




Video

Kas ir WPC sienu apšuvums?
WPC sienu apšuvums, arhitektoniski runājot, ārsienu apšuvums ir būvniecības metode, kas ir tāfeles piekarināšana sienas ārpusē, izmantojot sausu pakarināšanu un citas konstrukcijas metodes, lai panāktu apdari vai siltumizolāciju.No izstrādājuma viedokļa ārsienas piekarināmais dēlis ir sava veida būvmateriāls, kas ir ārsienas būvplāksne.Ārējo sienu apšuvumam ir jābūt tādām pamatīpašībām kā izturība pret koroziju, izturība pret augstu temperatūru, izturība pret novecošanos, neradiācija, ugunsdrošība, izturība pret kukaiņiem un nedeformācija.Tajā pašā laikā tas prasa arī skaistu izskatu, vienkāršu konstrukciju, vides aizsardzību un enerģijas taupīšanu.
Wpc ārsienu panelis, tas ir sava veida kompozītmateriāls ar PVC un koka šķiedru kā galveno korpusu, ko izmanto ēkas ārsienai;tas spēlē pārklājuma, aizsardzības un dekorēšanas lomu.Āra koka-plastmasas ārsienu paneļus var arī pārstrādāt, un ražošanas procesa enerģijas patēriņš ir mazāks nekā cementa un keramikas flīzēm.Tas ir zaļš būvmateriāls, kas veicina vides aizsardzību.WPC ārsienu uzstādīšana un izbūve ir vienkārša un ātra, un to var kombinēt ar dažādu konstrukciju sienām;visu sauso darbu būvniecību būtībā sezona neietekmē;to ir viegli tīrīt lietošanas laikā (var izmantot ūdens strūklu), un nav nepieciešama apkope (nav nepieciešama krāsa un pārklājums);Veiktspējas un cenas attiecība ir augsta, un ārējās sienas piekaramās plātnes priekšrocības ir arī liesmas slāpētājs, mitruma izturība, izturība pret koroziju, izturība pret novecošanos utt., Un kalpošanas laiks var sasniegt vairāk nekā 30 gadus.Bagātība, tradicionālās krāsas un smalka tekstūra pasargās māju skaisti un bieži.Pakarināmā dēļa krāsa nāk no paša izstrādājuma, un uz parastās krāsas virsmas nekad nebūs plaisu, lobīšanās un tulznu.Tas atšķiras arī no koka, kas mitruma ietekmē pūst vai izliecas.Vēl svarīgāk ir tas, ka Wpc sienu paneļi izmanto cietu vinila slāni, lai aizsargātu māju.Cietā polietilēna materiāla konstrukcijas dizains var izturēt sliktu laikapstākļu uzbrukumu, padarot māju daudzus gadus kā jaunu.
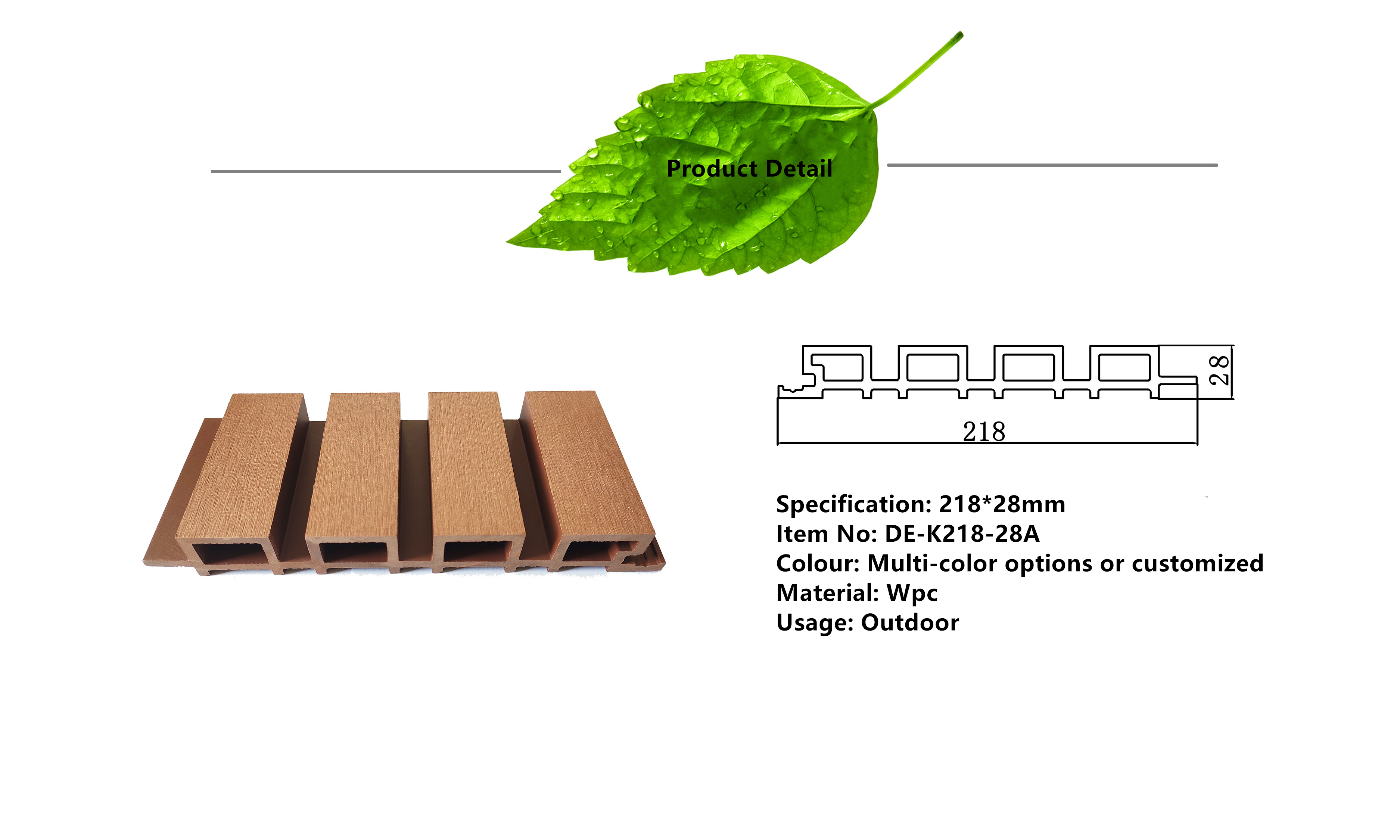
Sīkāka informācija Attēli





