







Részletek Képek

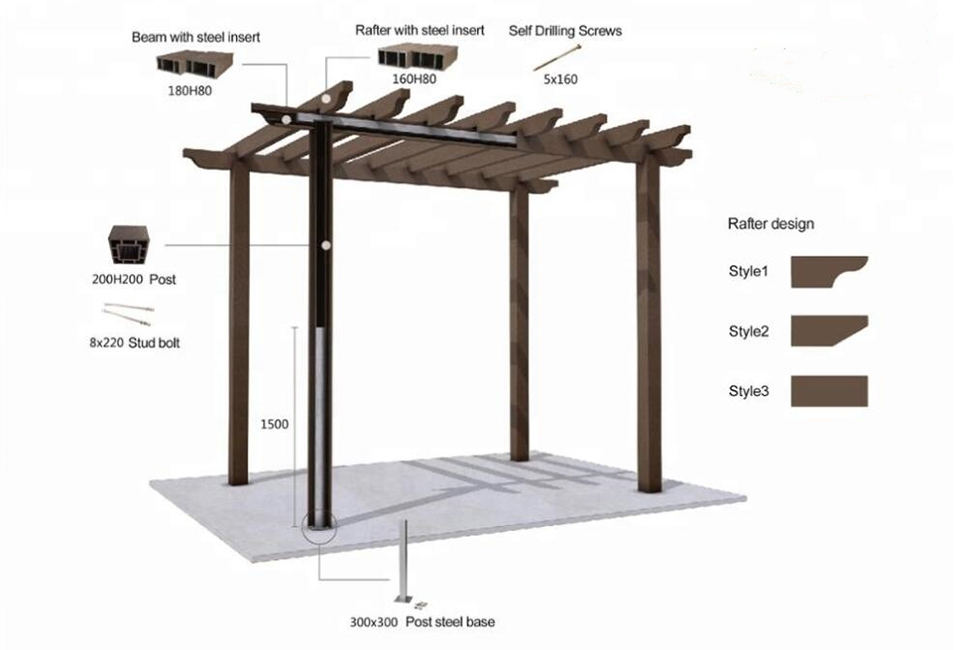
