



ຮູບພາບລາຍລະອຽດ

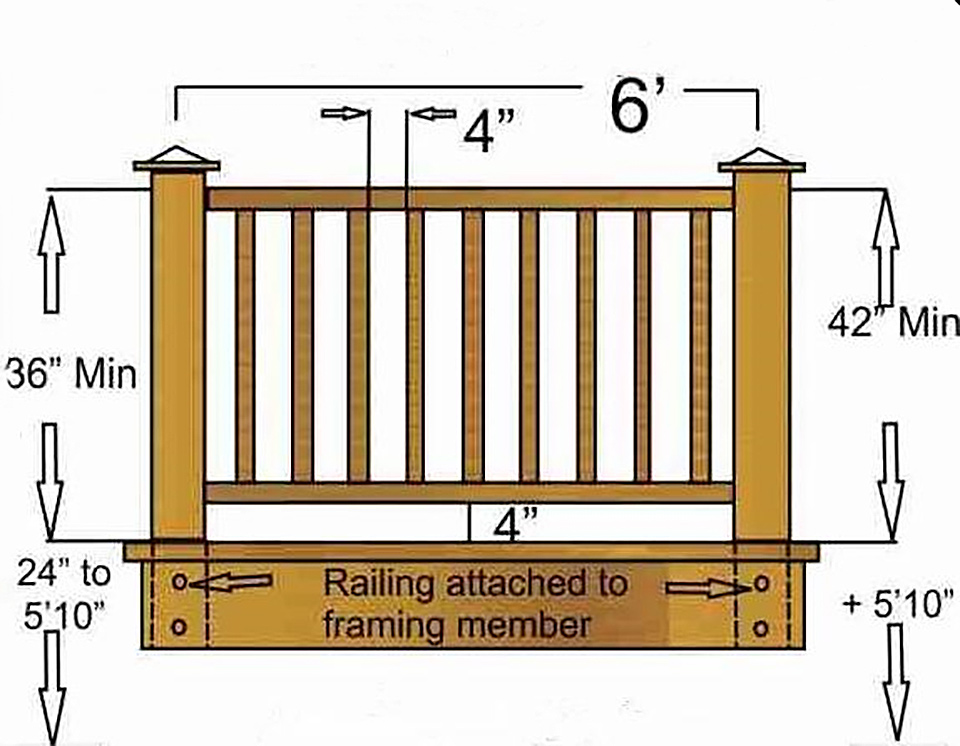
WPC Baluster

WPC Baluster
WPC Baluster

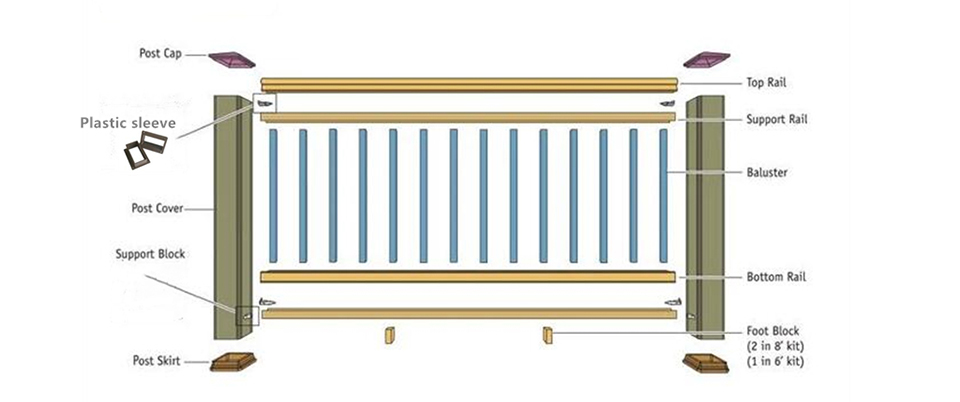
WPC Post Sleeve

WPC Post Sleeve

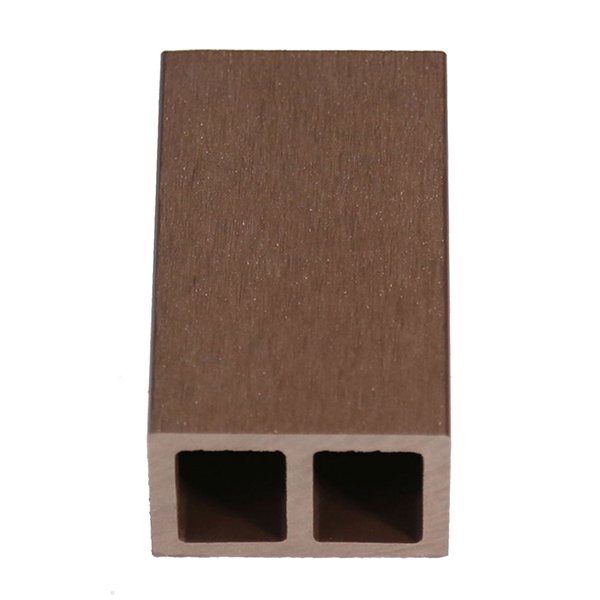
WPC ທາງລົດໄຟເທິງ & ລົດໄຟລຸ່ມ

WPC ທາງລົດໄຟເທິງ & ລົດໄຟລຸ່ມ

WPC Post Sleeve

ຈໍສະແດງຜົນສີ

ອາຍຸຍືນ
ການບໍາລຸງຮັກສາຕໍ່າ
ບໍ່ມີ warping ຫຼື splintering
ພື້ນຜິວທີ່ທົນທານຕໍ່ການຍ່າງ
ທົນທານຕໍ່ການຂູດ
ທົນທານຕໍ່ຮອຍເປື້ອນ
ກັນນ້ໍາ
ຮັບປະກັນ 15 ປີ
95% ໄມ້ແລະພລາສຕິກທີ່ນໍາມາໃຊ້ໃຫມ່
ຕ້ານເຊື້ອຈຸລິນຊີ
ທົນທານຕໍ່ໄຟ
ການຕິດຕັ້ງງ່າຍ
ພາລາມິເຕີ
| ຍີ່ຫໍ້ | DEGE |
| ສີ | ສີຂີ້ເຖົ່າອ່ອນ, ສີເບດ, ສີສົ້ມ, ສີນ້ໍາຕານ, ຊາເລິກ, ສີຂີ້ເຖົ່າເລິກ |
| ຊື່ | |
| ລາຍການ | |
| ຂະໜາດມາດຕະຖານ (ກວ້າງ * ຍາວ) | |
| ຄວາມຍາວ | 2.2m, 2.9m, 5.6m ຫຼືປັບແຕ່ງ |
| ອົງປະກອບ WPC | 35% HDPE + 60% ເສັ້ນໄຍໄມ້ + 5% ສານເສີມ |
| ອຸປະກອນເສີມ | ສິດທິບັດລະບົບ clip-easy |
