




कार्बोनेटेड बांस तल

उत्पादन प्रक्रिया बांस दृढ़ लकड़ी का फर्श ?
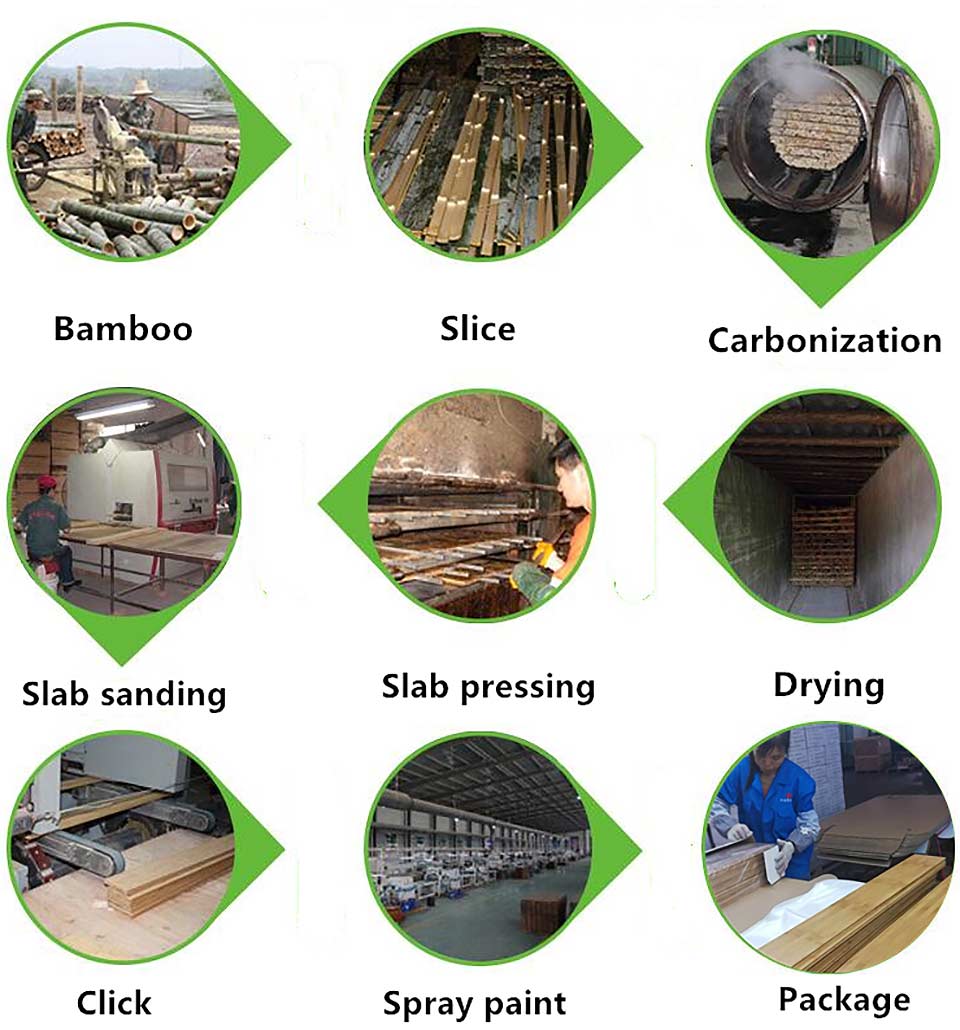
ए बांस फर्श उत्पादन प्रक्रिया का संक्षिप्त परिचय:
मोसो बांस → कटे हुए → बाहरी जोड़ों को चिकना करें → स्ट्रिप्स खोलें → आंतरिक जोड़ों को हटा दें → बांस की पट्टियों के दोनों किनारों की योजना बनाएं (बांस हरे और बांस पीले को हटाने के लिए) → भाप (कीट-विरोधी और फफूंद-रोधी उपचार) या कार्बोनेटेड कलरिंग ट्रीटमेंट → ड्राईिंग → बैम्बू फाइन प्लानिंग → बैम्बू स्ट्रिप सॉर्टिंग → ग्लूइंग → असेंबलिंग ब्लैंक्स → हॉट प्रेस बॉन्डिंग → सैंडिंग → फिक्स्ड लेंथ कटिंग → फोर-साइड प्लानिंग (फिक्स्ड चौड़ाई, बैक ग्रूव) → डबल-एंड मिलिंग (क्षैतिज और अनुदैर्ध्य टेनोनिंग ) → स्प्रे सीलिंग एज पेंट → प्लेन बोर्ड सैंडिंग → सॉर्टिंग → डस्ट रिमूवल → वाटर-बेस्ड प्राइमर → हॉट एयर ड्रायिंग → पुट्टी → यूवी क्योरिंग → प्राइमर → यूवी क्योरिंग → सैंडिंग → प्राइमर → यूवी क्योरिंग → सैंडिंग → टॉप कोट → यूवी क्योरिंग → खरोंच प्रतिरोध फिनिशिंग पेंट → यूवी इलाज → निरीक्षण → पैकेजिंग
बी बांस फर्श उत्पादन प्रक्रिया का विस्तृत विवरण:
1.कच्चे बांस निरीक्षण
बांस फर्श आम तौर पर कच्चे माल के रूप में मोसो बांस का उपयोग करता है, लेकिन मोसो बांस के यांत्रिक गुण बांस की उम्र और सामग्री के स्थान से निकटता से संबंधित हैं।बांस की उम्र 4 साल से कम है, बांस के आंतरिक घटकों के लिग्निफिकेशन की डिग्री पर्याप्त नहीं है, ताकत अस्थिर है, और शुष्क संकोचन और सूजन दर बड़ी है।5 वर्ष से अधिक पुराने बांस का प्रयोग करना चाहिए।बांस में आमतौर पर मोटी जड़ें और पतली युक्तियां होती हैं।इसलिए, 10 सेमी से अधिक स्तन की ऊंचाई और 7 मिमी से अधिक की दीवार की मोटाई के व्यास के साथ सीधी छड़ वाले ताजे मोसो बांस आमतौर पर कच्चे माल के रूप में उपयोग किए जाते हैं।
2.सामग्री तोड़
मोसो बांस में मोटी जड़ें और पतली चोटी होती है।बांस की नलियों को दीवार की मोटाई की डिग्री के अनुसार पहचाना जाता है और निर्दिष्ट लंबाई में काटा जाता है।
3. छिद्रण
कच्चे बांस को नियमित बांस की पट्टियों में धोएं
4 पहली योजना
सुखाने के बाद, रफ प्लानिंग द्वारा छोड़े गए बाँस के हरे, बाँस के पीले और चाकू के निशान को हटाने के लिए सभी तरफ से अच्छी तरह से प्लानिंग के लिए बांस की पट्टियों को सभी तरफ से लगाने की आवश्यकता होती है।इस उपचार के बाद, बांस की पट्टियों और बांस की पट्टियों को बिना किसी दरार के मजबूती से चिपकाया जा सकता है।, कोई क्रैकिंग नहीं, कोई प्रदूषण नहीं।बांस की पट्टियों को बारीक योजना के बाद छांटा जाना चाहिए, और बांस की पट्टियाँ जो प्रसंस्करण आकार की आवश्यकताओं को पूरा नहीं करती हैं और जिनमें बड़े रंग अंतर होते हैं, उन्हें उत्पादन लाइन से हटा दिया जाता है।
