







Detailer Biller

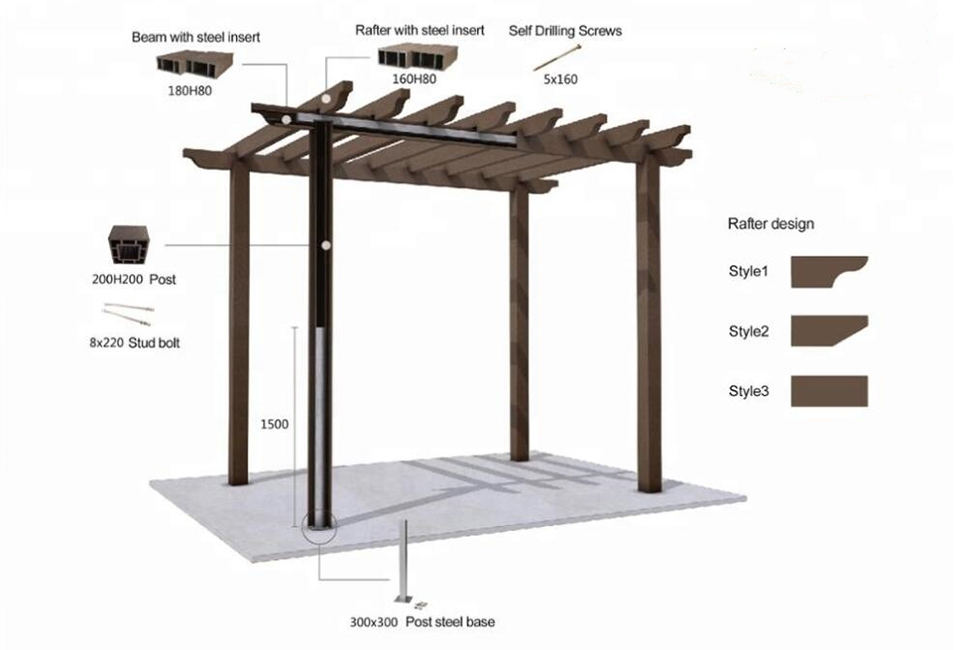
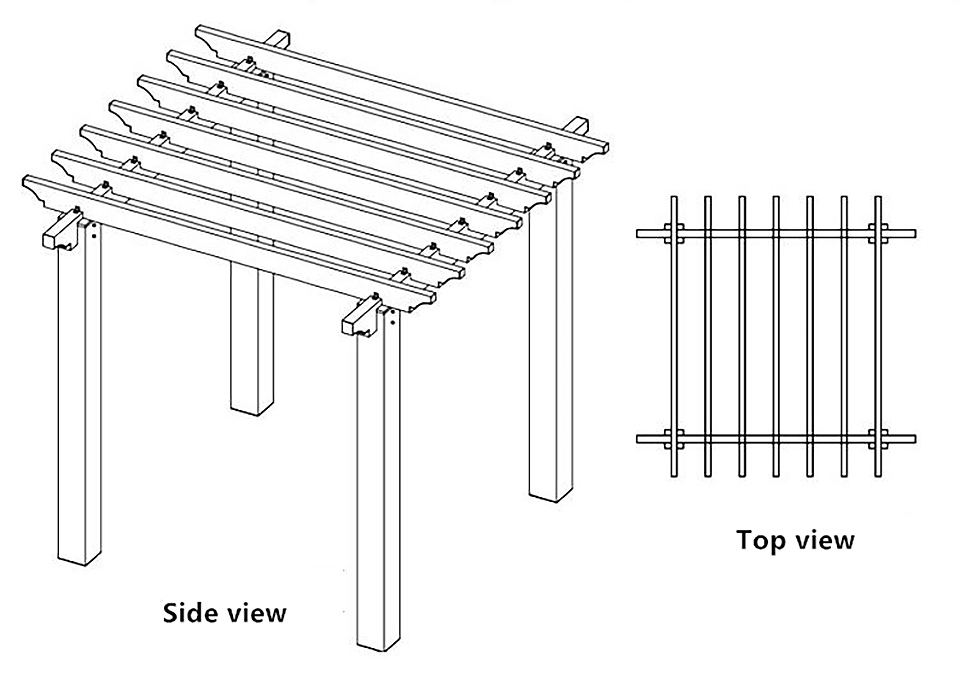
WPC Beam
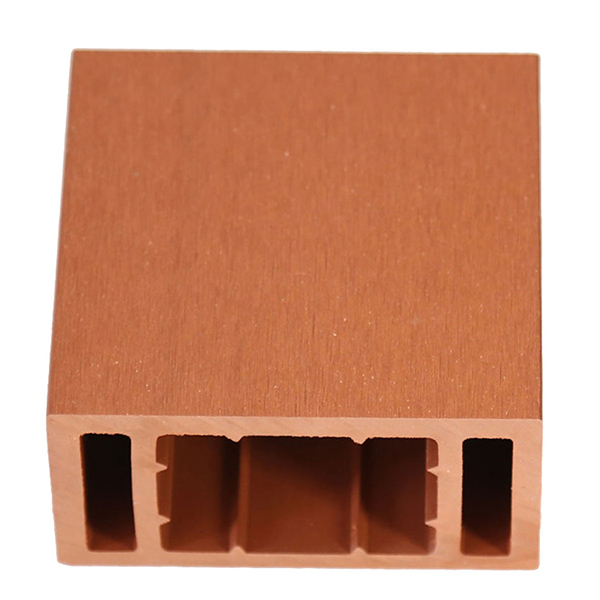
WPC Beam