| ເວລາຈັດສົ່ງ | ປະມານ 15-20 ມື້ສໍາລັບຫນຶ່ງ 20'ctn |
| ການຈ່າຍເງິນ | 30% ເງິນຝາກ, ສ່ວນທີ່ເຫຼືອຄວນຈະຈ່າຍກ່ອນການຈັດສົ່ງ |
| ຄໍາຮ້ອງສະຫມັກ | Decking, ພື້ນເຮືອນ, ຖັງຂີ້ຝຸ່ນ, ຮົ້ວ, ກະດານກໍາແພງ, ກ່ອງດອກໄມ້, ແລະອື່ນໆ |
| ລະຫັດ Wpc Hs | 39189090 |
| ຊຸດ | Pallet ຫຼືບັນຈຸຫຼາຍ |
| ຮັບປະກັນ | 10 ປີ |
| ຄຸນນະສົມບັດຕົ້ນຕໍ: | 1. ສາມາດໝູນວຽນໄດ້, ເປັນມິດກັບສິ່ງແວດລ້ອມ, ປະຢັດຊັບພະຍາກອນປ່າໄມ້ 2. ດ້ວຍລັກສະນະຂອງໄມ້ທໍາມະຊາດ, ແຕ່ບັນຫາໄມ້ຫນ້ອຍ 3. ຄວາມຊຸ່ມ / ນ້ໍາທົນທານຕໍ່, ເນົ່າເປື່ອຍຫນ້ອຍ, ພິສູດພາຍໃຕ້ສະພາບນ້ໍາເກືອ 4. ຕີນເປົ່າເປັນມິດ, ຕ້ານການເລື່ອນ, ຮອຍແຕກຫນ້ອຍ, warping ຫນ້ອຍ 5. ບໍ່ຈໍາເປັນຕ້ອງມີສີ, ບໍ່ມີກາວ, ຄວາມພະຍາຍາມບໍາລຸງຮັກສາຕ່ໍາ 6. ທົນທານຕໍ່ສະພາບອາກາດ, ທີ່ເຫມາະສົມຈາກລົບ - 40 ຫາ 60 ເຊັນຕິເກຣດ, ຕ້ານ UV 7. ທົນທານຕໍ່ສັດຕູພືດ ແລະ ແມງໄມ້, ແລະ ທົນທານຕໍ່ moldy 8. ງ່າຍຕໍ່ການຕິດຕັ້ງແລະເຮັດຄວາມສະອາດ 9.various ຮູບແບບຕາມຄວາມຕ້ອງການຂອງເຈົ້າ |
ຂະບວນການຜະລິດຝາຜະຫນັງ Wpc