बांस की पट्टियों की सतह का प्रारंभिक उपचार।सतह को मुंडा और पीला कर दिया जाता है, यानी बांस की खाल और मांस को हटा दिया जाता है, और केवल मध्यम मोटी फाइबर परत को बरकरार रखा जाता है।पारंपरिक बांस उत्पादों को पूरे बेलनाकार बांस सामग्री को एक निर्धारित आकार में झुकाकर संसाधित किया जाता है।पीले रंग को हटाने की योजना नहीं बनाई गई है।सतह पर बांस हरा, यानी बांस त्वचा के हिस्से का घनत्व कच्चे फाइबर से अलग होता है, और एक ही शुष्क नमी की स्थिति के तहत संकोचन विरूपण दर अलग होती है, इसलिए क्रैकिंग का कारण बनना आसान होता है।बाँस का पीला बाँस की नली की भीतरी दीवार पर बाँस के मांस का हिस्सा होता है।इसमें उच्च चीनी और अन्य पोषक तत्व होते हैं, और अगर इसे हटाया नहीं जाता है तो कीड़ों को विकसित करना आसान होता है।
मोटाई के संदर्भ में, बांस की लचीली ताकत लकड़ी की तुलना में अधिक होती है, और 15 मिमी मोटी बांस के फर्श में पर्याप्त फ्लेक्सुरल, कंप्रेसिव और प्रभाव शक्ति होती है, और इसमें बेहतर पैर महसूस होता है।कुछ निर्माता, उपभोक्ता की मानसिकता को पूरा करने के लिए कि जितना मोटा बेहतर होगा, वे हरे या पीले रंग को नहीं हटाते हैं।बांस की चादरों को चिपकाने के बाद, हालांकि बांस के फर्श की मोटाई 17 मिमी या 18 मिमी तक पहुंच सकती है, बंधन की ताकत अच्छी नहीं है और इसे तोड़ना आसान है।उच्च गुणवत्ता वाले बांस के फर्श के लिए, बांस के दोनों किनारों पर हरे और पीले रंग के बांस को मोटे तौर पर नियोजित किया जाता है।बांस के रिक्त स्थान को कसकर चिपकाने के लिए, उन्हें बारीक रूप से नियोजित किया जाना चाहिए।मोटाई और चौड़ाई सहनशीलता 0.1 मिमी के भीतर नियंत्रित की जानी चाहिए।, बांस के रिक्त स्थान को बांधने के लिए उपयोग किया जाने वाला चिपकने वाला भी उच्च तापमान की कार्रवाई के तहत जल्दी से जम जाएगा, और आसंजन बेहद मजबूत है।5. पाक कला विरंजन या कार्बोनाइजेशन
