




Vaizdo įrašas

Kas yra WPC sienų apdaila?
WPC sienų apkala, architektūriškai kalbant, išorės sienų apkala yra statybos būdas, kai plokštę pakabiname ant sienos išorės sausu pakabinimu ir kitais statybos būdais, kad būtų pasiekta apdaila ar šilumos izoliacija.Gaminio požiūriu išorinė sieninė lenta yra tam tikra statybinė medžiaga, kuri yra išorinei sienai naudojama statybinė plokštė.Išorinės sienos dailylentės turi turėti pagrindines savybes, tokias kaip atsparumas korozijai, atsparumas aukštai temperatūrai, atsparumas senėjimui, neradiacija, gaisro prevencija, atsparumas vabzdžiams ir nedeformacija.Kartu tai reikalauja gražios išvaizdos, paprastos konstrukcijos, aplinkos apsaugos ir energijos taupymo.
Wpc išorinių sienų plokštė, tai tam tikra kompozicinė medžiaga, kurios pagrindinis korpusas yra PVC ir medžio pluoštas, naudojama išorinei pastato sienai;atlieka dangos, apsaugos ir puošybos vaidmenį.Lauko medienos plastiko išorės sienų plokštės taip pat gali būti perdirbamos, o gamybos proceso energijos sąnaudos yra mažesnės nei cementinių ir keraminių plytelių.Tai ekologiška statybinė medžiaga, kuri tausoja aplinką.WPC lauko sienų montavimas ir statyba yra paprasta ir greita, gali būti derinama su įvairių konstrukcijų sienomis;visos sausų darbų statybos iš esmės neturi įtakos sezonui;jį lengva valyti naudojimo metu (galima naudoti vandens purškimą), nereikalauja priežiūros (nereikia dažų ir dangos);Eksploatacinių savybių ir kainos santykis yra aukštas, o išorinė sieninė lenta taip pat turi antipireno, atsparumo drėgmei, atsparumo korozijai, atsparumo senėjimui ir kt. pranašumus, o tarnavimo laikas gali siekti daugiau nei 30 metų.Sodrus, tradicinės spalvos ir smulkiagrūdė tekstūra gražiai ir dažnai apsaugos namus.Pakabinamos lentos spalvą suteikia pats gaminys, o ant įprastų dažų paviršiaus niekada nebus įtrūkimų, lupimo ir pūslių.Ji taip pat skiriasi nuo medienos, kuri pūva arba linksta dėl drėgmės.Dar svarbiau, kad Wpc sienų plokštėse naudojamas vientisas vinilo sluoksnis, apsaugantis namą.Tvirtas polietileno medžiagos konstrukcijos dizainas gali atsispirti blogam orui, todėl namas daugelį metų atrodo kaip naujas.
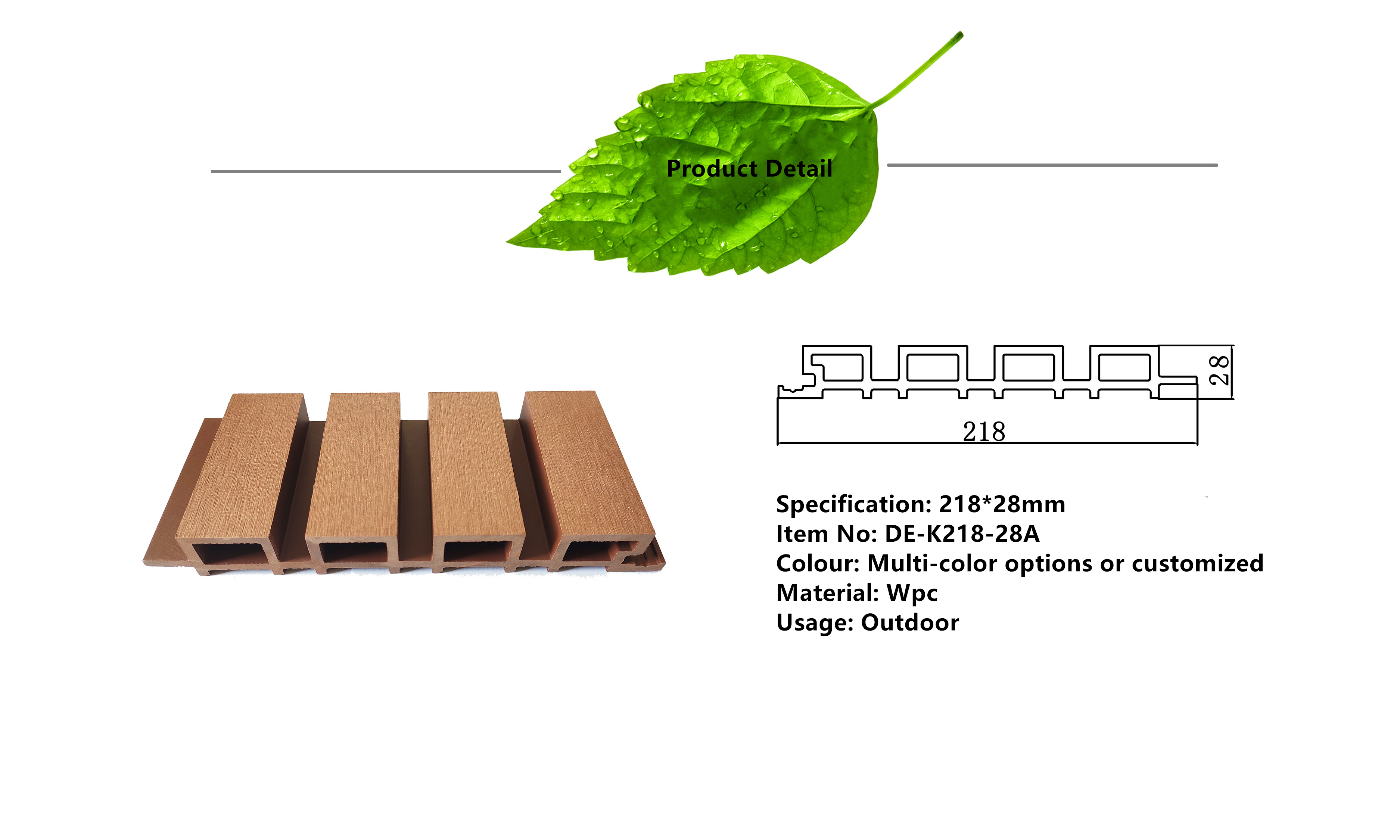
Išsami informacija Vaizdai