A. ໄມ້ພລາສຕິກ PE ໃນປັດຈຸບັນແມ່ນປະເພດໄມ້ພລາສຕິກທີ່ໃຊ້ກັນຢ່າງກວ້າງຂວາງທີ່ສຸດໃນໂລກ, ນັ້ນແມ່ນ, WPC CLADDING, WPC FENCING ຂອງພວກເຮົາ.ກ່ອນອື່ນໝົດ, ໃຫ້ເຮົາເຂົ້າໃຈວັດຖຸດິບຂອງຜະລິດຕະພັນໄມ້ພລາສຕິກ PE.ວັດຖຸດິບຕົ້ນຕໍແມ່ນພາດສະຕິກ PE ແລະຝຸ່ນໄມ້ poplar., Toner, ຕ້ານ ultraviolet absorber, compatibilizer.
1. ພລາສຕິກ PE: ການປຽບທຽບລາຄາ ແລະ fusion HDPE ທີ່ສົມບູນແບບເປັນທາງເລືອກທີ່ດີທີ່ສຸດ, ແລະໄມ້ພລາສຕິກໃນທ້ອງຕະຫຼາດໂດຍພື້ນຖານແລ້ວແມ່ນໃຊ້ວັດສະດຸລີໄຊເຄີນເປັນວັດຖຸດິບຕົ້ນຕໍ, ເຊິ່ງຊ່ວຍຫຼຸດຜ່ອນມົນລະພິດສີຂາວແລະເຮັດໃຫ້ສະພາບແວດລ້ອມຂອງພວກເຮົາມີສຸຂະພາບດີແລະເປັນມິດກັບສິ່ງແວດລ້ອມ."Recycled" ຍັງເອີ້ນວ່າວັດສະດຸພາດສະຕິກທີ່ເອົາມາໃຊ້ຄືນ.ພາດສະຕິກທີ່ນຳມາໃຊ້ຄືນໄດ້ໃນອຸດສາຫະກຳທັງໝົດທີ່ສາມາດໃຊ້ຄືນໃໝ່ໄດ້ໂດຍຜ່ານຂະບວນການປຸງແຕ່ງທີ່ແນ່ນອນ ເອີ້ນວ່າພລາສຕິກທີ່ນຳມາໃຊ້ໃໝ່;ວັດສະດຸທີ່ນຳມາໃຊ້ຄືນໄດ້ແບ່ງອອກເປັນຫລາຍເກຣດ, ເຊັ່ນວັດສະດຸທີ່ນຳມາໃຊ້ຄືນໃໝ່ເກຣດພິເສດ ແລະວັດສະດຸທີ່ນຳມາໃຊ້ໃໝ່ຊັ້ນທຳອິດ., ການລີໄຊເຄີນຂັ້ນສອງ, ການລີໄຊເຄີນຂັ້ນສາມຫຼືແມ້ກະທັ້ງຂີ້ເຫຍື້ອ, ມັນງ່າຍທີ່ຈະເຂົ້າໃຈຄວາມຫມາຍຕົວຫນັງສື, ຊັ້ນສູງ, ເນື້ອໃນ impurity ຂອງພາດສະຕິກຫນ້ອຍ, ຂີ້ເຫຍື້ອແມ່ນທໍາມະຊາດທີ່ມີເນື້ອໃນ impurity ສູງ, ແລະການເລືອກວັດຖຸດິບໂດຍກົງ. ຜົນກະທົບຕໍ່ການເລືອກຂອງໄມ້ພລາສຕິກ ເນື່ອງຈາກວ່າວັດສະດຸໄມ້ພລາສຕິກເປັນສະພາບທີ່ຝຸ່ນໄມ້ຖືກຫໍ່ດ້ວຍພລາສຕິກ, ຖ້າປະລິມານຂອງປຼາສະຕິກມີ impurity ສູງ, ແລະອັດຕາສ່ວນຂອງພາດສະຕິກຕົວມັນເອງຍັງນ້ອຍ, ມັນທໍາມະຊາດບໍ່ສາມາດຫໍ່ຝຸ່ນໄມ້ໄດ້ດີ. .
2. ແປ້ງໄມ້: ເພື່ອບັນລຸການປະສົມເຂົ້າກັນທີ່ສົມບູນແບບຂອງແປ້ງໄມ້ ແລະພລາສຕິກໃນໄມ້ພລາສຕິກ, ບໍ່ພຽງແຕ່ມີຂໍ້ກໍານົດຢ່າງເຂັ້ມງວດກ່ຽວກັບພລາສຕິກເທົ່ານັ້ນ, ແຕ່ຍັງມີແປ້ງໄມ້ຄື: ແປ້ງໄມ້ທີ່ລະອຽດກວ່າ, ມີນໍ້າໜັກເທົ່າກັນ, ພື້ນທີ່ໜ້າດິນຈະໃຫຍ່ກວ່າ. ຂອງຝຸ່ນ.