बांस की रासायनिक संरचना मूल रूप से लकड़ी के समान होती है, मुख्य रूप से सेल्यूलोज, हेमिकेलुलोज, लिग्निन और निकालने वाले पदार्थ।हालांकि, बांस में लकड़ी की तुलना में अधिक प्रोटीन, चीनी, स्टार्च, वसा और मोम होता है।तापमान और आर्द्रता उपयुक्त होने पर यह कीड़े और कवक द्वारा आसानी से नष्ट हो जाता है।इसलिए, बांस की पट्टियों को रफ प्लानिंग (प्राकृतिक रंग) के बाद पकाया जाना चाहिए।) या चीनी और स्टार्च जैसे कुछ अर्क को हटाने के लिए उच्च तापमान और उच्च आर्द्रता कार्बोनाइजेशन उपचार (भूरा रंग), कीड़ों और कवक के प्रजनन को रोकने के लिए कीट प्रतिरोधी, संरक्षक आदि जोड़ें।
प्राकृतिक रंग के फर्श को 90 ℃ के तापमान पर हाइड्रोजन पेरोक्साइड के साथ प्रक्षालित किया जाता है, और अलग-अलग दीवारों की मोटाई के साथ अलग-अलग जड़ों के लिए विरंजन का समय अलग-अलग होता है।4 ~ 5 मिमी के लिए 3.5 घंटे, 6 ~ 8 मिमी के लिए 4 घंटे।
कार्बन रंग के फर्श को उच्च तापमान और उच्च दबाव के तहत एक माध्यमिक कार्बोनाइजेशन प्रक्रिया के माध्यम से संसाधित किया जाता है।
माध्यमिक कार्बोनाइजेशन तकनीक बांस में अंडे, वसा, चीनी और प्रोटीन जैसे सभी पोषक तत्वों को कार्बोनाइज़ करती है, जिससे सामग्री हल्की हो जाती है, और बांस के रेशों को "खोखले ईंट" आकार में व्यवस्थित किया जाता है, जो तन्यता, संपीड़ित शक्ति और जलरोधी में बहुत सुधार करता है। प्रदर्शन।
5. सुखाने
स्टीमिंग ट्रीटमेंट के बाद बांस के चिप्स की नमी 80% से अधिक हो जाती है, जो संतृप्त अवस्था में पहुंच जाती है।बांस की नमी सामग्री बांस प्रसंस्करण के बाद तैयार उत्पाद के आकार और आकार की स्थिरता को सीधे प्रभावित करती है।बांस फर्श उत्पादों की गुणवत्ता सुनिश्चित करने के लिए, प्रसंस्करण के लिए उपयोग किए जाने वाले बांस कच्चे माल को ग्लूइंग से पहले पूरी तरह सूख जाना चाहिए।बांस सुखाने का काम भट्ठा या ट्रैक सुखाने वाले भट्ठे को सुखाकर किया जाता है।
बांस सामग्री की नमी सामग्री को स्थानीय जलवायु परिस्थितियों और उपयोग पर्यावरण के अनुसार नियंत्रित करने की आवश्यकता है।उदाहरण के लिए, चीन के उत्तर और दक्षिण में नियंत्रित नमी की मात्रा अलग है।उत्तर में उपयोग किए जाने वाले उत्पादों की नमी की मात्रा बहुत कम है, और सामान्य परिस्थितियों में इसे 5-9% पर नियंत्रित किया जाना चाहिए।
बाँस के फर्श को बनाने वाली प्रत्येक इकाई की नमी की मात्रा, अर्थात् बाँस की पट्टी, का एक समान होना आवश्यक है।उदाहरण के लिए, बांस स्ट्रिंग फ्लोर (फ्लैट प्लेट) को सतह, मध्य और निचली परतों पर बांस की पट्टियों की समान नमी की आवश्यकता होती है, ताकि बांस के फर्श के बनने के बाद इसे विकृत और मोड़ना आसान न हो।