Krāsu displejs

Ilgs mūžs
Zema apkope
Nav deformācijas vai šķelšanās
Slīdošas pastaigu virsmas
Izturīgs pret skrāpējumiem
Izturīgs pret traipiem
Ūdensdrošs
15 gadu garantija
95% pārstrādāta koka un plastmasas
Pretmikrobu līdzeklis
Ugunsizturīgs
Viegla uzstādīšana
Parametrs
| Zīmols | DEGE |
| Vārds | WPC SIENU APKLĀJUMS |
| Lieta | Apšuvums |
| Standarta izmērs | |
| WPC komponents | 30% HDPE+60% kokšķiedra + 10% piedevas |
| Piederumi | Patentēta klip-easy sistēma |
| Piegādes laiks | Apmēram 20-25 dienas vienam 20 pēdu konteineram |
| Maksājums | 30% noguldīti, pārējais jāsamaksā pirms piegādes |
| Apkope | Bezmaksas apkope |
| Pārstrāde | 100% pārstrādājams |
| Iepakojums | Palešu vai lielapjoma iepakošana |
Virsma ir pieejama


Kvalitātes pārbaude



Wpc sienas paneļu ražošanas process

A. PE plastmasas koksne šobrīd ir pasaulē visplašāk izmantotais plastmasas koksnes veids, tas ir, mūsu WPC APKLĀJUMS, WPC ŽOGU.Vispirms sapratīsim PE plastmasas koka izstrādājumu izejvielas.Galvenās izejvielas ir PE plastmasa un papeļu koksnes pulveris., Toneris, anti-ultravioletais absorbētājs, saderības līdzeklis.
1. PE plastmasa: visaptverošs izmaksu un kodolsintēzes salīdzinājums HDPE ir labākā izvēle, un plastmasas koksne tirgū pamatā izmanto pārstrādātus materiālus kā galveno izejvielu, kas samazina balto piesārņojumu un padara mūsu vidi veselīgāku un videi draudzīgāku."Pārstrādāts" tiek saukts arī par pārstrādātu plastmasas materiālu.Visas rūpnieciski pārstrādājamās plastmasas, kuras var atkārtoti izmantot noteiktā apstrādes procesā, sauc par pārstrādātajām plastmasām;otrreizēji pārstrādātie materiāli ir sadalīti daudzās kategorijās, piemēram, īpašas kvalitātes otrreizējās pārstrādes materiāli un pirmās šķiras otrreizējās pārstrādes materiāli., Sekundārā pārstrāde, terciārā pārstrāde vai pat atkritumi, ir viegli saprast nozīmi burtiski, jo augstāka pakāpe, jo mazāks ir plastmasas piemaisījumu saturs, atkritumos ir dabiski augsts piemaisījumu saturs un tieši izejvielu izvēle ietekmē plastmasas koka izvēli Tā kā plastmasas-koks materiāls ir stāvoklis, kad koksnes pulveris ir ietīts ar plastmasu, ja plastmasas piemaisījumu saturs ir augsts un pašas plastmasas īpatsvars ir mazs, tas dabiski nespēj labi ietīt koka pulveri. .
2. Koksnes milti: lai panāktu perfektu koksnes miltu un plastmasas saplūšanu plastmasas kokā, ir ne tikai stingras prasības attiecībā uz plastmasu, bet arī koka miltiem: jo smalkāki ir tāda paša svara koksnes milti, jo lielāks virsmas laukums. no pulvera.Jo lielāka ir nepieciešamā plastmasas proporcija;gluži pretēji, jo lielāks ir koksnes pulvera pulveris, jo mazāks ir pulvera virsmas laukums un jo mazāka ir plastmasas saplūšanas laikā nepieciešamā plastmasas daļa.Pēc daudzu gadu eksperimentiem papeļu koksnes pulveris ir labākais koksnes pulvera pulveris, un pulvera daļiņu izmērs ir labākais 80-100 acu biezumā;pulveris ir pārāk smalks, apstrādes izmaksas ir augstas, plastmasas sastāvam ir nepieciešams vairāk, un izmaksas ir augstākas, bet veidotajam plastmasas un koka izstrādājumam ir pārāk augsta plastika;ja pulveris ir pārāk raupjš, apstrādes izmaksas ir zemas, un plastmasas sastāva prasības ir mazākas, bet plastmasas un koka izstrādājumam ir nepietiekama saplūšana, tas ir trausls un viegli plaisāt.
3. Palīgmateriāli: Tonera galvenā funkcija ir saskaņot plastmasas koka materiālu krāsu.Pašlaik PE plastmasas koksnes galvenais pielietojums ir neorganisks krāsas pulveris.Tam ir labāka pretizbalēšanas veiktspēja izmantošanai ārpus telpām, kas atšķiras no organiskās krāsas, ko izmanto iekštelpu PVC ekoloģiskajai koksnei.Pulverveida, organiskā tonera krāsa ir spilgtāka un spilgtāka.Anti-ultravioleto staru absorbētāja galvenā funkcija ir uzlabot plastmasas koka pret ultravioleto spēju izmantošanai ārpus telpām un uzlabot pretnovecošanās veiktspēju.Saderības līdzeklis ir piedeva, kas veicina koka miltu un sveķu savietojamību.