ອັດຕາສ່ວນຂອງພາດສະຕິກທີ່ສູງກວ່າທີ່ຕ້ອງການ;ໃນທາງກົງກັນຂ້າມ, ຝຸ່ນໄມ້ທີ່ໃຫຍ່ກວ່າ, ພື້ນທີ່ຫນ້າດິນຂອງຜົງຈະນ້ອຍລົງ, ແລະອັດຕາສ່ວນຂອງພາດສະຕິກທີ່ຕ້ອງການໃນລະຫວ່າງການປະສົມພາດສະຕິກ.ຫຼັງຈາກຫຼາຍໆປີຂອງການທົດລອງ, ຝຸ່ນໄມ້ poplar ແມ່ນຝຸ່ນໄມ້ທີ່ດີທີ່ສຸດ, ແລະຂະຫນາດຂອງຝຸ່ນແມ່ນດີທີ່ສຸດໃນຄວາມຫນາຂອງ 80-100 ຕາຫນ່າງ;ຝຸ່ນແມ່ນດີເກີນໄປ, ຄ່າໃຊ້ຈ່າຍໃນການປຸງແຕ່ງສູງ, ອົງປະກອບຂອງພາດສະຕິກຮຽກຮ້ອງໃຫ້ມີຫຼາຍ, ແລະຄ່າໃຊ້ຈ່າຍສູງກວ່າ, ແຕ່ຜະລິດຕະພັນທີ່ molded ຢາງໄມ້ມີຢາງສູງເກີນໄປ;ຖ້າຜົງຫຍາບເກີນໄປ, ຄ່າໃຊ້ຈ່າຍໃນການປຸງແຕ່ງແມ່ນຕໍ່າ, ແລະຄວາມຕ້ອງການອົງປະກອບຂອງພາດສະຕິກແມ່ນຫນ້ອຍ, ແຕ່ຜະລິດຕະພັນພາດສະຕິກທີ່ເຮັດດ້ວຍໄມ້ມີ fusion ບໍ່ພຽງພໍ, ມີຄວາມແຕກຫັກ, ແລະງ່າຍທີ່ຈະແຕກ.
3. ອຸປະກອນເສີມ: ຫນ້າທີ່ຕົ້ນຕໍຂອງ toner ແມ່ນການຈັບຄູ່ສີຂອງວັດສະດຸໄມ້ພາດສະຕິກ.ໃນປັດຈຸບັນ, ການນໍາໃຊ້ຕົ້ນຕໍຂອງໄມ້ພລາສຕິກ PE ແມ່ນຝຸ່ນສີອະນົງຄະທາດ.ມັນມີການປະຕິບັດການຕ້ານການຈາງທີ່ດີກວ່າສໍາລັບການນໍາໃຊ້ນອກ, ເຊິ່ງແຕກຕ່າງຈາກສີອິນຊີທີ່ໃຊ້ສໍາລັບໄມ້ໃນລະບົບນິເວດ PVC ພາຍໃນ.ຝຸ່ນ, ສີ toner ອິນຊີແມ່ນສົດໃສແລະສົດໃສຫຼາຍ.ຫນ້າທີ່ຕົ້ນຕໍຂອງການດູດຊຶມຕ້ານ ultraviolet ແມ່ນການປັບປຸງຄວາມສາມາດຕ້ານ ultraviolet ຂອງໄມ້ພລາສຕິກການນໍາໃຊ້ນອກ, ແລະປັບປຸງປະສິດທິພາບການຕ້ານການຜູ້ສູງອາຍຸ.Compatibilizer ເປັນສານເສີມທີ່ສົ່ງເສີມຄວາມເຂົ້າກັນໄດ້ລະຫວ່າງແປ້ງໄມ້ແລະຢາງ.
B. ເຂົ້າໃຈວັດຖຸດິບຂອງໄມ້ພລາສຕິກໂດຍຫຍໍ້, ຂັ້ນຕອນຕໍ່ໄປແມ່ນການ pelletize.ອີງຕາມວັດຖຸດິບຂ້າງເທິງ, ປະສົມຕາມອັດຕາສ່ວນສະເພາະໃດຫນຶ່ງ, extrude pellets ໄມ້ພລາສຕິກໂດຍຜ່ານການແຫ້ງ fusion ອຸນຫະພູມສູງ, ແລະຫຸ້ມຫໍ່ໃຫ້ເຂົາເຈົ້າສໍາລັບການນໍາໃຊ້.ຫນ້າທີ່ຕົ້ນຕໍຂອງອຸປະກອນ pelletizing ແມ່ນເພື່ອຮັບຮູ້ຂະບວນການທາງສ່ວນຫນ້າຂອງ plasticization ຂອງຝຸ່ນໄມ້ແລະພາດສະຕິກ, ຮັບຮູ້ການປະສົມເປັນເອກະພາບຂອງວັດສະດຸຝຸ່ນຊີວະມວນແລະພາດສະຕິກ PE ພາຍໃຕ້ເງື່ອນໄຂການລະລາຍ, ແລະດໍາເນີນການ pretreatment ສໍາລັບການຜະລິດວັດສະດຸໄມ້ພລາສຕິກ.