फर्श को टूटने से बचाने के लिए यह भी एक महत्वपूर्ण कड़ी है।तापमान और शुष्क आर्द्रता जैसे पर्यावरणीय कारकों में परिवर्तन के कारण असमान नमी सामग्री या अत्यधिक नमी सामग्री फर्श को विकृत या दरार का कारण बन सकती है।विभिन्न क्षेत्रों में हवा की नमी के अनुसार नमी की मात्रा निर्धारित की जा सकती है।इस तरह से बनाया गया फर्श संबंधित जलवायु वातावरण के अनुकूल होने की गारंटी दे सकता है।
उच्च गुणवत्ता वाले फर्श को सुखाने के दौरान छह-बिंदु बहुआयामी परीक्षण से गुजरना पड़ता है ताकि यह सुनिश्चित किया जा सके कि बांस की पट्टियों का प्रत्येक टुकड़ा, साथ ही साथ बांस की पट्टियों की सतह और अंदर की नमी संतुलित हो, ताकि यह सुनिश्चित हो सके कि विभिन्न आर्द्रता वातावरण के कारण फर्श की दरारें और विकृतियां।उपभोक्ताओं के लिए केवल नमी की मात्रा को मापना मुश्किल है।इस समस्या को हल करने का सबसे सुरक्षित तरीका एक प्रतिष्ठित और नियमित बांस फ़्लोरिंग निर्माता चुनना है जो स्लैब का उत्पादन कर सके।
6.ठीक योजना
आवश्यक विनिर्देशों के लिए बांस की पट्टियों को बारीक रूप से नियोजित किया जाता है।
7.उत्पाद का चयन
बांस की पट्टियों को विभिन्न स्तरों में क्रमबद्ध करें।
8.ग्लूइंग और दमन
गोंद और रिक्त असेंबली: उच्च गुणवत्ता वाले पर्यावरण के अनुकूल चिपकने वाले चुनें, गोंद की निर्धारित मात्रा के अनुसार गोंद लागू करें और समान रूप से फैलाएं, और फिर आवश्यक विनिर्देशों के अनुसार बांस स्ट्रिप्स को इकट्ठा करें।
हॉट-प्रेसिंग और ग्लूइंग: हॉट-प्रेसिंग एक महत्वपूर्ण प्रक्रिया है।निर्दिष्ट दबाव, तापमान और समय के तहत, स्लैब को रिक्त स्थान में चिपकाया जाता है।बांस की पट्टियों की सतह खत्म, चिपकने वाली और गर्म दबाव की स्थिति का बांस के फर्श की बंधन शक्ति पर बहुत प्रभाव पड़ता है।
बांस के फर्श की बंधन शक्ति लकड़ी के फर्श से अलग होती है।इसे बांस के कई टुकड़ों को चिपकाकर और दबाकर बनाया जाता है।गोंद की गुणवत्ता, गोंद का तापमान और दबाव और गर्मी संरक्षण और दबाव का समय सभी गोंद की गुणवत्ता पर प्रभाव डालते हैं।अपर्याप्त बंधन शक्ति विकृत और दरार कर सकती है।बॉन्डिंग स्ट्रेंथ को परखने का सरल तरीका यह है कि फर्श के एक टुकड़े को पानी में भिगो दें या पका लें।विस्तार, विरूपण और उद्घाटन की डिग्री और आवश्यक समय की तुलना करें।चाहे बांस का फर्श विकृत हो या खराब हो, बंधन शक्ति के साथ बहुत अच्छा संबंध है।
9.सिर काटना
10.निरीक्षण बोर्ड रंग पृथक्करण
1 1।ट्रिमिंग
12.ट्रिमिंग एक महिला टेनन है
13.एंटी-टेनन बोर्ड का निर्माण करते समय, छोटे सिर को घूमना चाहिए
14.सेंडिंग