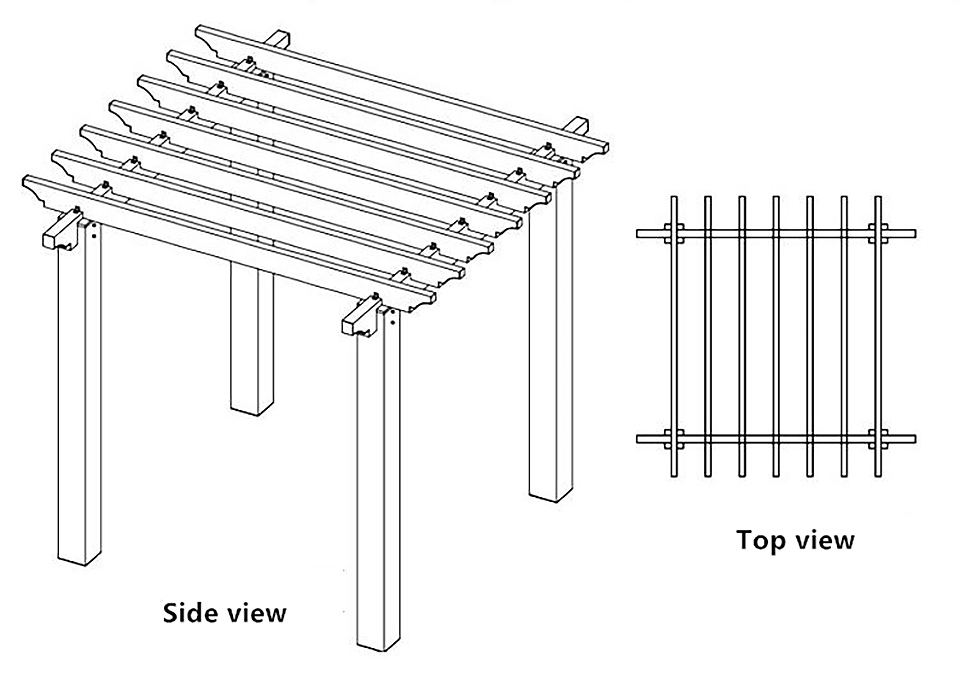
WPC Beam
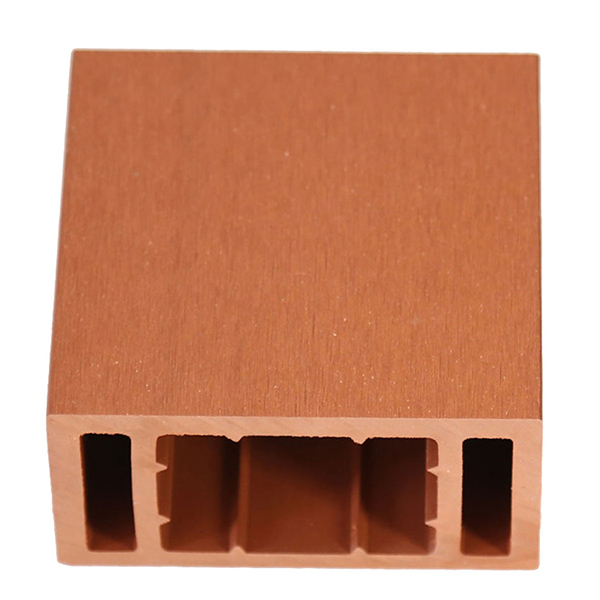
WPC Beam