ເນື່ອງຈາກການລະລາຍຂອງໄມ້-ພລາສຕິກບໍ່ຄ່ອງຕົວ, ການອອກແບບເຄື່ອງປັ້ນວັດສະດຸໄມ້-ພລາສຕິກ ແລະເຄື່ອງປຼາສະຕິກບໍ່ຄືກັນ.ສໍາລັບພາດສະຕິກທີ່ແຕກຕ່າງກັນ, ການອອກແບບຂອງ pelletizer ແມ່ນແຕກຕ່າງກັນ.Pelletizer ປົກກະຕິແລ້ວທີ່ໃຊ້ສໍາລັບ polyethylene ປົກກະຕິແລ້ວໃຊ້ extruder twin-screw ຮູບຈວຍ, ເນື່ອງຈາກວ່າ polyethylene ເປັນ resin ທີ່ອ່ອນໄຫວກັບຄວາມຮ້ອນ, ແລະ extruder twin-screw ຮູບຈວຍມີກໍາລັງ shearing ທີ່ເຂັ້ມແຂງແລະຄວາມຍາວຂອງ screw ແມ່ນຂ້ອນຂ້າງຂະຫນານ.extruder screw ຄູ່ແຝດແມ່ນສັ້ນ, ເຊິ່ງຫຼຸດຜ່ອນເວລາທີ່ຢູ່ອາໄສຂອງວັດສະດຸໃນຖັງ.ເສັ້ນຜ່າສູນກາງນອກຂອງສະກູມີການອອກແບບຮູບຈວຍຈາກຂະຫນາດໃຫຍ່ໄປຫາຂະຫນາດນ້ອຍ, ດັ່ງນັ້ນອັດຕາສ່ວນການບີບອັດແມ່ນຂ້ອນຂ້າງໃຫຍ່, ແລະວັດສະດຸສາມາດຖືກ plasticized ຫຼາຍຢ່າງເຕັມສ່ວນແລະເປັນເອກະພາບໃນຖັງ.
C. ຫຼັງຈາກ pelletizing, ມັນເຂົ້າສູ່ຂັ້ນຕອນຂອງການ extrusion.ການກະກຽມຫຼາຍຢ່າງຕ້ອງເຮັດກ່ອນທີ່ຈະ extrusion:
1. ໃຫ້ແນ່ໃຈວ່າບໍ່ມີສິ່ງປົນເປື້ອນຫຼືອະນຸພາກຂອງສີອື່ນໆທີ່ຍັງເຫຼືອຢູ່ໃນ hopper ເພື່ອຫຼີກເວັ້ນການສີທີ່ບໍ່ສະອາດຂອງໄມ້ພາດສະຕິກທີ່ຜະລິດ;
2. ກວດເບິ່ງວ່າອຸປະກອນສູນຍາກາດຂອງ extruder ບໍ່ມີສິ່ງກີດຂວາງແລະໃຫ້ແນ່ໃຈວ່າລະດັບສູນຍາກາດບໍ່ຫນ້ອຍກວ່າ -0.08mpa.ຖັງສູນຍາກາດຄວນໄດ້ຮັບການອະນາໄມສອງຄັ້ງຕໍ່ການປ່ຽນແປງຖ້າມັນເປັນປົກກະຕິ.ຫ້າມໃຊ້ເຄື່ອງມືໂລຫະເພື່ອທໍາຄວາມສະອາດຮູທໍ່ໄອເສຍ, ແລະໃຊ້ຢາງ ຫຼືໄມ້ເທົ້າເພື່ອທໍາຄວາມສະອາດສິ່ງສົກກະປົກໃນຮູທໍ່ໄອເສຍຂອງຖັງ;
3. ກວດເບິ່ງວ່າ hopper ໄດ້ຖືກຕິດຕັ້ງດ້ວຍການກັ່ນຕອງໂລຫະ.ອະນຸພາກໄດ້ຖືກກັ່ນຕອງໂດຍຜ່ານໂລຫະເພື່ອເອົາສິ່ງເສດເຫຼືອຂອງໂລຫະປະສົມຢູ່ໃນອະນຸພາກ, ຫຼຸດຜ່ອນການສວມໃສ່ຂອງ impurities ໂລຫະຢູ່ພາຍໃນຂອງອຸປະກອນແລະຮັບປະກັນ fusion ທີ່ສົມບູນແບບຂອງ molded ວັດສະດຸພາດສະຕິກ-ໄມ້.