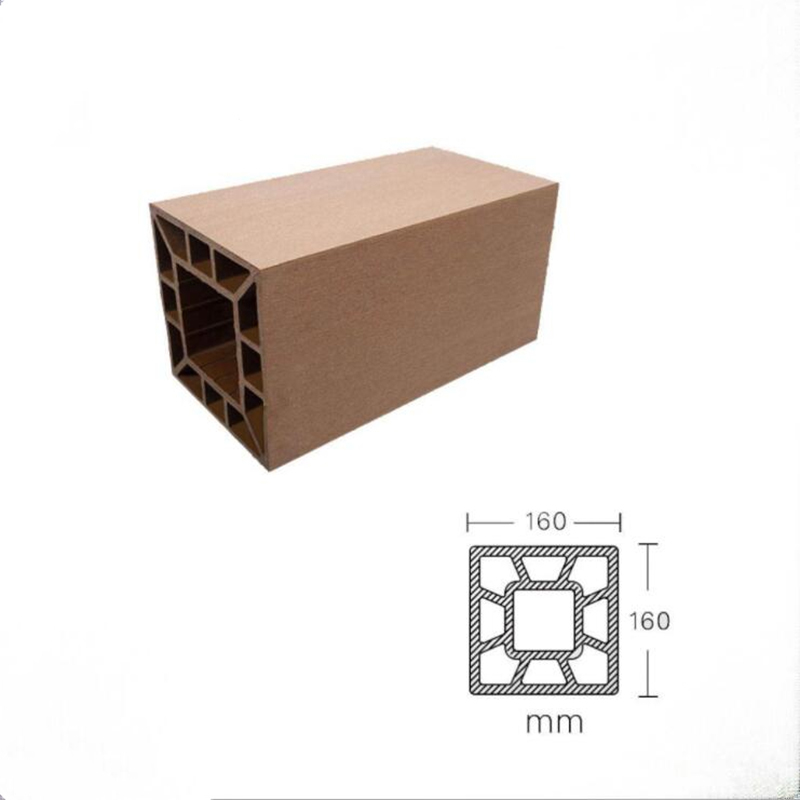
WPC Post

WPC Post

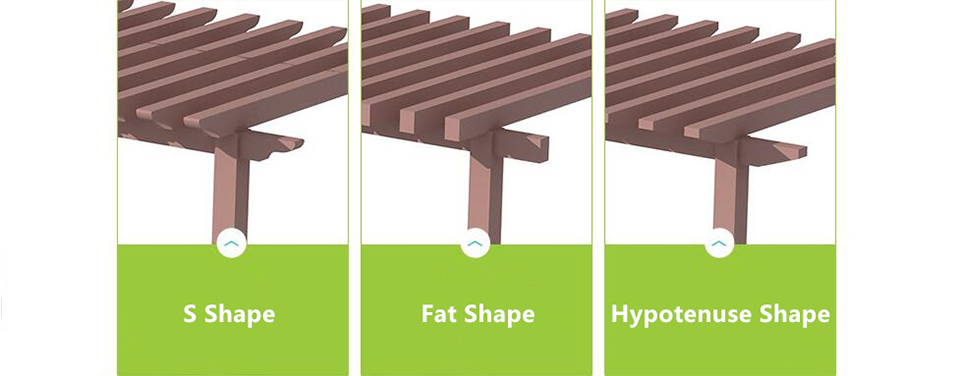
WPC Rafter

Faarf Display

Laang Liewensdauer
Niddereg Ënnerhalt
Keng Verrécklung oder Splitterung
Rutschbeständeg Spadséierflächen
Kratzbeständeg
Fleck resistent
Waasserdicht
15 Joer Garantie
95% recycléiertem Holz a Plastik
Antimikrobial
Feier resistent
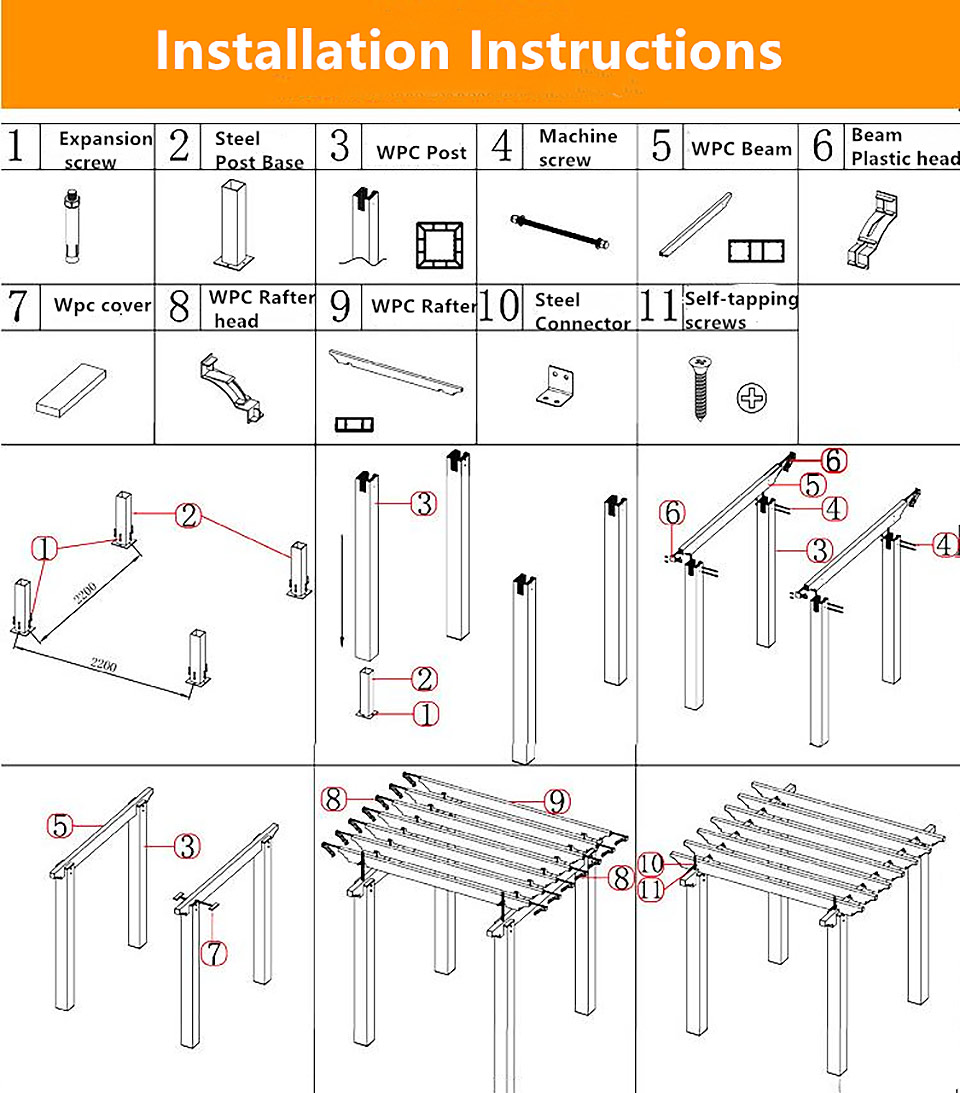
Einfach Installatioun
Parameter
| Mark | DEGE |
| Faarwen | Light Grey, Beige, Orange, Brown, Deep Tea, Deep Grey |
| Numm | |
| Artikel | |
| Standard Gréisst (Breet * Längt) | |
| Längt | 2.2m, 2.9m, 5.6m oder personaliséiert |
| WPC Komponent | 35% HDPE + 60% Holzfaser + 5% Zousatzstoffer |
| Accessoiren | Patentéiert Clip-einfach System |
| Liwwerzäit | Ongeféier 15-20 Deeg fir een 20'ctn |
| Bezuelen | 30% deposéiert, de Rescht soll virum Liwwerung bezuelt ginn |
| Applikatioun | Decking, Buedem, Dreckskëscht, Zait, Wandpaneel, Blummenkëscht, asw |
| Wpc Hs Code | 39189090 |
| Package | Palette oder Bulk Verpakung |
| Garantie | 10 Joer |
| Haaptfeatures: | 1. Rcyclable, ëmweltfrëndlech, spuere Bëschressourcen 2. Mam Look vum natierlechen Holz, awer manner Holzproblemer 3. Fiichtegkeet / Waasser resistent, manner verrotten, bewisen ënner Salz Waasser Conditioun 4. Barefoot frëndlech, Anti-Rutsch, manner knacken, manner warping 5. Verlaangt keng Molerei, kee gekollt, niddereg Ënnerhalt Effort 6. Wiederbeständeg, gëeegent vu Minus - 40 bis 60 Grad Grad, Anti-UV 7. Termiten an Insekten resistent, a schimmel-Beweis 8. Einfach ze installéieren an ze botzen 9.various Modell no Ärer Ufuerderung |
Wpc Mauer Panel Produktioun Prozess