सतह को चिकना बनाने के लिए स्लैब की सतह का इलाज करें, और सादे स्लैब की मोटाई को ठीक करें
15.टेनोनिंग
माउलडर्स
बाँस के बोर्ड के नीचे और किनारों को टेनोन किया गया है।
डबल एंड टेनिंग
बांस के फर्श को लंबवत और क्षैतिज रूप से टेनन किया जाता है।
टेननिंग को आमतौर पर स्लॉटिंग के रूप में भी जाना जाता है, जो कि अवतल-उत्तल पायदान होता है जब फर्श को फैलाया जाता है, जो कि फर्श के सही स्प्लिसिंग को सुनिश्चित करने की कुंजी है।जब मोर्टिज़ को सटीक रूप से विभाजित किया जाता है तो दो मंजिलों के बीच का अंतर तंग होता है।
16.रँगना
आसपास के वातावरण में नमी को बांस के फर्श पर आक्रमण करने से रोकने के लिए, और बोर्ड की सतह को प्रदूषण-विरोधी, घर्षण प्रतिरोध और सजावट के गुण बनाने के लिए, बांस के फर्श को पेंट करने की आवश्यकता होती है।आम तौर पर 5 प्राइमर (लाह) और 2 साइड (लाह) कोटिंग के बाद, बांस के फर्श की सतह को एक मोटी सुरक्षात्मक पेंट फिल्म के साथ कवर किया गया है।पेंट फिल्म की कठोरता बेहतर नहीं है, यह कठोरता में मध्यम होना चाहिए ताकि यह सुनिश्चित हो सके कि पेंट फिल्म में पहनने के प्रतिरोध, खरोंच प्रतिरोध और क्रूरता की एक निश्चित डिग्री है।
बांस के फर्श की सतह पर पेंट करें।बाजार पर फर्श उज्ज्वल और अर्ध-मैट में विभाजित हैं।चमकदार एक पर्दा कोटिंग प्रक्रिया है, जो बहुत सुंदर है, लेकिन इसका चेहरा खराब हो गया है और छील गया है, इसलिए इसका उपयोग करते समय इसे सावधानी से बनाए रखना चाहिए।मैट और सेमी-मैट नरम रंग और मजबूत पेंट आसंजन के साथ रोलर कोटिंग प्रक्रियाएं हैं।
बाजार में पांच बॉटम और दो साइड, सात बॉटम और दो साइड हैं।प्राइमर लगाते समय सुरक्षित और पर्यावरण के अनुकूल उच्च गुणवत्ता वाला पेंट चुनें, जो न केवल स्वस्थ घरेलू वातावरण को बनाए रख सकता है, बल्कि सुंदरता, जल प्रतिरोध और रोग प्रतिरोधक क्षमता भी प्राप्त कर सकता है।पेंट के अच्छे आसंजन को सुनिश्चित करने के लिए, पेंट की एक परत को सैंड किया जाना चाहिए।बार-बार सैंडिंग और पेंटिंग के बाद, फर्श की सतह बिना बुलबुले के चिकनी और सपाट होती है।
17.तैयार उत्पाद निरीक्षण
तैयार उत्पाद का निरीक्षण करें।आसंजन, सतह प्रभाव, घर्षण प्रतिरोध और चमक।
फर्श की अत्याधुनिक गुणवत्ता सुनिश्चित करने के लिए, यूरोपीय और अमेरिकी बाजार फिल्म निरीक्षण को लागू करते हैं, और कई घरेलू कंपनियां इस निरीक्षण तकनीक का उपयोग करना जारी रखती हैं।बेशक, सापेक्ष लागत अधिक है
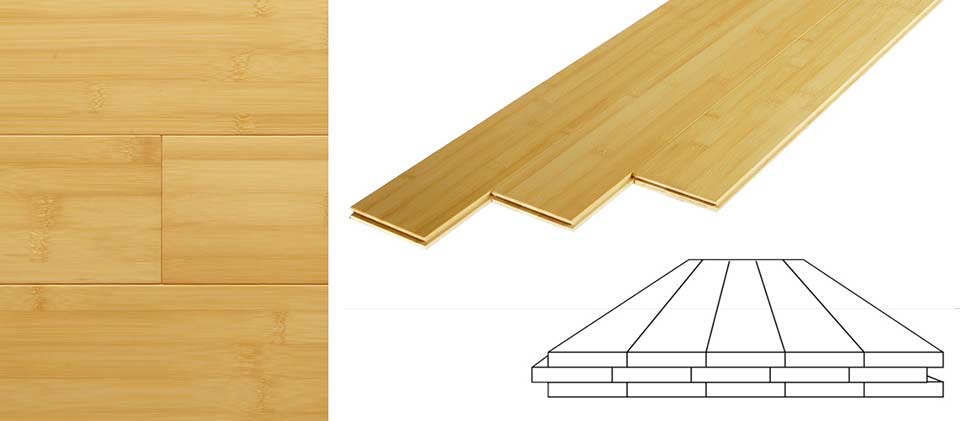
संरचना

