







વિગતો છબીઓ

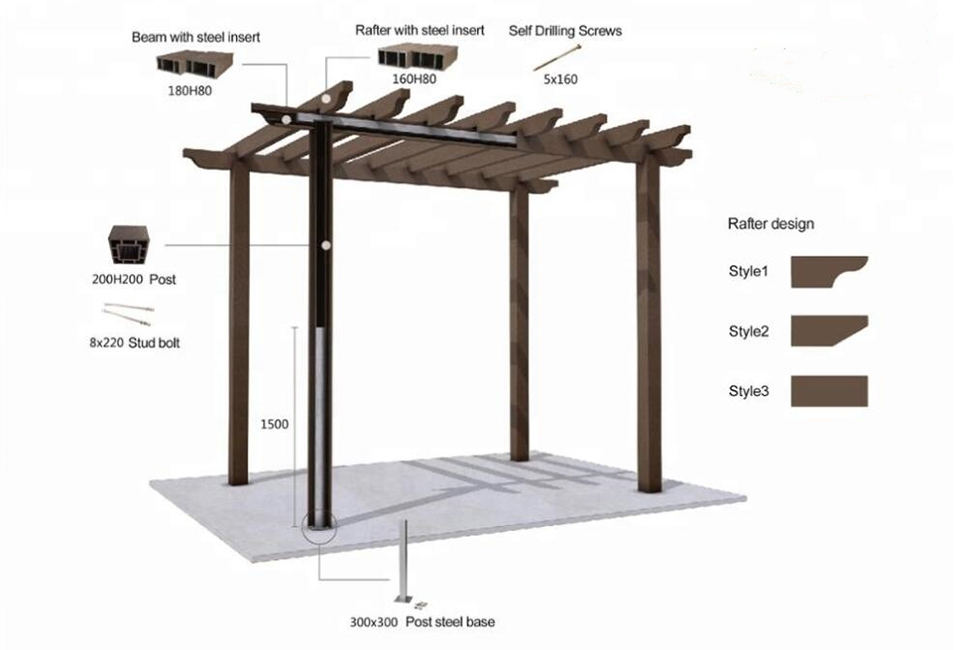
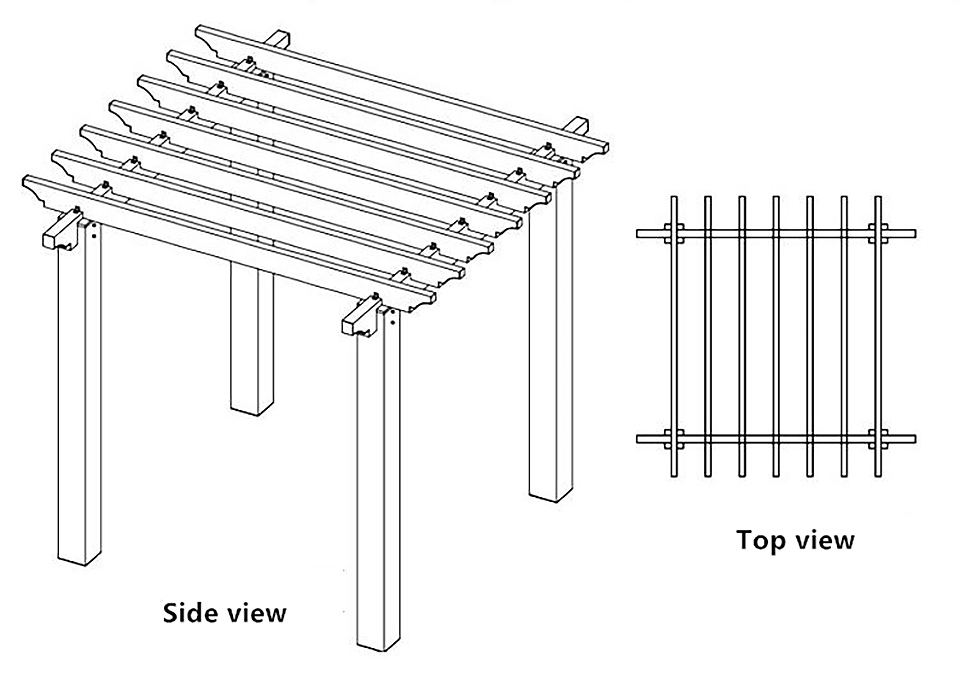
WPC બીમ
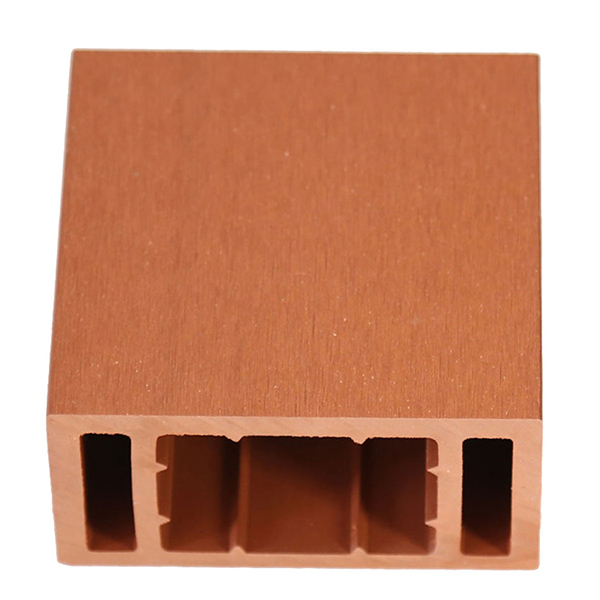
WPC બીમ