4. ບໍ່ວ່າຈະເປັນລະບົບນ້ໍາເຢັນເຮັດວຽກເປັນປົກກະຕິ.ລະບົບນ້ໍາເຢັນທີ່ສົມບູນແບບແມ່ນອຸປະກອນທີ່ຈໍາເປັນສໍາລັບການເຮັດຄວາມເຢັນຫຼັງຈາກ extrusion ຢາງ - ໄມ້.ການປິ່ນປົວຄວາມເຢັນທີ່ທັນເວລາສາມາດຮັບປະກັນຮູບຮ່າງທີ່ດີຂອງແຜ່ນພາດສະຕິກ - ໄມ້.
5. ຕິດຕັ້ງແມ່ພິມພລາສຕິກ-ໄມ້, ແລະ ຕິດຕັ້ງແມ່ພິມທີ່ກຳນົດໄວ້ຕາມໂປຣໄຟລທີ່ຈະຜະລິດ.
6. ກວດເບິ່ງວ່າເຄື່ອງຕັດ pneumatic ແລະອົງປະກອບສະກູອື່ນໆສາມາດເຮັດວຽກໄດ້ຕາມປົກກະຕິ.
D. ອຸນຫະພູມຂອງໂປຣໄຟລ໌ພລາສຕິກ-ໄມ້ extruded ໃຫມ່ແມ່ນຂ້ອນຂ້າງສູງ, ແລະມັນຈໍາເປັນຕ້ອງໄດ້ວາງດ້ວຍຕົນເອງໃນພື້ນທີ່ຮາບພຽງ.ຫຼັງຈາກ profile ໄດ້ cooled ຫມົດ, ມັນຈະໄດ້ຮັບການປຸງແຕ່ງແລະການຫຸ້ມຫໍ່.ເຖິງແມ່ນວ່າຂັ້ນຕອນນີ້ແມ່ນງ່າຍດາຍ, ມັນເປັນສິ່ງສໍາຄັນຫຼາຍ.ຖ້າໂຮງງານບໍ່ສົນໃຈລາຍລະອຽດເຫຼົ່ານີ້, ວັດສະດຸຂອງໂຮງງານມັກຈະມີຂໍ້ບົກພ່ອງ.ໄມ້ພລາສຕິກທີ່ບໍ່ສະເຫມີກັນຈະນໍາໄປສູ່ຄວາມຫນາທີ່ແຕກຕ່າງກັນຂອງພື້ນຜິວດ້ານເທິງແລະຕ່ໍາຂອງຜະລິດຕະພັນຫຼັງຈາກການປຸງແຕ່ງແລະການປຸງແຕ່ງຕໍ່ມາ.ນອກຈາກນັ້ນ, ໂປຼໄຟລ໌ທີ່ບໍ່ສະເຫມີກັນຈະນໍາເອົາຄວາມຫຍຸ້ງຍາກບາງຢ່າງໃຫ້ກັບການກໍ່ສ້າງແລະຜົນກະທົບຕໍ່ຜົນກະທົບຂອງພູມສັນຖານ.
E. ອີງຕາມຄວາມຕ້ອງການຂອງລູກຄ້າ, ປຸງແຕ່ງໂປຼໄຟລ໌ພາດສະຕິກ-ໄມ້:
1. ການປິ່ນປົວການຂັດແມ່ນການເອົາຊັ້ນຂອງຜິວຫນັງພາດສະຕິກທີ່ຜະລິດໃນເວລາທີ່ profile ພາດສະຕິກ - ໄມ້ extruded, ດັ່ງນັ້ນ profile ຢາງ - ໄມ້ມີຄວາມທົນທານຕໍ່ການສວມໃສ່ທີ່ດີກວ່າເມື່ອຕິດຕັ້ງຢູ່ໃນໂຮງງານ.
2. ການປິ່ນປົວຮອຍຂີດຂ່ວນ: ຫຼັງຈາກພື້ນຜິວຂອງ profile ໄດ້ຖືກຂັດ, ຢາງ - ໄມ້ແມ່ນ emboss ເພື່ອເຮັດໃຫ້ພື້ນຜິວຂອງ profile ຢາງໄມ້ມີຜົນກະທົບຄ້າຍຄືໄມ້.
3. ການຕັດ, ການປຸງແຕ່ງ tenoning, ຂະຫນາດທີ່ກໍາຫນົດເອງຕາມຄວາມຕ້ອງການຂອງລູກຄ້າ, ແລະຜະລິດຕະພັນທີ່ກໍາຫນົດເອງເຊັ່ນ: tenoning ຄວາມຕ້ອງການ.
4. ຫຼັງຈາກການປຸງແຕ່ງຂ້າງເທິງແມ່ນສໍາເລັດ, ຂັ້ນຕອນສຸດທ້າຍແມ່ນການຫຸ້ມຫໍ່ຜະລິດຕະພັນ.ການຫຸ້ມຫໍ່ທີ່ສົມເຫດສົມຜົນຂອງຜະລິດຕະພັນສາມາດຫຼຸດຜ່ອນຄວາມເສຍຫາຍທີ່ເກີດຈາກຜະລິດຕະພັນໃນລະຫວ່າງການຈັດສົ່ງ.

