




Video

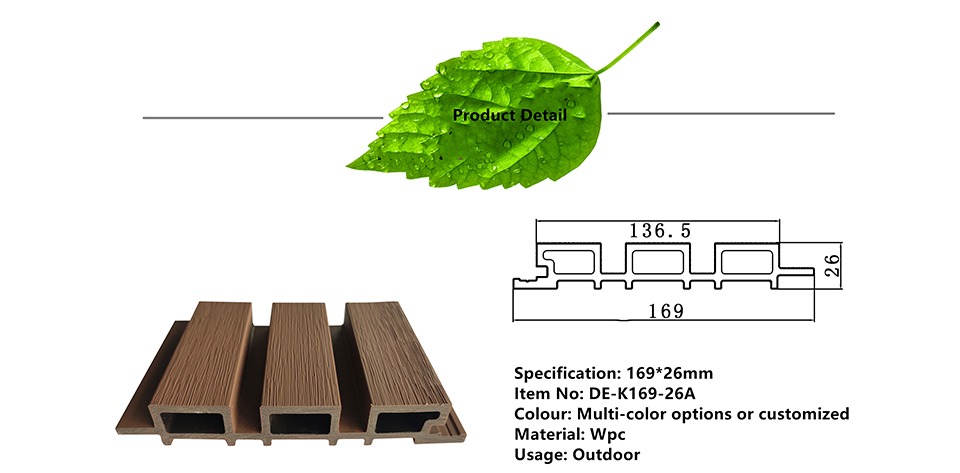
Detail Gambar
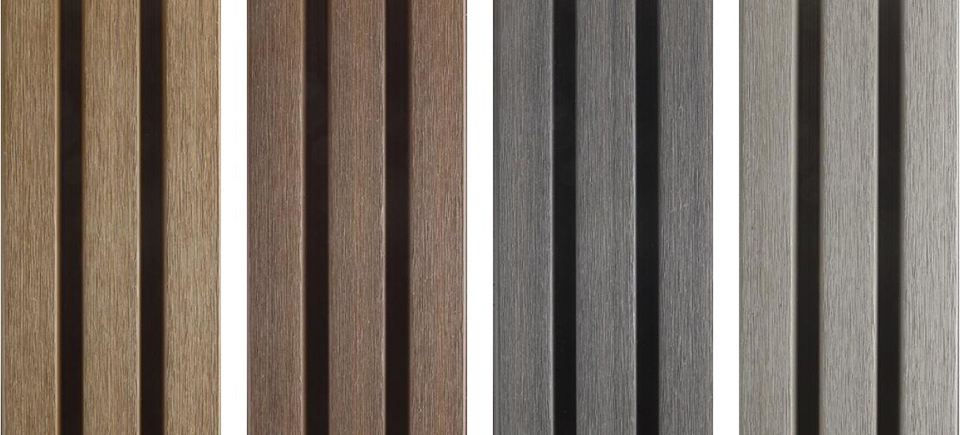

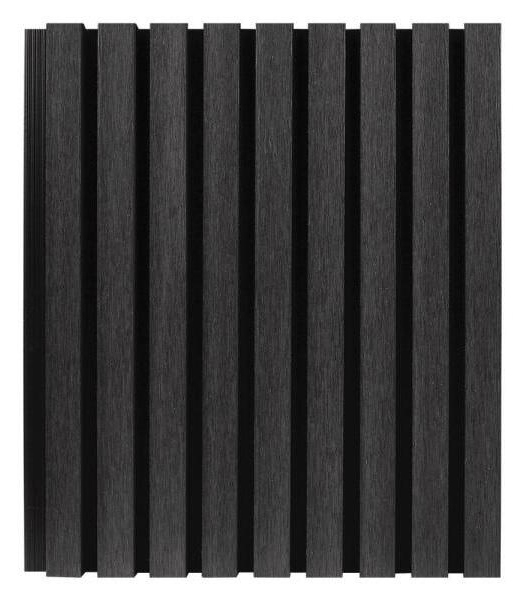
Tampilan Warna

Umur dawa
Pangopènan sing kurang
Ora Warping utawa Splintering
Lumahing lumampah sing tahan slip
Tahan Gores
Tahan noda
anti banyu
Garansi 15 Taun
95% kayu lan plastik daur ulang
Anti-mikroba
Tahan geni
Instalasi Gampang
Paramèter
| Merk | DEGE |
| jeneng | WPC DINDING CLADDING |
| Item | CLADDING |
| Ukuran standar | |
| komponen WPC | 30% HDPE + 60% serat kayu + 10% aditif |
| Aksesoris | Paten sistem klip-gampang |
| wektu pangiriman | Kira-kira 20-25 dina kanggo siji wadhah 20'ft |
| pambayaran | 30% setor, liyane kudu dibayar sadurunge dikirim |
| Pangopènan | pangopènan gratis |
| Daur ulang | 100% bisa didaur ulang |
| Paket | Pallet utawa akeh packing |
Lumahing kasedhiya