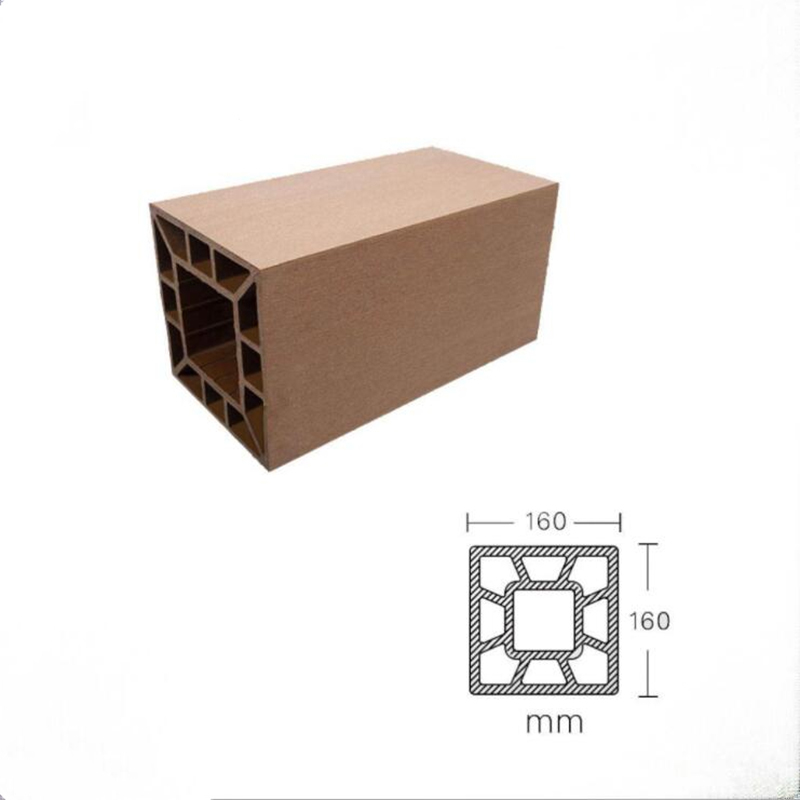
WPC પોસ્ટ

WPC પોસ્ટ

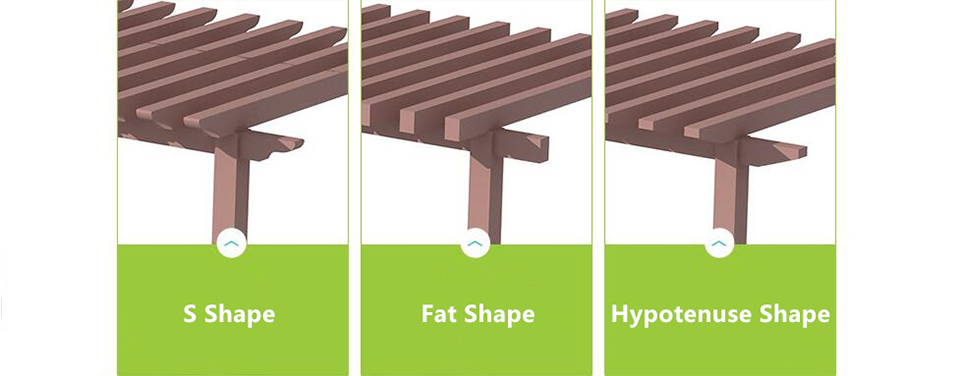
WPC રાફ્ટર

રંગ પ્રદર્શન

લાંબા આયુષ્ય
ઓછો નિર્વાહ ખર્ચ
કોઈ વાર્પિંગ અથવા સ્પ્લિન્ટરિંગ નથી
સ્લિપ-પ્રતિરોધક વૉકિંગ સપાટીઓ
સ્ક્રેચ પ્રતિરોધક
ડાઘ પ્રતિરોધક
વોટરપ્રૂફ
15 વર્ષની વોરંટી
95% રિસાયકલ કરેલ લાકડું અને પ્લાસ્ટિક
એન્ટિ-માઇક્રોબાયલ
આગ પ્રતિરોધક
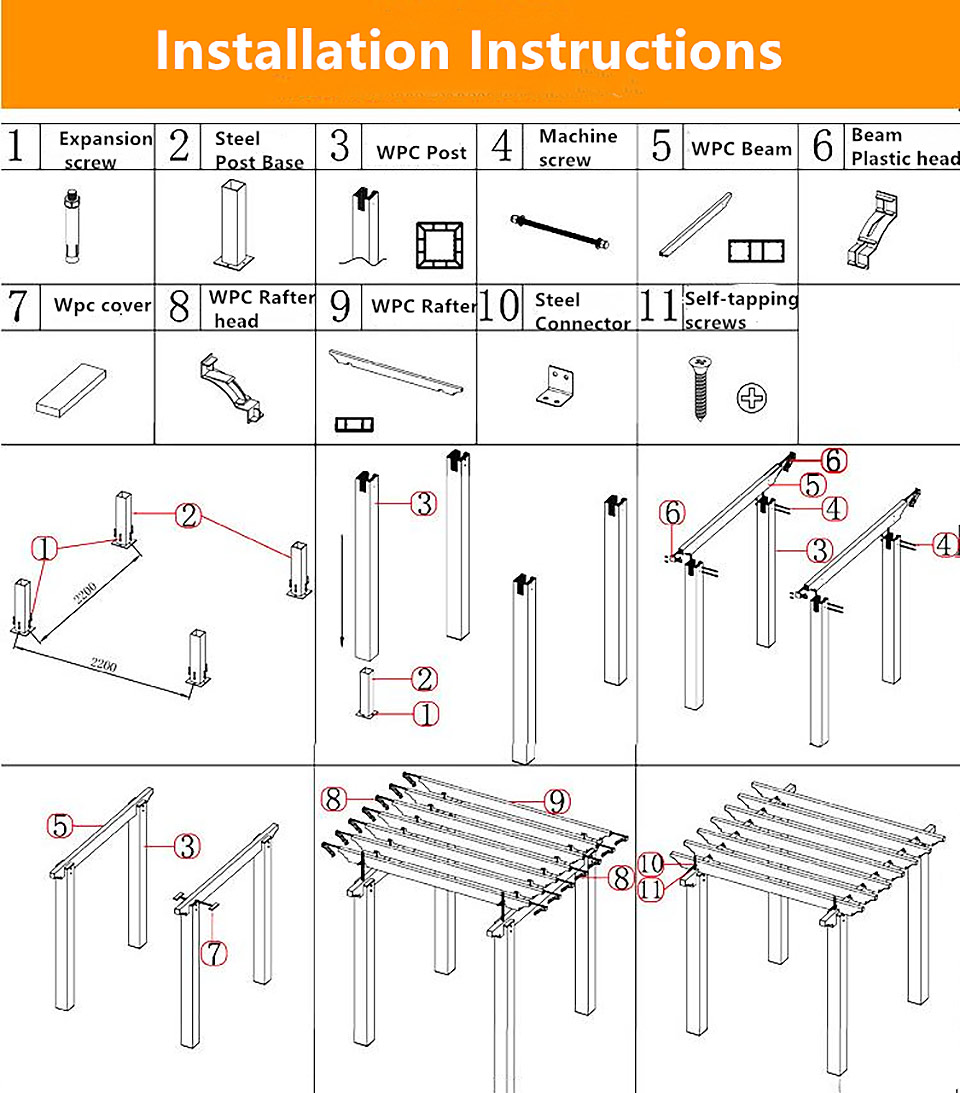
સરળ સ્થાપન
પરિમાણ
| બ્રાન્ડ | DEGE |
| રંગો | આછો ગ્રે, બેજ, ઓરેન્જ, બ્રાઉન, ડીપ ટી, ડીપ ગ્રે |
| નામ | |
| વસ્તુ | |
| માનક કદ (પહોળાઈ * લંબાઈ) | |
| લંબાઈ | 2.2m,2.9m,5.6m અથવા કસ્ટમાઇઝ્ડ |
| WPC ઘટક | 35% HDPE+60% વુડ ફાઇબર + 5% ઉમેરણો |
| એસેસરીઝ | પેટન્ટ ક્લિપ-સરળ સિસ્ટમ |
| ડિલિવરી સમય | એક 20'ctn માટે લગભગ 15-20 દિવસ |