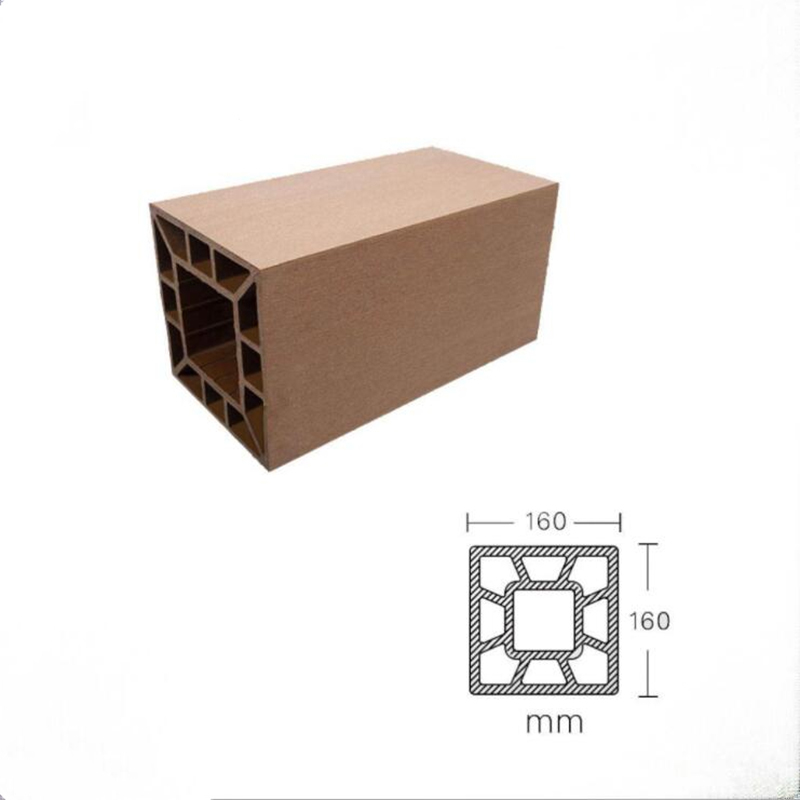
WPC Post

WPC Post

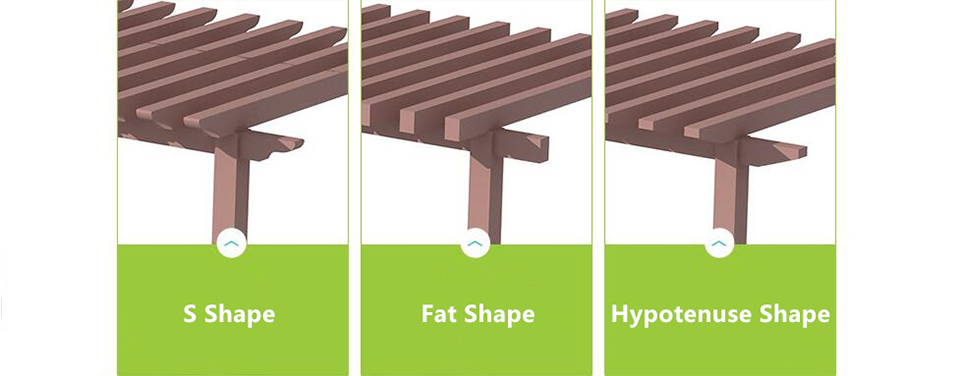
WPC Rafter

Színes kijelző

Hosszú élettartam
Alacsony karbantartás
Nincs vetemedés vagy töredezés
Csúszásgátló járófelületek
Karcálló
Foltálló
Vízálló
15 év garancia
95%-ban újrahasznosított fa és műanyag
Antimikrobiális
Tűzálló
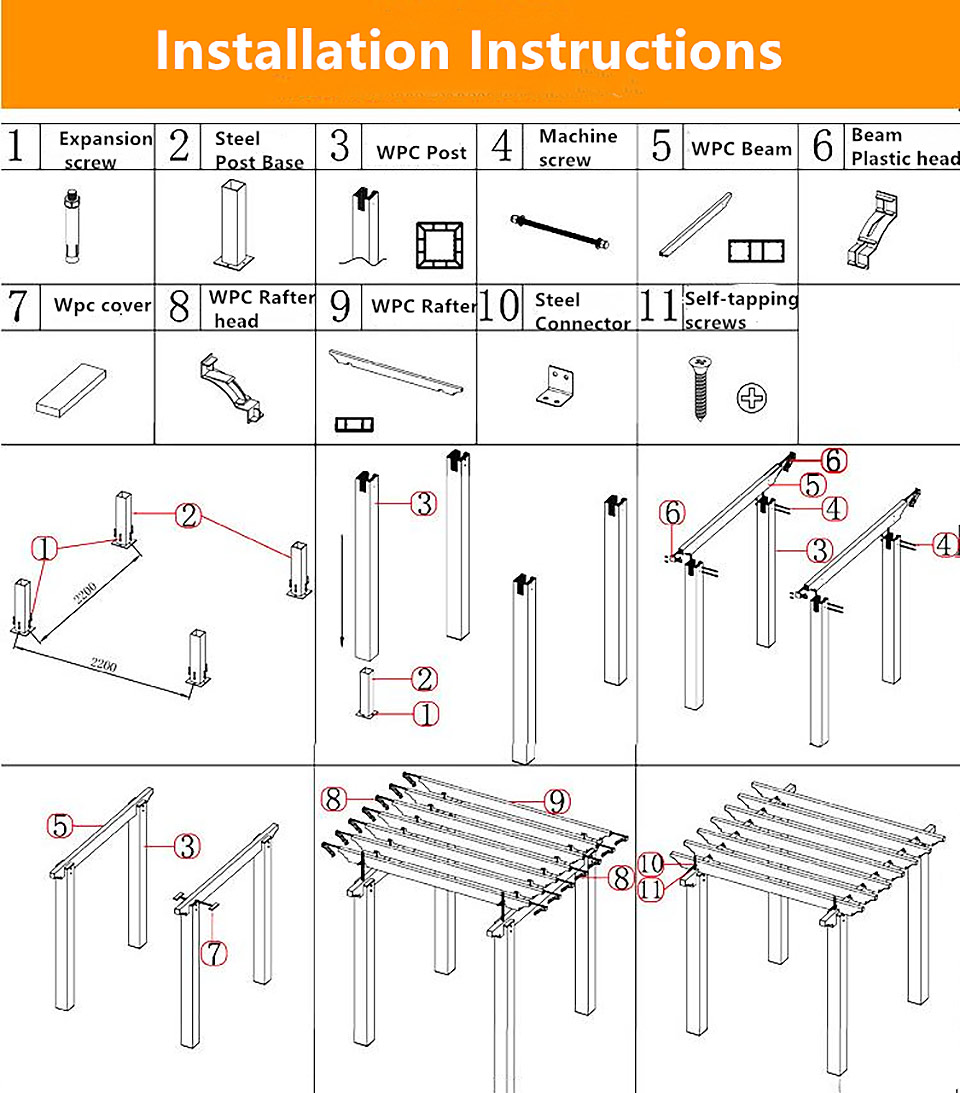
Könnyű telepítés
Paraméter
| Márka | DEGE |
| Színek | Világos szürke, bézs, narancs, barna, mélytea, mélyszürke |
| Név | |
| Tétel | |
| Szabványos méret (szélesség * hosszúság) | |
| Hossz | 2,2 m, 2,9 m, 5,6 m vagy testreszabott |
| WPC komponens | 35% HDPE+60% farost + 5% adalékanyag |
| kiegészítők | Szabadalmaztatott klip-easy rendszer |
| Szállítási idő | Körülbelül 15-20 nap egy 20'ctn |
| Fizetés | 30% letétbe helyezve, a többit szállítás előtt kell kifizetni |
| Alkalmazás | Deszkázás, padlóburkolat, szemetes, kerítés, falpanel, virágláda stb |
| Wpc Hs kód | 39189090 |
| Csomag | Raklap vagy ömlesztett csomagolás |
| Garancia | 10 év |
| Főbb jellemzői: | 1. Újrahasznosítható, környezetbarát, erdei erőforrásokat kímélő 2. A természetes fa megjelenésével, de kevesebb faproblémával 3. Nedvesség/vízálló, kevésbé korhadt, sós vízben bizonyítottan 4. Mezítláb barátságos, csúszásgátló, kevésbé repedező, kevésbé vetemedő 5. Nem igényel festést, nem igényel ragasztót, kevés karbantartást igényel 6. Időjárásálló, mínusz - 40 és 60 Celsius fok között alkalmas, UV védelem 7. Termeszek és rovarok ellenálló és penészes 8. Könnyen telepíthető és tisztítható 9. különféle modell az Ön igényei szerint |
Wpc falpanel gyártási folyamat