Tes Kualitas



Proses Produksi Panel Dinding Wpc

A. Kayu plastik PE saiki dadi jinis kayu plastik sing paling akeh digunakake ing donya, yaiku, WPC CLADDING, WPC FENCING.Kaping pisanan, ayo ngerti bahan mentah produk kayu plastik PE.Bahan baku utama yaiku plastik PE lan bubuk kayu poplar., Toner, anti-ultraviolet absorber, kompatibilitas.
1. PE plastik: Comprehensive comparison biaya lan gabungan HDPE iku pilihan sing paling apik, lan kayu plastik ing pasar Sejatine nggunakake bahan daur ulang minangka bahan baku utama, kang nyuda polusi putih lan ndadekake lingkungan kita luwih sehat lan lingkungan loropaken."Daur ulang" uga diarani bahan plastik daur ulang.Kabeh plastik sing bisa didaur ulang kanthi industri sing bisa digunakake maneh liwat proses pangolahan tartamtu diarani plastik daur ulang;bahan daur ulang dipérang dadi akeh gelar, kayata bahan daur ulang bahan khusus lan bahan daur ulang bahan kapisan., Daur ulang Secondary, daur ulang tersier utawa malah sampah, iku gampang kanggo ngerti makna secara harfiah, sing luwih dhuwur bahan, kurang isi impurity saka plastik, sampah iku alamiah dhuwur ing isi impurity, lan pilihan saka bahan mentahan langsung mengaruhi pilihan kayu plastik Amarga bahan plastik-kayu minangka negara ing ngendi wêdakakêna kayu dibungkus plastik, yen isi impurity saka plastik dhuwur, lan proporsi plastik dhewe cilik, iku alamiah ora bisa mbungkus wêdakakêna kayu uga. .
2. Glepung kayu: Kanggo entuk gabungan glepung kayu lan plastik sing sampurna ing kayu plastik, ora mung syarat sing ketat ing plastik, nanging uga glepung kayu: sing luwih apik glepung kayu kanthi bobot sing padha, luwih gedhe area permukaan. saka bubuk.Sing luwih dhuwur proporsi plastik sing dibutuhake;Kosok baline, luwih gedhe wêdakakêna wêdakakêna kayu, area lumahing wêdakakêna luwih cilik, lan proporsi plastik sing dibutuhake sajrone fusi plastik luwih murah.Sawise pirang-pirang taun eksperimen, bubuk kayu poplar minangka bubuk wêdakakêna kayu sing paling apik, lan ukuran partikel bubuk paling apik ing kekandelan 80-100 bolong;wêdakakêna banget nggoleki, biaya Processing dhuwur, komposisi plastik mbutuhake liyane, lan biaya luwih, nanging produk plastik-kayu nyetak wis plasticity dhuwur banget;yen wêdakakêna banget atos, biaya Processing kurang, lan syarat komposisi plastik kurang, nanging produk plastik-kayu nyetak wis fusi cekap, brittle, lan gampang kanggo kokain.
3. Bahan bantu: Fungsi utama toner kanggo cocog karo warna bahan kayu plastik.Saiki, aplikasi utama kayu plastik PE yaiku bubuk warna anorganik.Nduwe kinerja anti-luntur sing luwih apik kanggo panggunaan ruangan, sing beda karo warna organik sing digunakake kanggo kayu ekologi PVC njero ruangan.Wêdakakêna, warna toner organik luwih cetha lan padhang.Fungsi utama saka absorber anti-ultraviolet kanggo nambah kemampuan anti-ultraviolet saka kayu plastik nggunakake ruangan, lan nambah kinerja anti-tuwa.Kompatibilitas minangka aditif sing ningkatake kompatibilitas antarane glepung kayu lan resin.
B. Ngerteni bahan baku kayu plastik kanthi ringkes, langkah sabanjure yaiku pelletize.Miturut bahan mentahan ing ndhuwur, nyampur miturut rasio tartamtu, extrude pelet kayu plastik liwat pangatusan gabungan suhu dhuwur, lan Pack kanggo nggunakake.Fungsi utama saka peralatan pelletizing kanggo mujudaken proses pra-plasticization saka wêdakakêna kayu lan plastik, éling nyawiji seragam saka bahan wêdakakêna biomas lan plastik PE ing kahanan leleh, lan nindakake pretreatment kanggo produksi bahan kayu plastik.Amarga fluidity miskin saka kayu-plastik nyawiji, desain pelletizer bahan kayu-plastik lan pelletizer plastik ora persis padha.Kanggo plastik sing beda, desain pelletizer uga beda.Pelletizer sing biasane digunakake kanggo poliethelin biasane nggunakake extruder sekrup kembar conical, amarga poliethelin minangka resin sensitif panas, lan extruder sekrup kembar conical nduweni gaya geser sing kuat lan dawa sekrup relatif sejajar.Extruder meneng kembar cendhak, kang nyuda wektu panggonan saka materi ing tong minyak.Ing diameteripun njaba meneng wis desain conical saka gedhe kanggo cilik, supaya rasio komprèsi cukup gedhe, lan materi bisa plasticized luwih lengkap lan seragam ing tong minyak.
C. Sawise pelletizing, iku lumebu ing tataran extrusion.Sawetara persiapan kudu ditindakake sadurunge ekstrusi:
1. Priksa manawa ora ana impurities utawa partikel warna liyane sing isih ana ing hopper supaya ora najis warna kayu plastik sing diprodhuksi;
2. Priksa manawa peralatan vakum saka extruder ora dihalangi lan priksa manawa tingkat vakum ora kurang saka -0,08mpa.Tong vakum kudu diresiki kaping pindho saben shift yen normal.Aja nggunakake piranti logam kanggo ngresiki bolongan exhaust, lan nggunakake plastik utawa kayu teken kanggo ngresiki munggah impurities ing bolongan exhaust tong minyak;
3. Priksa manawa hopper dilengkapi filter logam.Partikel disaring liwat logam kanggo mbusak impurities logam dicampur ing partikel, nyuda nyandhang saka impurities logam ing nang saka peralatan lan mesthekake gabungan sampurna saka profil plastik-kayu nyetak.
4. Apa sistem banyu cooling operasi normal.Sistem banyu pendinginan sing sampurna yaiku peralatan sing dibutuhake kanggo pendinginan sawise ekstrusi kayu plastik.Perawatan cooling pas wektune bisa njamin wangun apik saka profil plastik-kayu.
5. Pasang cetakan plastik-kayu, lan pasang cetakan sing ditunjuk miturut profil sing bakal diprodhuksi.
6. Priksa manawa mesin pemotong pneumatik lan komponen sekrup liyane bisa mlaku kanthi normal.
D. Suhu saka profil plastik-kayu mentas extruded punika relatif dhuwur, lan iku perlu kanggo diselehake kanthi manual ing lemah warata.Sawise profil rampung digawe adhem, bakal diproses lan dikemas.Senajan langkah iki prasaja, iku penting banget.Yen pabrik ora nggatekake rincian kasebut, bahan pabrik bakal kerep duwe cacat.kayu plastik ora rata bakal gampang mimpin kanggo macem-macem thicknesses saka ndhuwur lan ngisor lumahing prodhuk sawise mecah mengko lan Processing.Kajaba iku, profil sing ora rata bakal nyebabake kesulitan tartamtu kanggo konstruksi lan mengaruhi efek lanskap.
E. Miturut kabutuhan pelanggan, proses profil kayu plastik:
1. Grinding perawatan kanggo mbusak lapisan kulit plastik diprodhuksi nalika profil plastik-kayu extruded, supaya profil plastik-kayu wis resistance nyandhang luwih nalika diinstal ing pabrik.
2. Embossing perawatan: Sawise lumahing profil wis polesan, plastik-kayu embossed kanggo nggawe lumahing profil plastik-kayu duwe efek kayu-kaya.
3. Nglereni, pangolahan tenoning, ukuran sing disesuaikan miturut kabutuhan pelanggan, lan produk sing disesuaikan kayata kabutuhan tenoning.
4. Sawise proses ing ndhuwur rampung, langkah pungkasan yaiku ngemas produk.Kemasan produk sing cukup bisa nyuda karusakan sing disebabake dening produk sajrone pangiriman.