A. PE Plastik Holz ass am Moment déi meescht benotzt Zort Plastik Holz an der Welt, dat ass, eisWPC CLADDING, WPC FENCING.Als éischt, loosst eis d'Rohmaterialien vun PE Plastik Holzprodukter verstoen.D'Haaptrei Matière première sinn PE Plastik a Poplar Holz Pudder., Toner, Anti-Ultraviolet Absorber, Kompatibilisator.
1. PE Plastik: Iwwergräifend Verglach vu Käschte a Fusioun HDPE ass déi bescht Wiel, an de Plastiksholz um Maart benotzt grondsätzlech recycléiert Materialien als Haaptrohmaterial, wat d'wäiss Verschmotzung reduzéiert an eis Ëmwelt méi gesond an ëmweltfrëndlech mécht."Recycléiert" gëtt och recycléiert Plastiksmaterial genannt.All industriell recycléierbar Plastik, déi duerch e bestëmmte Veraarbechtungsprozess erëmbenotzt ka ginn, ginn recycléiert Plastik genannt;Recycléiert Materialien ginn a vill Graden opgedeelt, sou wéi speziell Recyclingsmaterialien an Recyclingsmaterialien vun der éischter Klass., Secondaire Recycling, tertiäre Recycling oder souguer Müll, et ass einfach d'Bedeitung wuertwiertlech ze verstoen, wat méi héich de Grad ass, wat manner d'Gëftstoffer vum Plastik ass, de Müll ass natierlech héich am Gëftstoffgehalt, an d'Wiel vu Rohmaterial direkt beaflosst d'Wiel vu Plastiksholz Well Plastik-Holzmaterial e Staat ass, wou Holzpulver mat Plastik gewéckelt ass, wann de Gëftstoffgehalt vu Plastik héich ass, an den Undeel vu Plastik selwer kleng ass, ass et natierlech net fäeg Holzpuder gutt ze wéckelen .
2. Holz Miel: Fir déi perfekt Fusioun vun Holz Miel a Plastik am Plastik Holz ze erreechen, ginn et net nëmmen strikt Ufuerderunge un Plastik, mä och Holz Miel: Wat méi fein d'Holz Miel vum selwechte Gewiicht, déi méi grouss Fläch vum Pulver.Wat méi héich ass den Undeel vu Plastik néideg;am Géigendeel, wat méi grouss ass d'Holzpulverpuder, dest méi kleng ass d'Uewerfläch vum Pulver, an dest méi niddereg ass den Undeel vu Plastik erfuerderlech wärend der Plastikfusioun.No ville Joeren vun Experimenter ass d'Poplarholzpulver dee beschten Holzpulverpulver, an d'Partikelgréisst vum Pulver ass déi bescht an der Dicke vun 80-100 Mesh;de Pulver ass ze fein, d'Veraarbechtungskäschte sinn héich, d'Plastikkompositioun erfuerdert méi, an d'Käschte si méi héich, awer de geformte Plastik-Holzprodukt huet ze héich Plastizitéit;Wann de Pudder ze rau ass, ass d'Veraarbechtungskäschte niddereg, an d'Plastikkompositiounsfuerderunge si manner, awer de geformte Plastik-Holzprodukt huet net genuch Fusioun, ass brécheg an ass einfach ze knacken.