A. A PE műanyagfa jelenleg a világ legszélesebb körben használt műanyagfa fajtája, vagyis a miénkWPC BURKOLAT, WPC KERÍTÉS.Először is ismerjük meg a PE műanyag fatermékek alapanyagait.A fő alapanyagok a PE műanyag és a nyárfa por., Toner, anti-ultraibolya nedvszívó, kompatibilizáló.
1. PE műanyag: A költségek és a fúziós HDPE átfogó összehasonlítása a legjobb választás, és a piacon lévő műanyagfa alapvetően újrahasznosított anyagokat használ fő nyersanyagként, ami csökkenti a fehér szennyeződést, és egészségesebbé és környezetbarátabbá teszi környezetünket.Az "újrahasznosított"-ot újrahasznosított műanyagnak is nevezik.Minden iparilag újrahasznosítható műanyagot, amely egy bizonyos feldolgozási folyamat során újra felhasználható, újrahasznosított műanyagnak nevezzük;Az újrahasznosított anyagokat számos osztályba sorolják, mint például a különleges minőségű újrahasznosított anyagok és az első osztályú újrahasznosított anyagok., Másodlagos újrahasznosítás, harmadlagos újrahasznosítás vagy akár szemét, könnyen érthető a szó szerinti jelentés, minél magasabb a minőség, annál kevesebb a szennyeződés tartalma a műanyagnak, a szemétnek természetesen magas a szennyeződés tartalma, és a nyersanyagok kiválasztása közvetlenül befolyásolja a műanyag fa kiválasztását Mivel a műanyag-fa anyag az az állapot, amikor a faport műanyagba csomagolják, ha a műanyag szennyezőanyag-tartalma magas, és magának a műanyagnak kicsi az aránya, természetesen nem tudja jól becsomagolni a faport. .
2. Faliszt: A faliszt és a műanyag tökéletes fúziójának elérése érdekében a műanyagfában nemcsak a műanyagokra, hanem a falisztre is szigorú követelmények vonatkoznak: minél finomabb az azonos tömegű faliszt, annál nagyobb a felület a porból.Minél nagyobb a szükséges műanyag arány;éppen ellenkezőleg, minél nagyobb a faporpor, annál kisebb a por felülete, és annál kisebb a műanyag fúzióhoz szükséges műanyag aránya.Sok éves kísérletezés után a nyárfapor a legjobb faporpor, a por szemcsemérete pedig 80-100 mesh vastagságban a legjobb;a por túl finom, a feldolgozási költség magas, a műanyag összetétel többet igényel, és a költségek magasabbak, de az öntött műanyag-fa termék túl magas plaszticitású;Ha a por túl durva, akkor a feldolgozási költség alacsony, és a műanyag összetételre vonatkozó követelmények is kisebbek, de a fröccsöntött műanyag-fa termék fúziója nem megfelelő, törékeny és könnyen repedhető.
3. Segédanyagok: A toner fő funkciója, hogy a műanyag faanyagok színéhez illeszkedjen.Jelenleg a PE műanyag fa fő felhasználási területe a szervetlen színpor.Jobb fakulásgátló tulajdonságokkal rendelkezik kültéri használatra, ami eltér a beltéri PVC ökológiai fához használt szerves színtől.A púderes, szerves festék színe élénkebb és fényesebb.Az anti-ultraibolya-elnyelő fő funkciója a műanyag fa kültéri használatának ultraibolya sugárzás elleni képességének javítása és az öregedésgátló teljesítmény javítása.A kompatibilizáló adalékanyag, amely elősegíti a faliszt és a gyanta kompatibilitását.
B. Röviden ismerje meg a műanyag fa alapanyagait, a következő lépés a pelletizálás.A fenti alapanyagok szerint keverje össze bizonyos arányban, extrudálja a műanyag fapelleteket magas hőmérsékletű fúziós szárítással, és csomagolja be felhasználásra.A pelletáló berendezés fő funkciója a fapor és műanyag előplasztifikációs folyamatának megvalósítása, a biomassza por és a PE műanyag egyenletes keverése olvadási körülmények között, valamint előkezelés lefolytatása műanyag faanyagok előállításához.A fa-műanyag olvadék rossz folyékonysága miatt a fa-műanyag pelletáló és a műanyag pelletáló kialakítása nem teljesen azonos.A különböző