | ASTM-F-970 1000psi കടന്നു |
| Wear Group pr-നുള്ള ആവശ്യകതകൾ | EN 660-1 കനം നഷ്ടം 0.30 |
| സ്ലിപ്പ് പ്രതിരോധം | ASTM D2047 – പാസുകൾ – > 0.6 വെറ്റ്, 0.6 ഡ്രൈ |
| വെളിച്ചത്തോടുള്ള പ്രതിരോധം | ASTM F1515 - പാസുകൾ - ∧E ≤ 8 |
| ചൂട് പ്രതിരോധം | ASTM F1514 - പാസുകൾ - ∧E ≤ 8 |
| ഇലക്ട്രിക്കൽ ബിഹേവിയർ (ESD) | EN 1815: 1997 23 C+1 C യിൽ പരീക്ഷിച്ചപ്പോൾ 2,0 kV |
| തറ ചൂടാക്കൽ | തറയിൽ ചൂടാക്കൽ സ്ഥാപിക്കുന്നതിന് അനുയോജ്യം. |
| ചൂട് എക്സ്പോഷർ ചെയ്തതിന് ശേഷം കേളിംഗ് | EN 434 < 2mm പാസ് |
| റീസൈക്കിൾ ചെയ്ത വിനൈൽ ഉള്ളടക്കം | ഏകദേശം 40% |
| പുനരുപയോഗക്ഷമത | റീസൈക്കിൾ ചെയ്യാം |
| ഉൽപ്പന്ന വാറന്റി | 10-വർഷ കൊമേഴ്സ്യൽ & 15-വർഷ റെസിഡൻഷ്യൽ |
| ഫ്ലോർസ്കോർ സാക്ഷ്യപ്പെടുത്തിയത് | അഭ്യർത്ഥന പ്രകാരം നൽകിയ സർട്ടിഫിക്കറ്റ് |
-

ബിഗ് പ്ലാങ്ക് 1800 ഹൈബ്രിഡ് എസ്പിസി ഫ്ലോറിംഗ് KBW1006
-

ഏറ്റവും പുതിയ ഡിസൈൻ ക്ലാസിക് OAK ഹൈബ്രിഡ് വാട്ടർപ്രൂഫ് ഫ്ലോ...
-

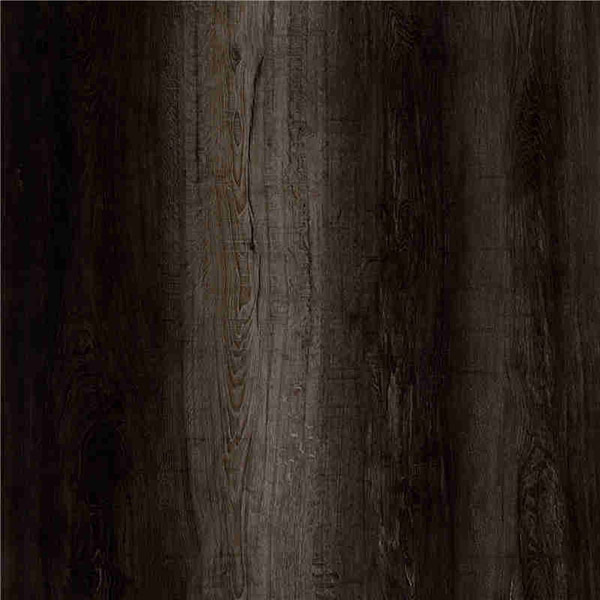
ഡാർക്ക് ഓക്ക് കോമ്പോസിറ്റ് വിനൈൽ പ്ലാങ്ക് ഫ്ലോറിംഗ്
-

1800*228*8എംഎം ഓക്ക് ഹൈബ്രിഡ് വിനൈൽ പ്ലാങ്കുകൾ
-

വിലകുറഞ്ഞ വില ലക്ഷ്വറി റിജിഡ് കോർ എസ്പിസി ഫ്ലോറിംഗ്
-

100% വാട്ടർപ്രൂഫ് OAK ഹൈബ്രിഡ് ഫ്ലോറിംഗ് KBW1150L