Spalvotas ekranas

Ilgaamžiškumas
Mažai priežiūros
Jokio deformacijos ar skilimo
Slidūs vaikščiojimo paviršiai
Atsparus įbrėžimams
Atsparus dėmėms
Atsparus vandeniui
15 metų garantija
95% perdirbtos medienos ir plastiko
Antimikrobinis
Ugniai atsparus
Lengvas montavimas
Parametras
| Prekės ženklas | DEGE |
| vardas | WPC SIENŲ APKLAVIMAS |
| Prekė | APDARBAS |
| Standartinis dydis | |
| WPC komponentas | 30% HDPE+60% medienos pluoštas + 10% priedai |
| Priedai | Patentuota klipų lengva sistema |
| Pristatymo laikas | Apie 20–25 dienas vienam 20 pėdų konteineriui |
| Mokėjimas | 30% depozitas, likusi dalis turi būti sumokėta prieš pristatymą |
| Priežiūra | Nemokama priežiūra |
| Perdirbimas | 100% perdirbamas |
| Paketas | Padėklas arba birių pakavimas |
Galimas paviršius


Kokybės testas



Wpc sienų plokščių gamybos procesas

A. PE plastiko mediena šiuo metu yra plačiausiai naudojama plastikinės medienos rūšis pasaulyje, tai yra mūsų WPC APDARBINĖS, WPC ATVOROJOS.Visų pirma, supraskime PE plastiko medienos gaminių žaliavas.Pagrindinės žaliavos yra PE plastikas ir tuopos medienos milteliai., Tonikas, anti-ultravioletinis sugėriklis, suderinamoji priemonė.
1. PE plastikas: Išsamus kainos ir lydymosi HDPE palyginimas yra geriausias pasirinkimas, o rinkoje esančioje plastikinėje mediena iš esmės naudoja perdirbtas medžiagas kaip pagrindinę žaliavą, kuri sumažina baltos spalvos taršą ir daro mūsų aplinką sveikesnę ir ekologiškesnę.„Perdirbta“ dar vadinama perdirbta plastikine medžiaga.Visi pramoniniu būdu perdirbami plastikai, kuriuos galima pakartotinai panaudoti tam tikru perdirbimo procesu, vadinami perdirbtu plastiku;perdirbtos medžiagos skirstomos į daugybę rūšių, pavyzdžiui, specialios rūšies perdirbtos medžiagos ir pirmos klasės perdirbtos medžiagos., Antrinis perdirbimas, tretinis perdirbimas ar net šiukšlės, nesunku suprasti prasmę pažodžiui, kuo aukštesnė klasė, tuo mažesnis plastiko priemaišų kiekis, šiukšlėse natūraliai daug priemaišų, o žaliavų pasirinkimas tiesiogiai turi įtakos plastiko medienos pasirinkimui Kadangi plastiko-medžio medžiaga yra būsena, kai medienos milteliai yra apvynioti plastiku, jei plastiko priemaišų kiekis yra didelis, o paties plastiko dalis yra maža, ji natūraliai negali gerai apvynioti medienos miltelių. .
2. Medienos miltai: norint pasiekti puikų medienos miltų ir plastiko susiliejimą plastikinėje medienoje, taikomi ne tik griežti plastiko, bet ir medienos miltų reikalavimai: kuo smulkesni to paties svorio medienos miltai, tuo didesnis paviršiaus plotas. iš miltelių.Kuo didesnė plastiko dalis reikalinga;priešingai, kuo didesni medienos miltelių milteliai, tuo mažesnis miltelių paviršiaus plotas ir mažesnė plastiko dalis reikalinga plastiko lydymui.Po daugelio metų eksperimentų tuopos medienos milteliai yra geriausi medienos miltelių milteliai, o miltelių dalelių dydis yra geriausias 80-100 akių storio;milteliai yra per smulkūs, apdirbimo išlaidos didelės, plastiko sudėtis reikalauja daugiau, o kaina yra didesnė, tačiau suformuotas plastiko-medžio gaminys yra per didelis plastiškumas;jei milteliai per šiurkštūs, apdirbimo sąnaudos mažos, o plastiko sudėties reikalavimai mažesni, tačiau suformuotas plastiko-medžio gaminys nepakankamai susilieja, yra trapus ir lengvai įtrūkęs.
3. Pagalbinės medžiagos: pagrindinė tonerio funkcija yra suderinti plastikinių medienos medžiagų spalvą.Šiuo metu pagrindinis PE plastiko medienos pritaikymas yra neorganinės spalvos milteliai.Jis turi geresnes apsaugos nuo blukimo savybes, skirtas naudoti lauke, o tai skiriasi nuo organinės spalvos, naudojamos PVC ekologiškai medienai.Miltelių, organinių dažų spalva yra ryškesnė ir ryškesnė.Pagrindinė anti-ultravioletinių spindulių absorberio funkcija yra pagerinti plastikinės medienos anti-ultravioletinį gebėjimą naudoti lauke ir pagerinti senėjimą.Suderinamoji medžiaga yra priedas, skatinantis medienos miltų ir dervos suderinamumą.