műanyagok esetében a pelletező kialakítása is eltérő.A polietilénhez általában használt pelletizáló általában kúpos ikercsigás extrudert használ, mivel a polietilén hőérzékeny gyanta, a kúpos ikercsigás extruder pedig erős nyíróerővel rendelkezik, és a csavarok hossza viszonylag párhuzamos.Az ikercsigás extruder rövid, ami csökkenti az anyag tartózkodási idejét a hordóban.A csavar külső átmérője a nagytól a kicsiig kúpos kialakítású, így a tömörítési arány meglehetősen nagy, és az anyag teljesebben és egyenletesebben lágyulhat a hengerben.
C. A pelletizálás után az extrudálási szakaszba kerül.Az extrudálás előtt számos előkészületet kell elvégezni:
1. Győződjön meg arról, hogy nem maradt szennyeződés vagy más színű részecskék a garatban, hogy elkerülje az előállított műanyag fa szennyeződését;
2. Ellenőrizze, hogy az extruder vákuumberendezése akadálytalan-e, és győződjön meg arról, hogy a vákuumfok nem kisebb, mint -0,08 mpa.A vákuumtartályt műszakonként kétszer kell megtisztítani, ha az normális.Ne használjon fémeszközöket a kipufogónyílások tisztításához, és használjon műanyag vagy fa pálcikákat a szennyeződések eltávolításához a hordó kipufogónyílásaiban;
3. Ellenőrizze, hogy a garat fel van-e szerelve fémszűrővel.A részecskék fémen keresztül szűrve eltávolítják a részecskékben keveredett fémszennyeződéseket, csökkentik a fémszennyeződések kopását a berendezés belsejében, és biztosítják az öntött műanyag-fa profilok tökéletes összeolvadását.
4. A hűtővíz-rendszer megfelelően működik-e.A műanyag-fa extrudálás utáni hűtéshez egy tökéletes hűtővíz rendszer szükséges.Az időben történő hűtési kezelés biztosítja a műanyag-fa profilok jó formáját.
5. Műanyag-fa öntőformák beépítése, és a gyártandó profiloknak megfelelő formák beépítése.
6. Ellenőrizze, hogy a pneumatikus vágógép és más csavaros alkatrészek megfelelően működnek-e.
D. Az újonnan extrudált műanyag-fa profil hőmérséklete viszonylag magas, és kézzel kell sík talajra helyezni.Miután a profil teljesen lehűlt, megtörténik a feldolgozás és a csomagolás.Bár ez a lépés egyszerű, nagyon fontos.Ha a gyár figyelmen kívül hagyja ezeket a részleteket, a gyári anyagok gyakran hibásak lesznek.Az egyenetlen műanyagfa a későbbi csiszolás és feldolgozás után könnyen a termék felső és alsó felületének eltérő vastagságához vezet.Ezenkívül az egyenetlen profilok bizonyos nehézségeket okoznak az építkezésben, és befolyásolják a tájhatást.
E. Az ügyfelek igényei szerint dolgozza fel a műanyag-fa profilokat:
1. A csiszolási kezelés célja a műanyag-fa profil extrudálása során keletkező műanyag bőrréteg eltávolítása, hogy a műanyag-fa profil gyári beszereléskor jobb kopásállósággal rendelkezzen.
2. Dombornyomásos kezelés: A profil felületének polírozása után a műanyag-fa domborítása történik, hogy a műanyag-fa profil felülete fa hatású legyen.
3. Vágás, feszítő feldolgozás, testreszabott méret az ügyfelek igényei szerint, és testreszabott termékek, mint például a csapolási igények.
4. A fenti feldolgozás befejezése után az utolsó lépés a termék csomagolása.A termék ésszerű csomagolása csökkentheti a termék által a kiszállítás során okozott károkat.

Mérnöki eset
1. projekt





2. projekt










| Sűrűség | 1,35 g/m3 (szabvány: ASTM D792-13 B módszer) |
| Szakítószilárdság | 52,5 MPa (szabvány: ASTM D638-14) |
| Hajlító szilárdság | 55,5 Mp (szabvány: ASTM D790-10) |
| Hajlítási modulus | 65,5 Mp (szabvány: ASTM D790-10) |
| Ütésszilárdság | 90 J/m (szabvány: ASTM D4812-11) |
| Shore keménység | D80 (szabvány: ASTM D2240-05) |
| Vízelnyelés | 0,6% (szabvány: ASTM D570-98) |
| Hőtágulás | 3,21×10-6 (szabvány: ASTM D696 – 08) |





