







Upplýsingar Myndir

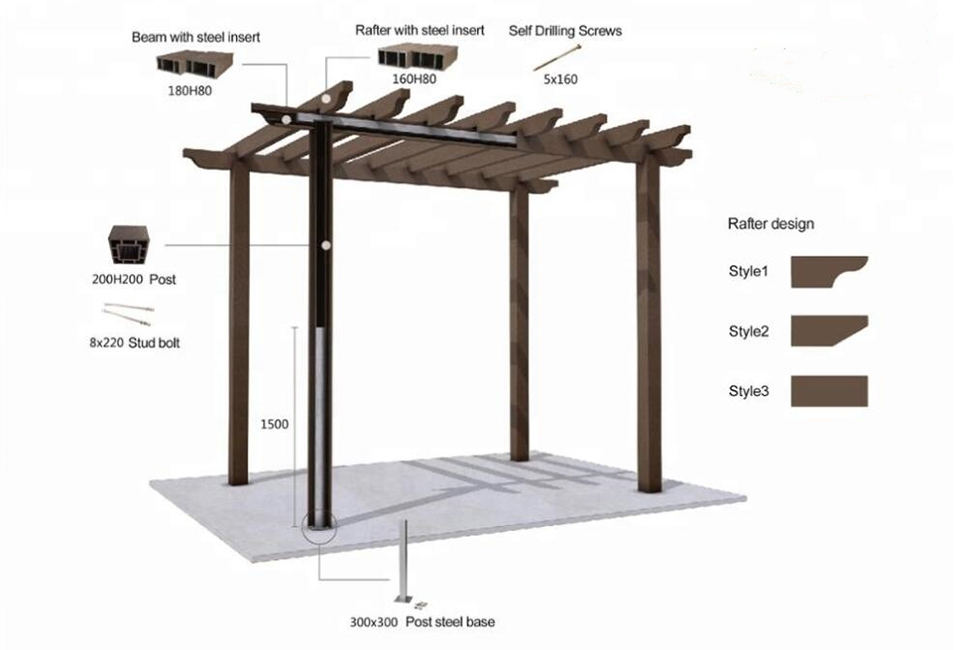