3. Auxiliary Material: D'Haaptfunktioun vum Toner ass d'Faarf vu Plastiksholzmaterialien ze passen.Am Moment ass d'Haaptapplikatioun vum PE Plastik Holz anorganescht Faarfpulver.Et huet eng besser Anti-fading Leeschtung fir Outdoor Gebrauch, wat anescht ass wéi déi organesch Faarf, déi fir Indoor PVC ökologesch Holz benotzt gëtt.Puder, organesch Toner Faarf ass méi lieweg an hell.D'Haaptfunktioun vum Anti-Ultraviolet Absorber ass d'Anti-Ultraviolet Fäegkeet vum Plastik Holz Outdoor Gebrauch ze verbesseren an d'Anti-Aging Performance ze verbesseren.Kompatibilisator ass en Additiv deen d'Kompatibilitéit tëscht Holzmiel a Harz fördert.
B. Verstinn d'Rohmaterial vu Plastiksholz kuerz, de nächste Schrëtt ass Pelletiséierung.Geméiss den uewe genannte Rohmaterialien, mëschen no engem bestëmmte Verhältnis, extrudéiert Plastiks Holzpellets duerch Héichtemperatur Fusiountrocknung a packt se fir ze benotzen.D'Haaptfunktioun vun der Pelletiséierungsausrüstung ass de Pre-Plastizéierungsprozess vun Holzpulver a Plastik ze realiséieren, eenheetlech Mëschung vu Biomass Puddermaterial a PE Plastik ënner Schmelzbedéngungen ze realiséieren, a Virbehandlung fir d'Produktioun vu Plastiks Holzmaterialien ze maachen.Wéinst der schlechter Flëssegkeet vun Holz-Plastik Schmelz, ass den Design vun Holz-Plastik Material Pelletizer a Plastik Pelletizer net genau d'selwecht.Fir verschidde Plastik ass den Design vum Pelletizer och anescht.De Pelletizer, deen normalerweis fir Polyethylen benotzt gëtt, benotzt normalerweis e konischen Zwilling-Schrauwen-Extruder, well Polyethylen en Hëtztempfindleche Harz ass, an de konischen Zwilling-Schrauwen-Extruder huet eng staark Schéierkraaft an d'Schraubelängt si relativ parallel.Den Zwillingsschraufextruder ass kuerz, wat d'Residenzzäit vum Material am Faass reduzéiert.De baussenzegen Duerchmiesser vun der Schraube huet e konischen Design vu grousser bis kleng, sou datt de Kompressiounsverhältnis zimlech grouss ass, an d'Material kann méi voll a uniform am Fass plastiséiert ginn.
C. Nom Pelletiséierung geet et an d'Extrusiounsstadium.Verschidde Virbereedunge musse virum Extrusioun gemaach ginn:
1. Vergewëssert Iech datt et keng Gëftstoffer oder Partikele vun anere Faarwen am Hopper bleiwen fir onrein Faarf vum Plastikholz produzéiert ze vermeiden;
2. Iwwerpréift ob d'Vakuumausrüstung vum Extruder onobstruéiert ass a sécherzestellen datt de Vakuumgrad net manner wéi -0.08mpa ass.De Vakuumfass soll zweemol pro Schicht gebotzt ginn wann et normal ass.Benotzt keng Metallinstrumenter fir d'Auspufflächer ze botzen, a benotzt Plastik oder Holzstécker fir d'Gëftstoffer an den Auspufflächer vum Faass ze botzen;