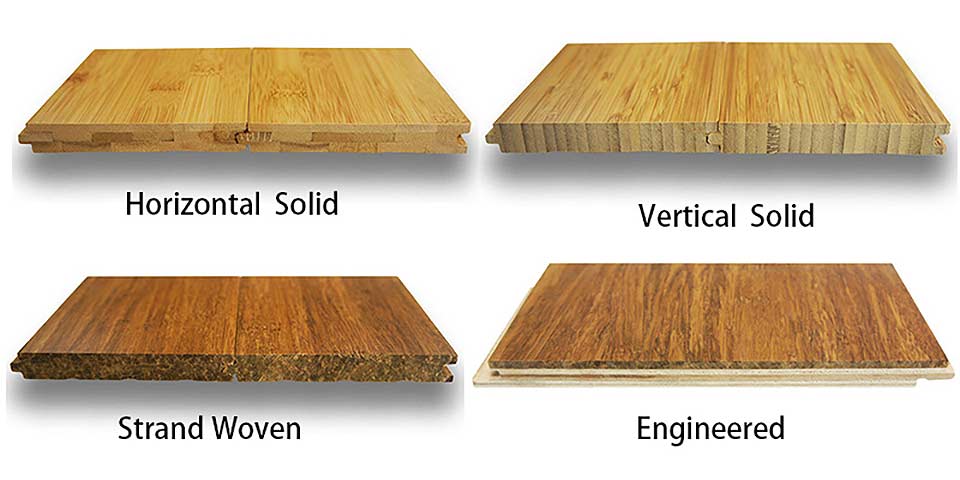
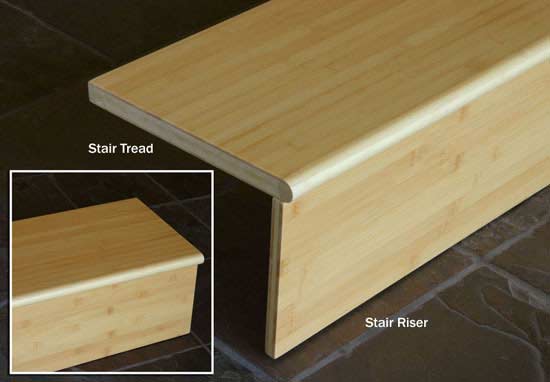
प्राकृतिक बांस फर्श