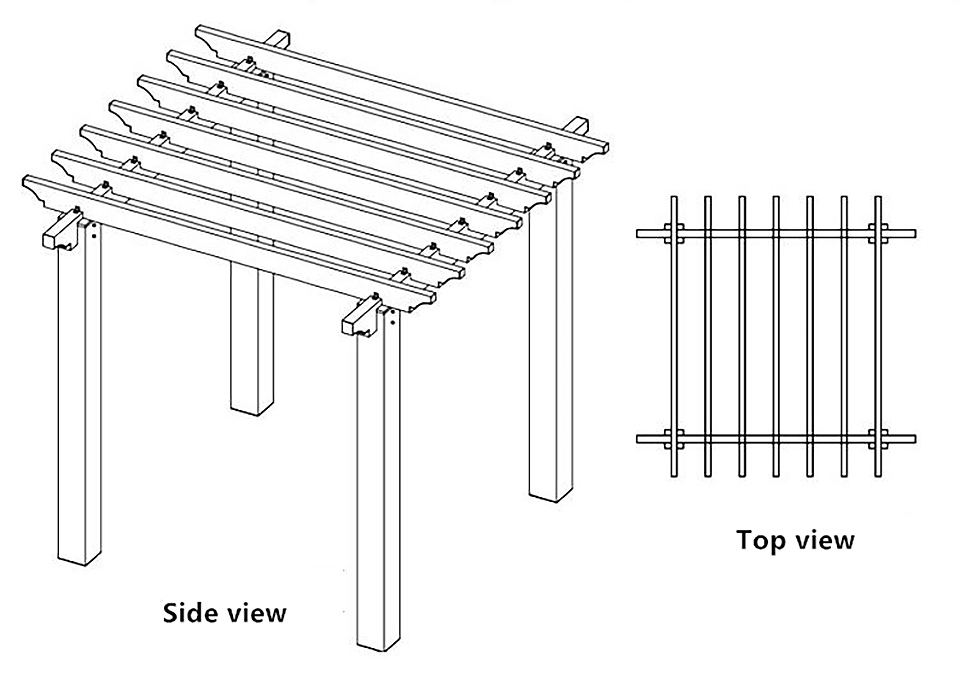
WPC Beam
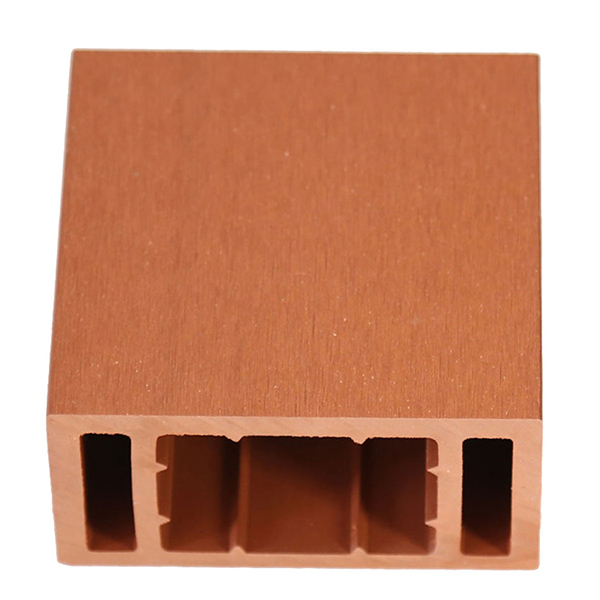
WPC Beam