B. Supraskite plastikinės medienos žaliavas trumpai, kitas žingsnis – granuliavimas.Pagal pirmiau minėtas žaliavas sumaišykite pagal tam tikrą santykį, išspauskite plastikines medienos granules, džiovindami aukštoje temperatūroje, ir supakuokite jas naudoti.Pagrindinė granuliavimo įrangos funkcija yra atlikti išankstinį medienos miltelių ir plastiko plastifikavimo procesą, vienodai sumaišyti biomasės miltelių medžiagą ir PE plastiką lydymosi sąlygomis ir atlikti išankstinį apdorojimą plastikinių medienos medžiagų gamybai.Dėl prasto medienos ir plastiko lydalo sklandumo medienos ir plastiko granuliavimo įrenginio ir plastiko granuliatoriaus dizainas nėra visiškai tas pats.Skirtingiems plastikams granuliatoriaus konstrukcija taip pat skiriasi.Paprastai polietilenui naudojamame granuliatoriuje paprastai naudojamas kūginis dviejų sraigtų ekstruderis, nes polietilenas yra karščiui jautri derva, o kūginis dviejų sraigtų ekstruderis turi didelę šlyties jėgą, o varžtų ilgiai yra palyginti lygiagretūs.Dviejų sraigtų ekstruderis yra trumpas, todėl sutrumpėja medžiagos buvimo statinėje laikas.Sraigto išorinis skersmuo yra kūgio formos, nuo didelio iki mažo, todėl suspaudimo laipsnis yra gana didelis, o medžiaga gali būti pilnai ir tolygiau plastifikuota statinėje.
C. Po granuliavimo jis patenka į ekstruzijos stadiją.Prieš ekstruziją reikia atlikti keletą parengiamųjų darbų:
1. Įsitikinkite, kad bunkeryje nėra nešvarumų ar kitų spalvų dalelių, kad išvengtumėte nešvarios pagamintos plastikinės medienos spalvos;
2. Patikrinkite, ar ekstruderio vakuuminė įranga nėra užblokuota, ir įsitikinkite, kad vakuumo laipsnis yra ne mažesnis kaip -0,08 mpa.Vakuuminis cilindras turi būti valomas du kartus per pamainą, jei tai normalu.Nenaudokite metalinių įrankių išmetimo angoms valyti, o plastikiniais ar mediniais pagaliukais valykite nešvarumus statinės išmetimo angose;
3. Patikrinkite, ar bunkeryje yra metalinis filtras.Dalelės filtruojamos per metalą, kad būtų pašalintos dalelėse susimaišiusios metalinės priemaišos, sumažinamas metalo priemaišų nusidėvėjimas įrangos viduje ir užtikrinamas tobulas formuotų plastiko-medžio profilių susiliejimas.
4. Ar aušinimo vandens sistema veikia normaliai.Tobula aušinimo vandens sistema yra būtina įranga vėsinimui po plastiko-medžio ekstruzijos.Laiku atliktas aušinimas gali užtikrinti gerą plastiko-medžio profilių formą.
5. Sumontuokite plastikines-medžio formas ir pagal gaminamus profilius sumontuokite tam skirtas formas.
6. Patikrinkite, ar pneumatinė pjovimo mašina ir kiti varžtų komponentai gali veikti normaliai.
D. Naujai ekstruzinio plastiko-medžio profilio temperatūra yra gana aukšta, todėl jį reikia statyti rankiniu būdu ant lygaus pagrindo.Profiliui visiškai atvėsus, jis bus apdorojamas ir supakuotas.Nors šis žingsnis paprastas, jis labai svarbus.Jei gamykla nepaiso šių detalių, gamyklos medžiagos dažnai turės defektų.Nelygi plastikinė mediena po vėlesnio šlifavimo ir apdorojimo lengvai lems skirtingą viršutinio ir apatinio gaminio paviršių storį.Be to, nelygūs profiliai sukels tam tikrų sunkumų statybai ir turės įtakos kraštovaizdžio efektui.
E. Pagal klientų poreikius apdirbkite plastiko-medžio profilius:
1. Šlifavimo apdorojimas skirtas pašalinti plastikinės odos sluoksnį, susidarantį išspaudžiant plastiko-medžio profilį, kad gamykloje sumontuotas plastiko-medžio profilis būtų atsparesnis dilimui.
2. Reljefinis apdorojimas: po to, kai profilio paviršius yra poliruotas, plastikas-mediena yra įspausta, kad plastiko-medžio profilio paviršius atrodytų kaip medis.
3. Pjovimas, sriegimo apdorojimas, pritaikytas dydis pagal klientų poreikius ir pritaikyti produktai, tokie kaip sriegimo poreikiai.
4. Baigę aukščiau aprašytą apdorojimą, paskutinis veiksmas yra produkto supakavimas.Protinga prekės įpakavimas gali sumažinti prekės žalą pristatymo metu.