B. Īsi izprotiet plastmasas koksnes izejvielas, nākamais solis ir granulēšana.Saskaņā ar iepriekšminētajām izejvielām sajauciet ar noteiktu attiecību, izspiediet plastmasas koksnes granulas, žāvējot augstā temperatūrā, un iesaiņojiet tās lietošanai.Granulēšanas iekārtas galvenā funkcija ir realizēt koksnes pulvera un plastmasas pirmsplastifikācijas procesu, realizēt vienmērīgu biomasas pulvera materiāla un PE plastmasas sajaukšanu kušanas apstākļos un veikt pirmapstrādi plastmasas koksnes materiālu ražošanai.Koksnes-plastmasas kausējuma vājās plūstamības dēļ koksnes-plastmasas materiālu granulēšanas un plastmasas granulēšanas iekārtas dizains nav gluži vienāds.Dažādām plastmasām atšķiras arī granulētāja dizains.Granulētājā, ko parasti izmanto polietilēnam, parasti tiek izmantots konisks divskrūvju ekstrūderis, jo polietilēns ir siltumjutīgi sveķi, un koniskajam divskrūvju ekstrūderim ir spēcīgs bīdes spēks un skrūvju garumi ir salīdzinoši paralēli.Divskrūvju ekstrūderis ir īss, kas samazina materiāla uzturēšanās laiku mucā.Skrūves ārējam diametram ir konisks dizains no liela līdz mazam, tāpēc saspiešanas pakāpe ir diezgan liela, un materiālu var pilnīgāk un vienmērīgāk plastificēt mucā.
C. Pēc granulēšanas tas nonāk ekstrūzijas stadijā.Pirms ekstrūzijas ir jāveic vairāki sagatavošanās darbi:
1. Pārliecinieties, vai tvertnē nav palikuši piemaisījumi vai citu krāsu daļiņas, lai izvairītos no saražotās plastmasas koksnes netīras krāsas;
2. Pārbaudiet, vai ekstrūdera vakuuma iekārta ir netraucēta, un pārliecinieties, ka vakuuma pakāpe nav mazāka par -0,08 mpa.Vakuuma muca jātīra divas reizes maiņā, ja tas ir normāli.Neizmantojiet metāla instrumentus, lai notīrītu izplūdes atveres, un izmantojiet plastmasas vai koka nūjas, lai notīrītu piemaisījumus mucas izplūdes atverēs;
3. Pārbaudiet, vai tvertne ir aprīkota ar metāla filtru.Daļiņas tiek filtrētas caur metālu, lai noņemtu daļiņās sajauktos metāla piemaisījumus, samazinātu metāla piemaisījumu nodilumu iekārtas iekšpusē un nodrošinātu nevainojamu plastmasas un koka profilu saplūšanu.
4. Vai dzesēšanas ūdens sistēma darbojas normāli.Ideāla dzesēšanas ūdens sistēma ir nepieciešamais aprīkojums dzesēšanai pēc plastmasas-koksnes ekstrūzijas.Savlaicīga dzesēšanas apstrāde var nodrošināt plastmasas-koka profilu labu formu.
5. Uzstādiet plastmasas-koka veidnes un uzstādiet norādītās veidnes atbilstoši ražojamajiem profiliem.
6. Pārbaudiet, vai pneimatiskā griešanas mašīna un citas skrūvju sastāvdaļas var darboties normāli.
D. Tikko ekstrudētā plastmasas-koka profila temperatūra ir salīdzinoši augsta, un tas ir manuāli jānovieto uz līdzenas zemes.Kad profils ir pilnībā atdzisis, tas tiks apstrādāts un iepakots.Lai gan šis solis ir vienkāršs, tas ir ļoti svarīgi.Ja rūpnīca ignorē šīs detaļas, rūpnīcas materiāliem bieži būs defekti.Nelīdzena plastmasas koksne pēc vēlākas slīpēšanas un apstrādes viegli novedīs pie produkta augšējās un apakšējās virsmas dažāda biezuma.Turklāt nevienmērīgi profili radīs zināmas grūtības konstrukcijā un ietekmēs ainavas efektu.
E. Apstrādājiet plastmasas-koka profilus atbilstoši klientu vajadzībām:
1. Slīpēšanas apstrāde ir paredzēta plastmasas apvalka slāņa noņemšanai, kas rodas plastmasas-koksnes profila presēšanas laikā, lai plastmasas-koksnes profilam būtu labāka nodilumizturība, ja to uzstāda rūpnīcā.
2. Apstrāde ar reljefu: pēc profila virsmas pulēšanas plastmasas-koksne tiek iespiesta, lai plastmasas-koka profila virsmai būtu koksnei līdzīgs efekts.
3. Griešana, tapu apstrāde, pielāgots izmērs atbilstoši klientu vajadzībām un pielāgoti produkti, piemēram, tapas vajadzības.
4. Kad iepriekš minētā apstrāde ir pabeigta, pēdējais solis ir produkta iepakošana.Saprātīgs preces iesaiņojums var samazināt preces bojājumus piegādes laikā.