| ચુકવણી | 30% જમા, બાકીની ડિલિવરી પહેલાં ચૂકવવી જોઈએ |
| અરજી | ડેકિંગ, ફ્લોરિંગ, ડસ્ટબિન, વાડ, દિવાલ પેનલ, ફૂલ બોક્સ, વગેરે |
| Wpc Hs કોડ | 39189090 છે |
| પેકેજ | પેલેટ અથવા બલ્ક પેકિંગ |
| વોરંટી | 10 વર્ષ |
| મુખ્ય લક્ષણો: | 1. રિસાયકલ કરી શકાય તેવું, પર્યાવરણને અનુકૂળ, વન સંસાધનોની બચત 2. કુદરતી લાકડાના દેખાવ સાથે, પરંતુ ઓછી લાકડાની સમસ્યાઓ 3. ભેજ/પાણી પ્રતિરોધક, ઓછા સડેલા, ખારા પાણીની સ્થિતિમાં સાબિત 4. ઉઘાડપગું મૈત્રીપૂર્ણ, એન્ટિ-સ્લિપ, ઓછી ક્રેકીંગ, ઓછી વેરિંગ 5. કોઈ પેઇન્ટિંગ, કોઈ ગુંદર, ઓછા જાળવણી પ્રયત્નોની જરૂર નથી 6. હવામાન પ્રતિરોધક, માઈનસથી યોગ્ય - 40 થી 60 સેન્ટિગ્રેડ ડિગ્રી, એન્ટિ-યુવી 7. ઉધઈ અને જંતુઓ પ્રતિરોધક, અને મોલ્ડ-પ્રૂફ 8. ઇન્સ્ટોલ અને સાફ કરવા માટે સરળ 9. તમારી જરૂરિયાત મુજબ વિવિધ મોડેલ |
Wpc વોલ પેનલ ઉત્પાદન પ્રક્રિયા