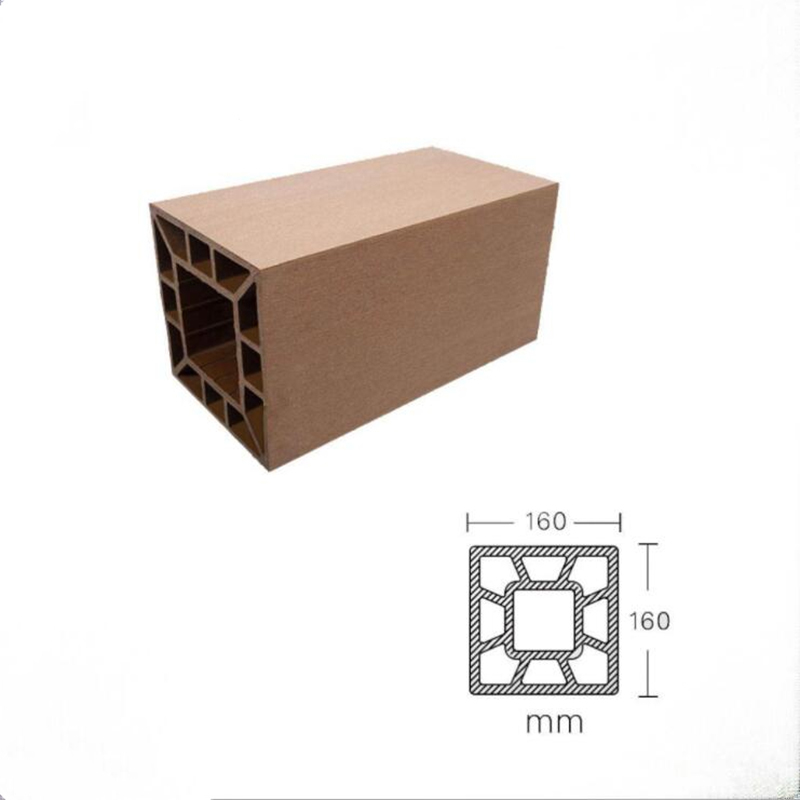
WPC Post

WPC Post

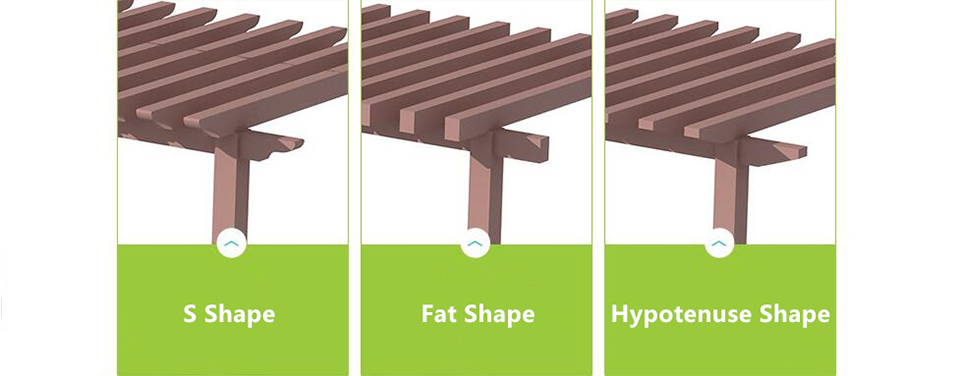
WPC rafter

Litaskjár

Langur líftími
Lítið viðhald
Engin vinda eða klofning
Hálþolnir göngufletir
Klóraþolið
Blettþolinn
Vatnsheldur
15 ára ábyrgð
95% endurunnið timbur og plast
Örverueyðandi
Eldþolinn
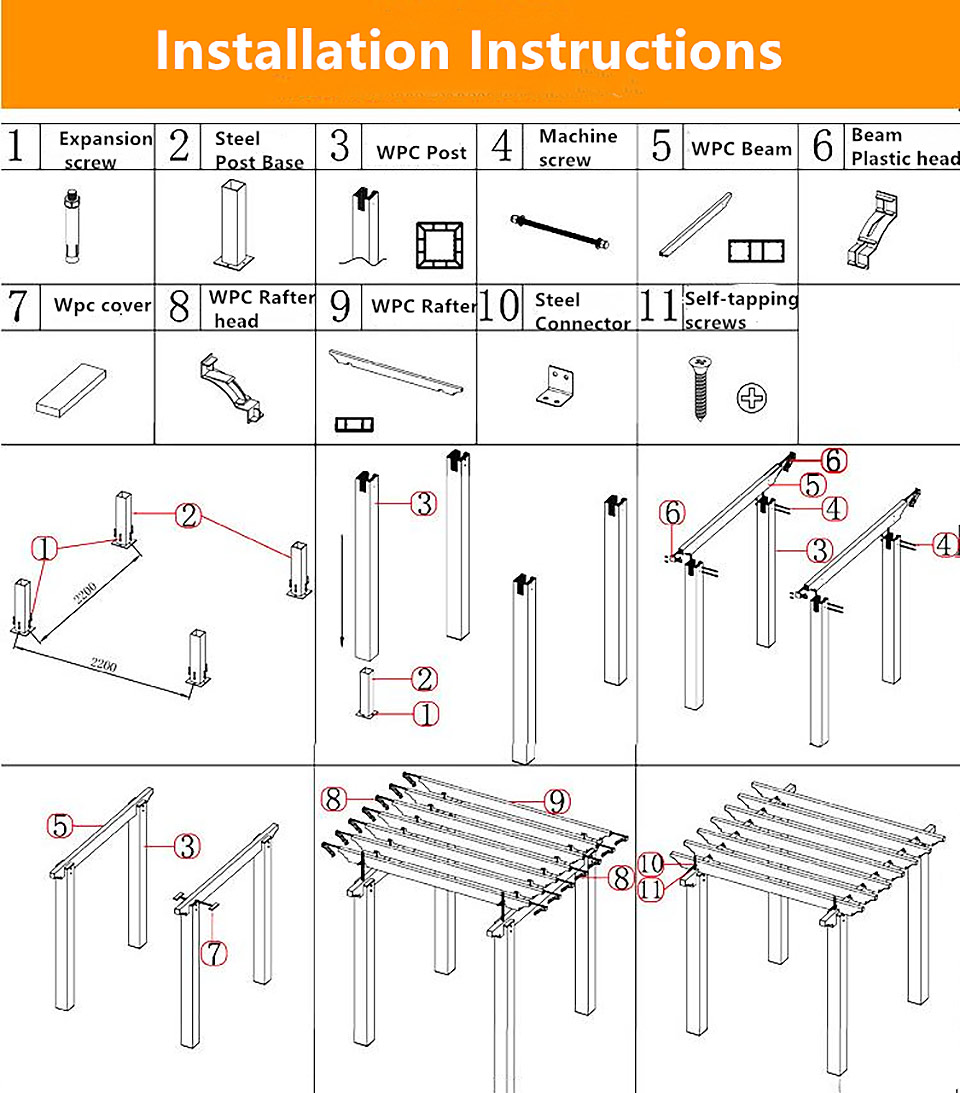
Auðveld uppsetning
Parameter
| Merki | DEGE |
| Litir | Ljósgrátt, beige, appelsínugult, brúnt, djúpt te, djúpgrátt |
| Nafn | |
| Atriði | |
| Venjuleg stærð (breidd * lengd) | |
| Lengd | 2,2m, 2,9m, 5,6m eða sérsniðin |
| WPC hluti | 35% HDPE+60% viðartrefjar + 5% aukaefni |
| Aukahlutir | Einkaleyfi með klemmu-auðveldu kerfi |
| Sendingartími | Um það bil 15-20 dagar fyrir einn 20'ctn |
| Greiðsla | 30% innborgað, afganginn ætti að greiða fyrir afhendingu |
| Umsókn | Þilfari, gólfefni, ruslatunna, girðing, veggplata, blómakassi osfrv |
| Wpc Hs kóða | 39189090 |
| Pakki | Bretti eða magnpökkun |
| Ábyrgð | 10 ár |
| Aðalatriði: | 1. Endurvinnanleg, vistvæn, sparnaður skógarauðlindir 2. Með útliti náttúruviðarins, en minna timburvandamál 3. Raka/vatnsheldur, minna rotinn, sannað við saltvatnsástand 4. Berfættur vingjarnlegur, hálkuvörn, minna sprungur, minna vinda 5. Þarf ekki málverk, ekkert lím, lítið viðhald 6. Veðurþolinn, hentugur frá mínus - 40 til 60 gráður, andstæðingur-UV 7. Termítar og skordýr þola og myglaþolnar 8. Auðvelt að setja upp og þrífa 9.various líkan í samræmi við kröfur þínar |
Wpc Wall Panel Framleiðsluferli