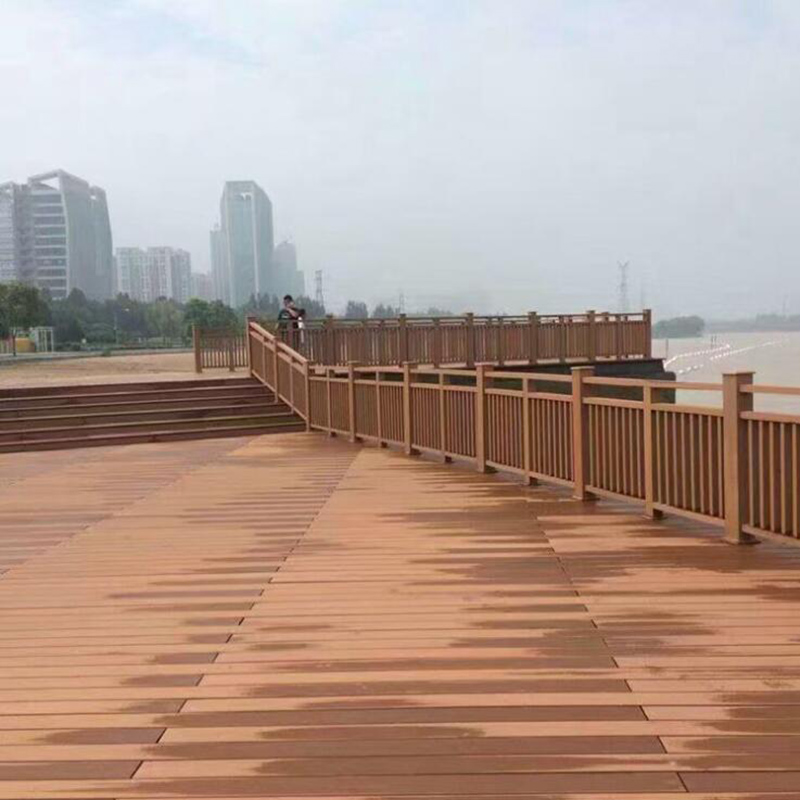
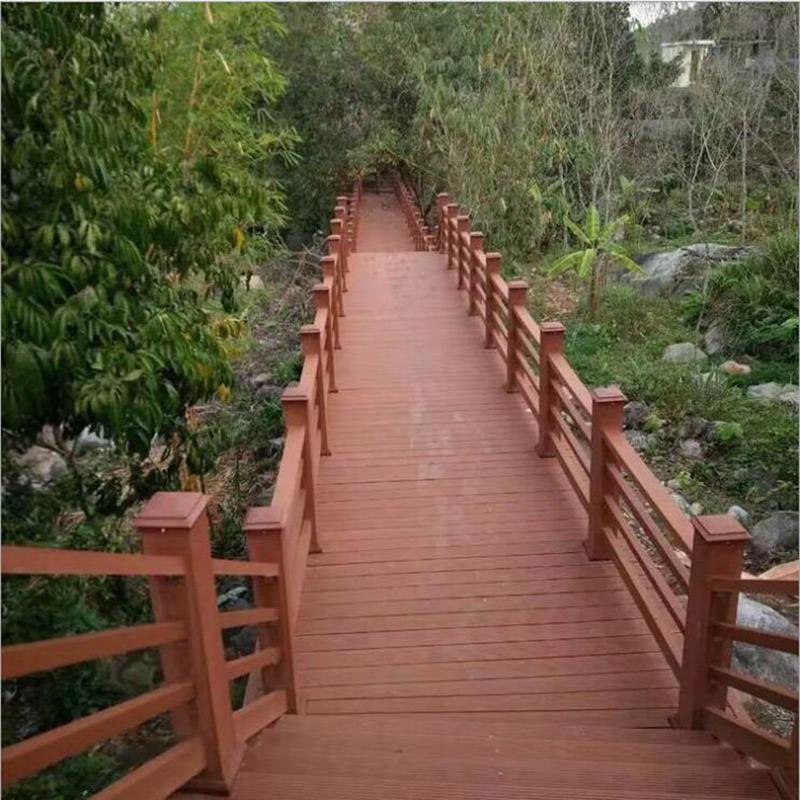
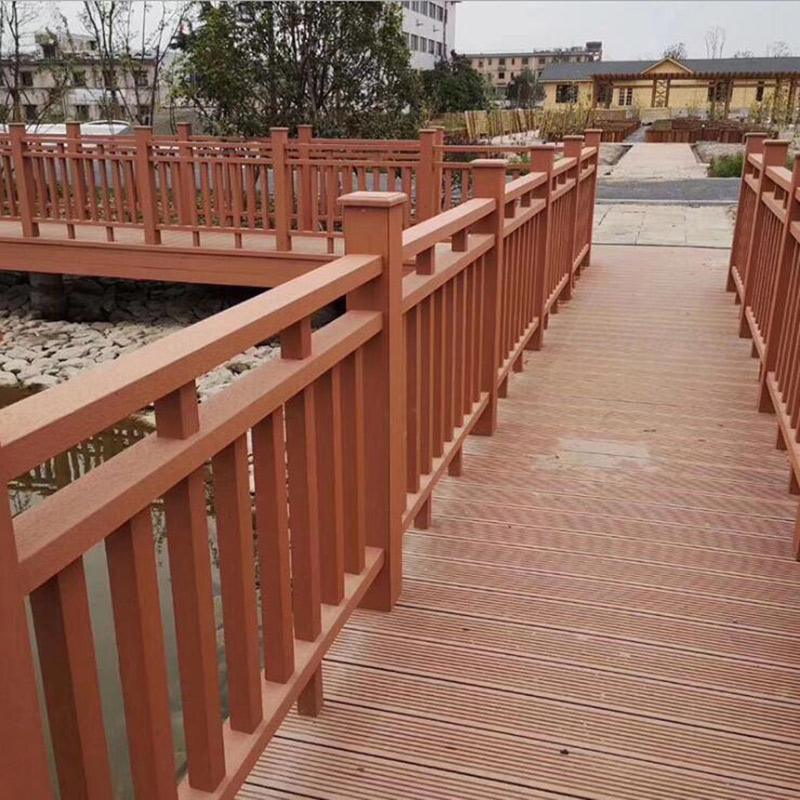
ກໍລະນີວິສະວະກໍາ





