




Video

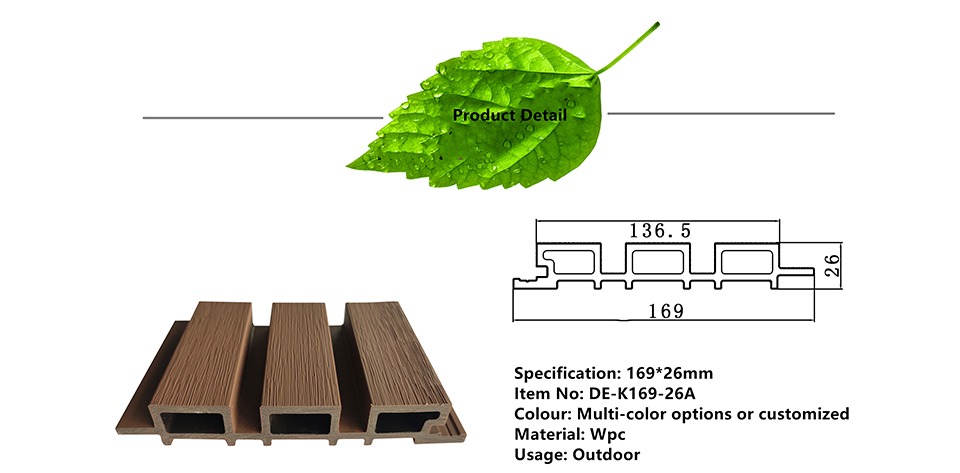
Detail Gambar
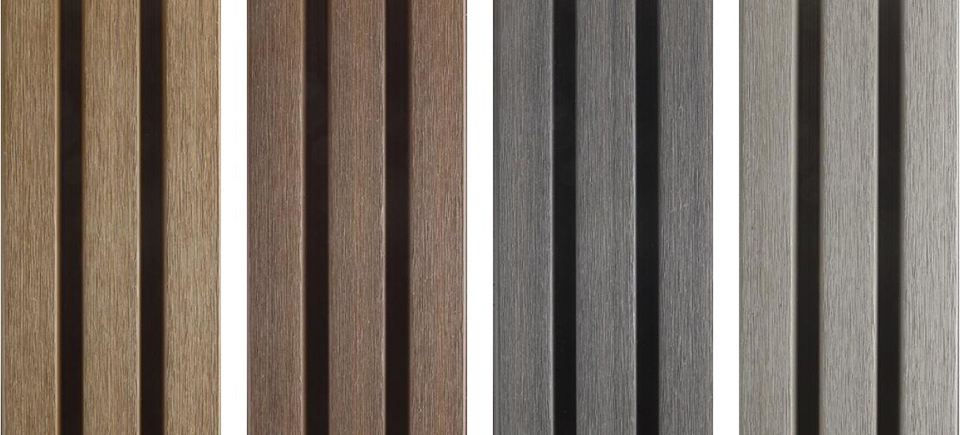

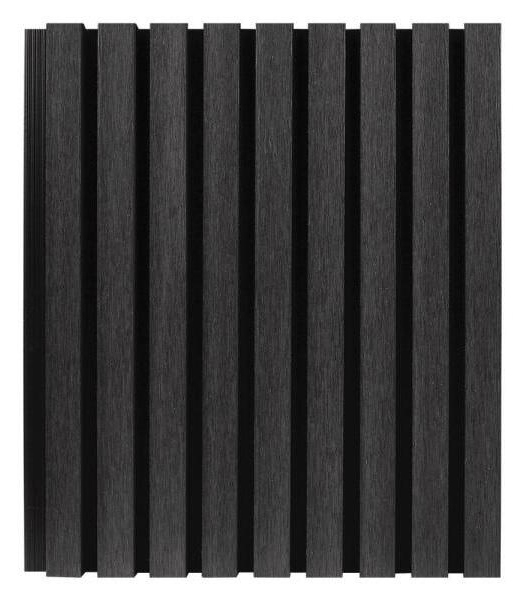
Tampilan Warna

Umur panjang
Perawatan yang rendah
Tidak Ada Bengkok atau Pecah
Permukaan jalan anti slip
Tahan gores
Tahan Noda
Tahan air
Garansi 15 Tahun
95% kayu dan plastik daur ulang
Anti-mikroba
Tahan api
Instalasi Mudah
Parameter
| Merek | DERAJAT |
| Nama | CLADDING DINDING WPC |
| Barang | KELOMPOK |
| Ukuran standar | |
| komponen WPC | 30% HDPE + 60% serat kayu + 10% aditif |
| Aksesoris | Sistem klip-mudah yang dipatenkan |
| Waktu pengiriman | Sekitar 20-25 hari untuk satu kontainer 20'ft |
| Pembayaran | 30% disetor, sisanya harus dibayar sebelum dikirim |
| Pemeliharaan | Perawatan gratis |
| Mendaur ulang | 100% dapat didaur ulang |
| Kemasan | Pallet atau kemasan massal |
permukaan yang tersedia