Kasus Teknik






Kasus Teknik 2
















pisanan:masang keel dhisik, Keel bisa kayu utawa Wpc
Kapindho:ndandani panel tembok ruangan ing keel karo gesper logam
Katelu:ndandani gesper logam lan keel karo gun kuku udhara utawa ngawut-awut
Kaping papat:sawise nglebokake panel tembok wpc ruangan sabanjure menyang kunci panel tembok ndhuwur, gunakake pistol kuku udara utawa sekrup kanggo ngira gesper logam lan keel.
kaping lima:mbaleni langkah kaping papat
kaping enem:sawise rampung instalasi panel tembok, nambah band pinggiran L watara
| Kapadhetan | 1,33g/m3 (Standar: ASTM D792-13 Metode B) |
| Kekuwatan tensile | 24,5 MPa (Standar: ASTM D638-14) |
| Kekuatan lentur | 34.5Mp (Standar: ASTM D790-10) |
| Modulus lentur | 3565Mp (Standar: ASTM D790-10) |
| Kekuwatan impact | 84J/m (Standar: ASTM D4812-11) |
| Kekerasan pantai | D71 (Standar: ASTM D2240-05) |
| panyerepan banyu | 0,65% (standar: ASTM D570-98) |
| Ekspansi termal | 33.25×10-6 (Standar: ASTM D696 – 08) |
| Slip tahan | R11 (Standar: DIN 51130:2014) |