 ແບບ
ແບບ




ຄໍາຮ້ອງສະຫມັກ





| ຄວາມຫນາແຫນ້ນ | 1.35g/m3 (ມາດຕະຖານ: ASTM D792-13 ວິທີ B) |
| ຄວາມແຮງ tensile | 23.2 MPa (ມາດຕະຖານ: ASTM D638-14) |
| ຄວາມເຂັ້ມແຂງ Flexural | 26.5Mp (ມາດຕະຖານ: ASTM D790-10) |
| ໂມດູລ Flexural | 32.5Mp (ມາດຕະຖານ: ASTM D790-10) |
| ຄວາມເຂັ້ມແຂງຜົນກະທົບ | 68J/m (ມາດຕະຖານ: ASTM D4812-11) |
| ຄວາມແຂງຂອງຝັ່ງ | D68 (ມາດຕະຖານ: ASTM D2240-05) |
| ການດູດຊຶມນ້ໍາ | 0.65% (ມາດຕະຖານ: ASTM D570-98) |
| ການຂະຫຍາຍຄວາມຮ້ອນ | 42.12 x10-6 (ມາດຕະຖານ: ASTM D696 – 08) |
| ທົນທານຕໍ່ການເລື່ອນ | R11 (ມາດຕະຖານ: DIN 51130:2014) |