Uji Kualitas



Proses Produksi Panel Dinding Wpc

A. Kayu plastik PE saat ini merupakan jenis kayu plastik yang paling banyak digunakan di dunia, yaitu WPC CLADDING kami, WPC FENCING.Pertama-tama mari kita pahami bahan baku produk kayu plastik PE.Bahan baku utama adalah plastik PE dan bubuk kayu poplar., Toner, anti-ultraviolet absorber, compatibilizer.
1. PE plastik: Komprehensif perbandingan biaya dan fusi HDPE adalah pilihan terbaik, dan kayu plastik di pasar pada dasarnya menggunakan bahan daur ulang sebagai bahan baku utama, yang mengurangi polusi putih dan membuat lingkungan kita lebih sehat dan ramah lingkungan."Daur ulang" juga disebut bahan plastik daur ulang.Semua plastik daur ulang industri yang dapat digunakan kembali melalui proses pengolahan tertentu disebut plastik daur ulang;bahan daur ulang dibagi menjadi banyak kelas, seperti bahan daur ulang kelas khusus dan bahan daur ulang kelas satu., Daur ulang sekunder, daur ulang tersier atau bahkan sampah, mudah untuk memahami artinya secara harfiah, semakin tinggi kelasnya, semakin sedikit kandungan pengotor plastiknya, sampah secara alami tinggi kandungan pengotornya, dan pilihan bahan bakunya langsung mempengaruhi pemilihan kayu plastik Karena bahan plastik-kayu adalah keadaan di mana serbuk kayu dibungkus dengan plastik, jika kandungan pengotor plastik tinggi, dan proporsi plastik itu sendiri kecil, tentu saja tidak mampu membungkus serbuk kayu dengan baik. .
2. Tepung kayu: Untuk mencapai perpaduan sempurna antara tepung kayu dan plastik dalam kayu plastik, tidak hanya ada persyaratan ketat pada plastik, tetapi juga tepung kayu: semakin halus tepung kayu dengan berat yang sama, semakin besar luas permukaannya. dari bubuk.Semakin tinggi proporsi plastik yang dibutuhkan;sebaliknya, semakin besar serbuk serbuk kayu, semakin kecil luas permukaan serbuk, dan semakin rendah proporsi plastik yang dibutuhkan selama peleburan plastik.Setelah bertahun-tahun percobaan, bubuk kayu poplar adalah bubuk bubuk kayu terbaik, dan ukuran partikel bubuk adalah yang terbaik dengan ketebalan 80-100 mesh;bubuknya terlalu halus, biaya pemrosesannya tinggi, komposisi plastiknya membutuhkan lebih banyak, dan biayanya lebih tinggi, tetapi Produk plastik-kayu yang dicetak memiliki plastisitas yang terlalu tinggi;jika bubuknya terlalu kasar, biaya pemrosesannya rendah, dan persyaratan komposisi plastiknya lebih sedikit, tetapi produk kayu plastik yang dicetak memiliki peleburan yang tidak mencukupi, rapuh, dan mudah retak.
3. Bahan pembantu: Fungsi utama toner adalah untuk mencocokkan warna bahan kayu plastik.Saat ini, aplikasi utama kayu plastik PE adalah bubuk warna anorganik.Ini memiliki kinerja anti-pudar yang lebih baik untuk penggunaan di luar ruangan, yang berbeda dari warna organik yang digunakan untuk kayu ekologi PVC dalam ruangan.Bubuk, warna toner organik lebih hidup dan cerah.Fungsi utama penyerap anti-ultraviolet adalah untuk meningkatkan kemampuan anti-ultraviolet dari penggunaan luar kayu plastik, dan meningkatkan kinerja anti-penuaan.Kompatibilizer adalah aditif yang mempromosikan kompatibilitas antara tepung kayu dan resin.
B. Pahami secara singkat bahan baku kayu plastik, langkah selanjutnya adalah pelletize.Menurut bahan baku di atas, campur sesuai dengan rasio tertentu, ekstrusi pelet kayu plastik melalui pengeringan fusi suhu tinggi, dan bungkus untuk digunakan.Fungsi utama peralatan pelletizing adalah untuk mewujudkan proses pra-plastisisasi serbuk kayu dan plastik, mewujudkan pencampuran seragam bahan serbuk biomassa dan plastik PE dalam kondisi leleh, dan melakukan pretreatment untuk produksi bahan kayu plastik.Karena fluiditas yang buruk dari lelehan kayu-plastik, desain pelletizer bahan kayu-plastik dan pelletizer plastik tidak persis sama.Untuk plastik yang berbeda, desain pelet juga berbeda.Pelletizer yang biasanya digunakan untuk polietilen biasanya menggunakan ekstruder sekrup kembar berbentuk kerucut, karena polietilen adalah resin yang peka terhadap panas, dan ekstruder sekrup kembar berbentuk kerucut memiliki gaya geser yang kuat dan panjang sekrup yang relatif paralel.Pengekstrusi sekrup kembar pendek, yang mengurangi waktu tinggal material di dalam laras.Diameter luar sekrup memiliki desain kerucut dari besar ke kecil, sehingga rasio kompresi cukup besar, dan material dapat diplastisasi lebih penuh dan seragam di dalam laras.
C. Setelah pelletizing, memasuki tahap ekstrusi.Beberapa persiapan yang perlu dilakukan sebelum ekstrusi:
1. Pastikan tidak ada kotoran atau partikel warna lain yang tertinggal di dalam hopper untuk menghindari warna tidak murni dari kayu plastik yang dihasilkan;
2. Periksa apakah peralatan vakum ekstruder tidak terhalang dan pastikan tingkat vakum tidak kurang dari -0,08mpa.Laras vakum harus dibersihkan dua kali per shift jika normal.Jangan menggunakan alat logam untuk membersihkan lubang knalpot, dan menggunakan plastik atau tongkat kayu untuk membersihkan kotoran di lubang knalpot barel;
3. Periksa apakah hopper dilengkapi dengan filter logam.Partikel disaring melalui logam untuk menghilangkan kotoran logam yang tercampur dalam partikel, mengurangi keausan kotoran logam di bagian dalam peralatan dan memastikan perpaduan sempurna dari profil plastik-kayu yang dicetak.
4. Apakah sistem air pendingin beroperasi secara normal.Sistem air pendingin yang sempurna adalah peralatan yang diperlukan untuk pendinginan setelah ekstrusi kayu-plastik.Perawatan pendinginan yang tepat waktu dapat memastikan bentuk profil kayu-plastik yang baik.
5. Pasang cetakan plastik-kayu, dan pasang cetakan yang ditentukan sesuai dengan profil yang akan diproduksi.
6. Periksa apakah mesin pemotong pneumatik dan komponen sekrup lainnya dapat beroperasi secara normal.
D. Suhu profil kayu plastik yang baru diekstrusi relatif tinggi, dan perlu ditempatkan secara manual di tanah yang rata.Setelah profil benar-benar dingin, itu akan diproses dan dikemas.Meskipun langkah ini sederhana, ini sangat penting.Jika pabrik mengabaikan detail ini, bahan pabrik akan sering mengalami cacat.Kayu plastik yang tidak rata akan dengan mudah menyebabkan ketebalan yang berbeda dari permukaan atas dan bawah produk setelah penggilingan dan pemrosesan nanti.Selain itu, profil yang tidak rata akan membawa kesulitan tertentu pada konstruksi dan mempengaruhi efek lanskap.
E. Sesuai dengan kebutuhan pelanggan, proses profil kayu-plastik:
1. Perlakuan penggilingan adalah menghilangkan lapisan kulit plastik yang dihasilkan saat profil kayu-plastik diekstrusi, sehingga profil kayu-plastik memiliki ketahanan aus yang lebih baik saat dipasang di pabrik.
2. Perawatan embossing: Setelah permukaan profil dipoles, kayu plastik diembos untuk membuat permukaan profil kayu plastik memiliki efek seperti kayu.
3. Pemotongan, pemrosesan tenoning, ukuran yang disesuaikan sesuai dengan kebutuhan pelanggan, dan produk yang disesuaikan seperti kebutuhan tenoning.
4. Setelah proses diatas selesai, langkah terakhir adalah mengemas produk.Pengemasan produk yang wajar dapat mengurangi kerusakan yang disebabkan oleh produk selama pengiriman.