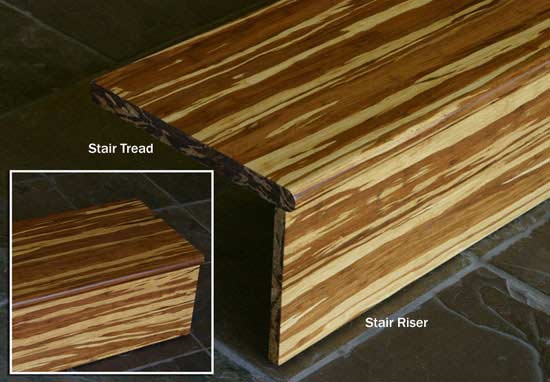
कार्बोनेटेड बांस फ़्लोरिंग

प्राकृतिक कार्बोनेटेड बांस तल

बांस फ़्लोरिंग लाभ

विवरण छवियां



बांस फ़्लोरिंग तकनीकी डेटा
| 1) सामग्री: | 100% कच्चा बांस |
| 2) रंग: | स्ट्रैंड बुना |
| 3) आकार: | 1840*126*14 मिमी/ 960*96*15mm |
| 4) नमी सामग्री: | 8% -12% |
| 5) फॉर्मलडिहाइड उत्सर्जन: | यूरोप के E1 मानक तक |
| 6) वार्निश: | ट्रेफर्ट |
| 7) गोंद: | डायने |
| 8) चमक: | मैट, सेमी ग्लॉस |
| 9) संयुक्त: | जीभ और नाली (टी एंड जी) क्लिकमैंयूनिलिन+ड्रॉप क्लिक |
| 10) आपूर्ति की क्षमता: | 110,000m2 / माह |
| 11) प्रमाणपत्र: | सीई प्रमाणन, आईएसओ 9001:2008, आईएसओ 14001:2004 |
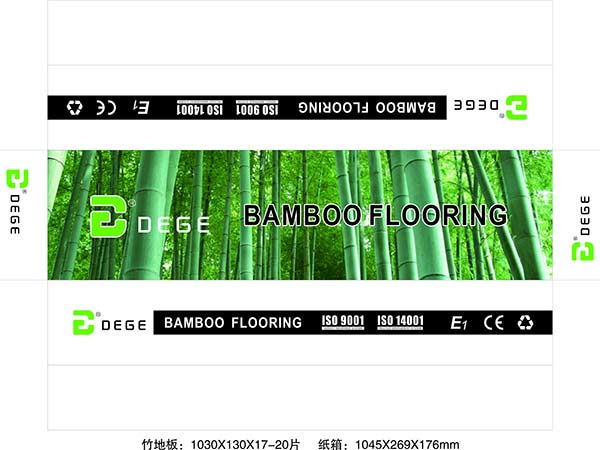
| 12) पैकिंग: | गत्ते का डिब्बा बॉक्स के साथ प्लास्टिक की फिल्में |
| 13) डिलीवरी का समय: | अग्रिम भुगतान प्राप्त करने के 25 दिनों के भीतर |
सिस्टम उपलब्ध पर क्लिक करें
ए: टी एंड जी क्लिक

टी एंड जी लॉक बांस-बांस फ्लोरिनिग

बांस टी एंड जी - बांस फ्लोरिनिग
बी: ड्रॉप (छोटी तरफ) + यूनिलिन क्लिक (लंबाई की तरफ)