Inženierzinātņu lieta






Inženierijas 2. gadījums

















Pirmkārt:vispirms uzstādiet ķīli, Ķīlis var būt koka vai Wpc
Otrkārt:piestipriniet āra sienas paneli uz ķīļa ar metāla sprādzi
Trešais:piestipriniet metāla sprādzi un ķīli ar gaisa naglu pistoli vai skrūvēm
Ceturtais:pēc nākamā āra wpc sienas paneļa ievietošanas augšējā sienas paneļa slēdzenē izmantojiet pneimatisku naglu pistoli vai skrūvi, lai novērtētu metāla sprādzi un ķīli
Piektais:atkārtojiet ceturto soli
Sestais:pēc sienas paneļa uzstādīšanas pabeigšanas pievienojiet L malas lentes
| Blīvums | 1,33 g/m3 (standarts: ASTM D792-13, B metode) |
| Stiepes izturība | 24,5 MPa (standarta: ASTM D638-14) |
| Liekšanas spēks | 34,5 Mp (standarta: ASTM D790-10) |
| Elastības modulis | 3565 Mp (standarta: ASTM D790-10) |
| Trieciena stiprums | 84 J/m (standarta: ASTM D4812-11) |
| Šora cietība | D71 (standarta: ASTM D2240-05) |
| Ūdens absorbcija | 0,65% (standarta: ASTM D570-98) |
| Termiska izplešanās | 33,25 × 10-6 (standarta: ASTM D696–08) |
| Izturīgs pret slīdēšanu | R11 (standarts: DIN 51130:2014) |