Inžinerinis atvejis






2 inžinerinis atvejis

















Pirmas:pirma sumontuokite kilį, Kilis gali būti medinis arba Wpc
Antra:pritvirtinkite lauko sienos plokštę prie kilio su metaline sagtimi
Trečias:pritvirtinkite metalinę sagtį ir kilį pneumatiniu vinių pistoletu arba varžtais
Ketvirta:įdėję kitą lauko wpc sienos plokštę į viršutinės sienos plokštės spyną, naudokite pneumatinį vinių pistoletą arba varžtą, kad įvertintumėte metalinę sagtį ir kilį
Penkta:pakartokite ketvirtą veiksmą
Šešta:baigę montuoti sienų plokštes, aplinkui pridėkite L kraštų juostas
| Tankis | 1,33 g/m3 (standartas: ASTM D792-13 metodas B) |
| Tempimo stiprumas | 24,5 MPa (standartas: ASTM D638-14) |
| Lenkimo stiprumas | 34,5 Mp (standartas: ASTM D790-10) |
| Lankstumo modulis | 3565 Mp (standartas: ASTM D790-10) |
| Smūgio stiprumas | 84 J/m (standartas: ASTM D4812-11) |
| Šoro kietumas | D71 (standartas: ASTM D2240-05) |
| Vandens sugėrimas | 0,65 % (Standartas: ASTM D570-98) |
| Šiluminis plėtimasis | 33,25 × 10–6 (standartas: ASTM D696 – 08) |
| Atsparus slydimui | R11 (standartas: DIN 51130:2014) |