ड्रॉप बांस फ्लोरिनिग

यूनिलिन बांस फ्लोरिनिग
बांस फर्श पैकेज सूची
| प्रकार | आकार | पैकेट | कोई फूस / 20FCL | पैलेट / 20FCL | बॉक्स का आकार | गिनीकृमि | एनडब्ल्यू |
| कार्बोनेटेड बांस | 1020*130*15mm | 20 पीसी / सीटीएन | 660 सीटीएनएस/1750.32 वर्गमीटर | 10 plt, 52ctns/plt,520ctns/1379.04 sqms | 1040*280*165 | 28kgs | 27kgs |
| 1020*130*17mm | 18 पीसी / सीटीएन | 640 सीटीएनएस/1575.29 वर्ग मीटर | 10 plt, 52ctns/plt,520ctns/1241.14 sqms | 1040*280*165 | 28kgs | 27kgs | |
| 960*96*15mm | 27 पीसी / सीटीएन | 710 सीटीएनएस/ 1766.71 वर्गमीटर | 9 plt, 56ctns/plt,504ctns/1254.10 sqms | 980*305*145 | 26kgs | 25kgs | |
| 960*96*10mm | 39 पीसी / सीटीएन | 710 सीटीएनएस/ 2551.91 वर्गमीटर | 9 plt, 56ctns/plt,504ctns/1810.57 वर्गमीटर | 980*305*145 | 25kgs | 24kgs | |
| स्ट्रैंड बुना बांस | 1850*125*14 मिमी | 8 पीसी / सीटीएन | 672 सीटीएन, 1243.2 वर्गमीटर | 970*285*175 | 29 किग्रा | 28 किलो | |
| 960*96*15mm | 24 पीसी / सीटीएन | 560 सीटीएन, 1238.63 वर्गमीटर | 980*305*145 | 26 किलो | 25 किलो | ||
| 950*136*17mm | 18 पीसी / सीटीएन | 672ctn, 1562.80sqm | 970*285*175 | 29 किग्रा | 28 किग्रा |
पैकेजिंग
Dege ब्रांड पैकेजिंग



सामान्य पैकेजिंग




परिवहन

उत्पाद प्रक्रिया
अनुप्रयोग














 बांस का फर्श कैसे स्थापित किया जाता है (विस्तृत संस्करण)
बांस का फर्श कैसे स्थापित किया जाता है (विस्तृत संस्करण)
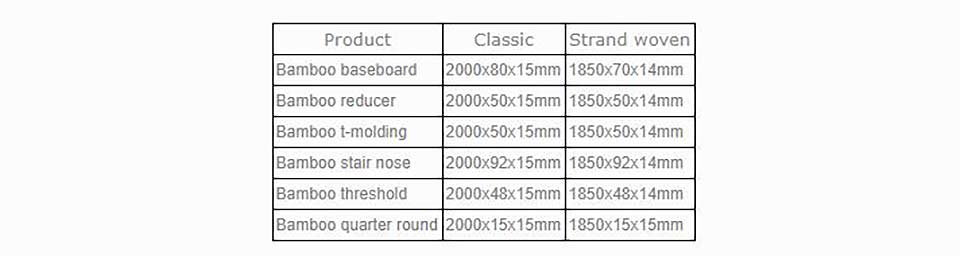
सीढ़ी स्लैब





साधारण बांस फर्श सहायक उपकरण








भारी बांस फर्श सहायक उपकरण







| विशेषता | मूल्य | परीक्षण |
| घनत्व: | +/- 1030 किग्रा/एम3 | एन 14342:2005 + ए1:2008 |
| ब्रिनेल कठोरता: | 9.5 किग्रा/मिमी² | एन-1534:2010 |
| नमी की मात्रा: | 8.3% 23 डिग्री सेल्सियस पर और 50% सापेक्ष आर्द्रता | एन-1534:2010 |
| उत्सर्जन वर्ग: | कक्षा E1 (LT 0,124 mg/m3, EN 717-1) | एन 717-1 |
| विभेदक सूजन: | 0.17% प्रो 1% नमी सामग्री में परिवर्तन | एन 14341:2005 |
| घर्षण प्रतिरोध: | 16'000 मोड़ | EN-14354 (12/16) |
| संपीड्यता: | 2930 केएन/सेमी2 | एन-आईएसओ 2409 |
| संघात प्रतिरोध: | 6 मिमी | एन-14354 |
| अग्नि गुण: | कक्षा सीएफएल-एस1 (एन 13501-1) | एन 13501-1 |