A. PE plastviður er sem stendur mest notaða tegund plastviðar í heiminum, það er okkarWPC KLÆÐING, WPC GIRÐING.Í fyrsta lagi skulum við skilja hráefni PE plastviðarvara.Helstu hráefni eru PE plast og ösp viðarduft., Tónn, andstæðingur-útfjólubláu deyfi, samhæfingarefni.
1. PE plast: Alhliða samanburður á kostnaði og samruna HDPE er besti kosturinn og plastviðurinn á markaðnum notar í grundvallaratriðum endurunnið efni sem aðalhráefni, sem dregur úr hvítum mengun og gerir umhverfi okkar heilsusamlegra og umhverfisvænna.„Endurunnið“ er einnig kallað endurunnið plastefni.Allt iðnaðarendurvinnanlegt plast sem hægt er að endurnýta í gegnum ákveðið vinnsluferli kallast endurunnið plast;endurunnið efni er skipt í marga flokka, svo sem sérstakt endurunnið efni og fyrsta flokks endurunnið efni., Secondary endurvinnsla, háskólastig endurvinnsla eða jafnvel sorp, það er auðvelt að skilja merkinguna bókstaflega, því hærra sem einkunnin er, því minna er óhreinindainnihald plastsins, sorpið er náttúrulega hátt í óhreinindainnihaldi og val á hráefnum beint hefur áhrif á val á plastviði Vegna þess að plastviðarefni er ástand þar sem viðarduft er pakkað inn í plast, ef óhreinindainnihald plasts er hátt og hlutfall plastsins sjálft er lítið, getur það náttúrulega ekki pakkað viðardufti vel inn. .
2. Viðarmjöl: Til að ná fullkominni samruna viðarmjöls og plasts í plastvið eru ekki aðeins strangar kröfur um plast heldur einnig viðarmjöl: því fínni sem viðarmjölið er af sömu þyngd, því stærra er yfirborðið. af duftinu.Því hærra sem hlutfall plasts þarf;Þvert á móti, því stærra sem viðarduftið er, því minna yfirborðsflatarmál duftsins og því lægra hlutfall plasts sem þarf við plastsamruna.Eftir margra ára tilraunir er öspviðarduft besta viðarduftið og kornastærð duftsins er best í þykkt 80-100 möskva;duftið er of fínt, vinnslukostnaðurinn er hár, plastsamsetningin krefst meira og kostnaðurinn er hærri, en mótað plastviðarvara hefur of mikla mýkt;ef duftið er of gróft er vinnslukostnaðurinn lítill og kröfur um plastsamsetningu minni, en mótað plastviðarvara hefur ófullnægjandi samruna, er brothætt og auðvelt að sprunga.
3. Hjálparefni: Aðalhlutverk andlitsvatns er að passa við lit plastviðarefna.Sem stendur er aðalnotkun PE plastviðar ólífrænt litaduft.Það hefur betri afköst gegn fölnun til notkunar utandyra, sem er frábrugðið lífrænum lit sem notaður er fyrir vistvænan PVC-við innanhúss.Duft, lífræn andlitsvatnslitur er líflegri og bjartari.Meginhlutverk útfjólubláa gleymans er að bæta andstæðingur-útfjólubláu getu plastviðarins utandyra og bæta frammistöðu gegn öldrun.Compatibilizer er aukefni sem stuðlar að samhæfni milli viðarmjöls og plastefnis.
B. Skilja hráefni plastviðar í stuttu máli, næsta skref er að köggla.Samkvæmt ofangreindu hráefni, blandaðu í ákveðnu hlutfalli, pressaðu plastviðarkögglum í gegnum háhitasamrunaþurrkun og pakkaðu þeim til notkunar.Meginhlutverk kornunarbúnaðarins er að átta sig á formýkingarferli viðardufts og plasts, átta sig á samræmdri blöndun lífmassaduftsefnis og PE plasts við bræðsluskilyrði og framkvæma formeðferð til framleiðslu á plastviðarefnum.Vegna lélegrar vökvunar á viðarplastbræðslu er hönnunin á viðarplastefnisköggli og plastköggli ekki nákvæmlega eins.Fyrir mismunandi plastefni er hönnun pelletizersins einnig mismunandi.Kögglavélin sem venjulega er notuð fyrir pólýetýlen notar venjulega keilulaga tvískrúfa þrýstibúnað, vegna þess að pólýetýlen er hitanæmt plastefni, og keilulaga tvískrúfa extruderinn hefur sterkan klippikraft og skrúfulengdirnar eru tiltölulega samsíða.Tvískrúfapressan er stutt, sem dregur úr dvalartíma efnisins í tunnunni.Ytra þvermál skrúfunnar er með keilulaga hönnun frá stórum til litlum, þannig að þjöppunarhlutfallið er nokkuð stórt og hægt er að mýkja efnið meira og jafnt í tunnunni.