3. Kuckt ob den Hopper mat engem Metallfilter ausgestatt ass.D'Partikel ginn duerch Metall gefiltert fir d'Metallverschmotzungen ze entfernen, déi an de Partikelen gemëscht sinn, d'Verschleiung vun den Metallverschmotzungen op der Innere vun der Ausrüstung ze reduzéieren an déi perfekt Fusioun vun de geformte Plastik-Holzprofiler ze garantéieren.
4. Ob de Killwaassersystem normalerweis funktionnéiert.E perfekte Killwaassersystem ass déi néideg Ausrüstung fir ze killen no der Plastik-Holz-Extrusioun.Rechtzäiteg Ofkillbehandlung kann déi gutt Form vu Plastik-Holzprofile garantéieren.
5. Installéiert Plastik-Holz Schimmel, an installéiert designéierte Schimmel no de Profiler ze produzéieren.
6. Kontrolléiert ob d'pneumatesch Schneidmaschinn an aner Schraubekomponenten normalerweis funktionnéieren.
D. D'Temperatur vum nei extrudéierte Plastik-Holzprofil ass relativ héich, an et muss manuell op engem flaache Buedem plazéiert ginn.Nodeems de Profil komplett ofgekillt ass, gëtt et veraarbecht a verpackt.Och wann dëse Schrëtt einfach ass, ass et ganz wichteg.Wann d'Fabréck dës Detailer ignoréiert, hunn d'Fabréckmaterialien dacks Mängel.Ongläiche Plastikholz wäert einfach zu verschiddenen Dicken vun den ieweschten an ënneschten Uewerflächen vum Produkt no der spéider Schleifen a Veraarbechtung féieren.Zousätzlech wäerten ongläiche Profiler gewësse Schwieregkeete fir d'Konstruktioun bréngen an d'Landschaftseffekt beaflossen.
E. No de Bedierfnesser vun de Clienten, veraarbecht de Plastik-Holz Profiler:
1. Schleifbehandlung ass eng Schicht vu Plastikhaut ze entfernen, déi produzéiert gëtt wann de Plastik-Holzprofil extrudéiert ass, sou datt de Plastik-Holzprofil besser Verschleißbeständegkeet huet wann se an der Fabréck installéiert sinn.
2. Prägungsbehandlung: Nodeems d'Uewerfläch vum Profil poléiert ass, gëtt d'Plastik-Holz geprägt, fir datt d'Uewerfläch vum Plastik-Holzprofil e Holz-ähnlechen Effekt huet.
3. Ausschneiden, Tenoning Veraarbechtung, personaliséiert Gréisst no Clientsbedürfnisser, a personaliséiert Produkter wéi Tenoning Bedierfnesser.
4. Nodeems déi uewe genannte Veraarbechtung ofgeschloss ass, ass de leschte Schrëtt de Produit ze packen.Raisonnabel Verpakung vum Produkt kann de Schued vum Produkt während der Liwwerung reduzéieren.

Engineering Case
Projet 1





Projet 2










| Dicht | 1,35 g/m3 (Standard: ASTM D792-13 Method B) |
| Tensile Kraaft | 52,5 MPa (Standard: ASTM D638-14) |
| Flexural Kraaft | 55,5 MP (Standard: ASTM D790-10) |
| Flexural Modulus | 65,5 MP (Standard: ASTM D790-10) |
| Impakt Kraaft | 90J/m (Standard: ASTM D4812-11) |
| Shore hardness | D80 (Standard: ASTM D2240-05) |
| Waasser Absorptioun | 0,6% (Standard: ASTM D570-98) |
| Thermesch Expansioun | 3.21×10-6 (Standard: ASTM D696 – 08) |