Kasus Rekayasa






Kasus Rekayasa 2
















Pertama:pasang lunasnya dulu, lunasnya bisa kayu atau wpc
Kedua:perbaiki panel dinding luar pada lunas dengan gesper logam
Ketiga:perbaiki gesper logam dan lunas dengan pistol atau sekrup paku udara
Keempat:setelah memasukkan panel dinding wpc luar ruang berikutnya ke dalam kunci panel dinding atas, gunakan pistol paku udara atau sekrup untuk memperkirakan gesper dan lunas logam
Kelima:ulangi langkah keempat
Keenam:setelah menyelesaikan pemasangan panel dinding, tambahkan pita tepi L di sekitar
| Kepadatan | 1,33g/m3 (Standar: ASTM D792-13 Metode B) |
| Kekuatan tekanan | 24,5 MPa (Standar: ASTM D638-14) |
| Kekuatan lentur | 34.5Mp (Standar: ASTM D790-10) |
| Modulus lentur | 3565Mp (Standar: ASTM D790-10) |
| Kekuatan dampak | 84J/m (Standar: ASTM D4812-11) |
| Kekerasan pantai | D71 (Standar: ASTM D2240-05) |
| Penyerapan air | 0,65% Standar: ASTM D570-98) |
| Ekspansi termal | 33.25×10-6 (Standar: ASTM D696 – 08) |
| Tahan slip | R11 (Standar: DIN 51130:2014) |