C. Eftir pelletizing fer það inn í extrusion stigið.Nokkur undirbúningur þarf að gera fyrir útpressun:
1. Gakktu úr skugga um að engin óhreinindi eða agnir af öðrum litum séu eftir í tankinum til að forðast óhreinan lit á plastviðnum sem framleitt er;
2. Athugaðu hvort tómarúmsbúnaður extrudersins sé óhindrað og tryggðu að lofttæmisstigið sé ekki minna en -0,08mpa.Tómarúmstunnan ætti að þrífa tvisvar á hverri vakt ef það er eðlilegt.Ekki nota málmverkfæri til að þrífa útblástursgötin og notaðu plast- eða trépinna til að hreinsa upp óhreinindi í útblástursgötum tunnunnar;
3. Athugaðu hvort tankurinn sé búinn málmsíu.Agnirnar eru síaðar í gegnum málm til að fjarlægja málmóhreinindi sem blandað er í agnirnar, draga úr sliti á málmóhreinindum innan á búnaðinum og tryggja fullkomna samruna mótuðu plastviðarprófílanna.
4. Hvort kælivatnskerfið virki eðlilega.Fullkomið kælivatnskerfi er nauðsynlegur búnaður til að kæla eftir plast-viðarútpressun.Tímabær kælimeðferð getur tryggt góða lögun plastviðarprófíla.
5. Settu upp plast-viðarmót og settu upp tilnefnd mót í samræmi við sniðin sem á að framleiða.
6. Athugaðu hvort pneumatic skurðarvélin og aðrir skrúfuíhlutir geti starfað eðlilega.
D. Hitastig nýpressaða plastviðarsniðsins er tiltölulega hátt og það þarf að setja það handvirkt á flata jörð.Eftir að sniðið er alveg kælt verður það unnið og pakkað.Þó þetta skref sé einfalt er það mjög mikilvægt.Ef verksmiðjan hunsar þessar upplýsingar mun verksmiðjuefnið oft hafa galla.Ójafn plastviður mun auðveldlega leiða til mismunandi þykktar efri og neðri yfirborðs vörunnar eftir síðari mala og vinnslu.Að auki munu ójöfn snið leiða til ákveðinna erfiðleika við byggingu og hafa áhrif á landslagsáhrif.
E. Í samræmi við þarfir viðskiptavina, vinna úr plastviðarprófílunum:
1. Malameðferð er að fjarlægja lag af plasthúð sem myndast þegar plastviðarsniðið er pressað út, þannig að plastviðarsniðið hafi betri slitþol þegar það er sett upp í verksmiðjunni.
2. Upphleypt meðferð: Eftir að yfirborð sniðsins er fáður er plastviðurinn upphleyptur til að yfirborð plastviðarsniðsins hafi viðarlík áhrif.
3. Skurður, tenoning vinnsla, sérsniðin stærð í samræmi við þarfir viðskiptavina, og sérsniðnar vörur eins og tenoning þarfir.
4. Eftir að ofangreindri vinnslu er lokið er síðasta skrefið að pakka vörunni.Sanngjarnar umbúðir vörunnar geta dregið úr skemmdum af völdum vörunnar við afhendingu.

Verkfræðimál
Verkefni 1





Verkefni 2










| Þéttleiki | 1,35g/m3 (Staðall: ASTM D792-13 Aðferð B) |
| Togstyrkur | 52,5 MPa (Staðall: ASTM D638-14) |
| Beygjustyrkur | 55,5Mp (Staðall: ASTM D790-10) |
| Beygjustuðull | 65,5Mp (Staðall: ASTM D790-10) |
| Höggstyrkur | 90J/m (Staðall: ASTM D4812-11) |
| Strönd hörku | D80 (Staðall: ASTM D2240-05) |
| Vatnsupptaka | 0,6% (Staðall: ASTM D570-98) |
| Hitaþensla | 3,21×10-6 (Staðall: ASTM D696 – 08) |