A. PE પ્લાસ્ટિક લાકડું હાલમાં વિશ્વમાં સૌથી વધુ ઉપયોગમાં લેવાતું પ્લાસ્ટિક લાકડું છે, એટલે કે, આપણુંWPC ક્લેડીંગ, WPC ફેન્સીંગ.સૌ પ્રથમ, ચાલો PE પ્લાસ્ટિક લાકડાના ઉત્પાદનોના કાચા માલને સમજીએ.મુખ્ય કાચો માલ PE પ્લાસ્ટિક અને પોપ્લર વુડ પાવડર છે., ટોનર, અલ્ટ્રાવાયોલેટ વિરોધી શોષક, કોમ્પેટિબિલાઈઝર.
1. PE પ્લાસ્ટિક: કિંમત અને ફ્યુઝન HDPEની વ્યાપક સરખામણી એ શ્રેષ્ઠ પસંદગી છે, અને બજારમાં પ્લાસ્ટિકનું લાકડું મૂળભૂત રીતે મુખ્ય કાચા માલ તરીકે રિસાયકલ કરેલી સામગ્રીનો ઉપયોગ કરે છે, જે સફેદ પ્રદૂષણ ઘટાડે છે અને આપણા પર્યાવરણને વધુ સ્વસ્થ અને પર્યાવરણને અનુકૂળ બનાવે છે."રિસાયકલ" ને રિસાયકલ પ્લાસ્ટિક સામગ્રી પણ કહેવામાં આવે છે.તમામ ઔદ્યોગિક રીતે રિસાયકલ કરી શકાય તેવા પ્લાસ્ટિક કે જે ચોક્કસ પ્રક્રિયા દ્વારા પુનઃઉપયોગ કરી શકાય છે તેને રિસાયકલ પ્લાસ્ટિક કહેવામાં આવે છે;રિસાયકલ કરેલી સામગ્રીને ઘણા ગ્રેડમાં વિભાજિત કરવામાં આવે છે, જેમ કે ખાસ ગ્રેડની રિસાયકલ કરેલી સામગ્રી અને પ્રથમ ગ્રેડની રિસાયકલ સામગ્રી., સેકન્ડરી રિસાયક્લિંગ, તૃતીય રિસાયક્લિંગ અથવા તો કચરો, તેનો અર્થ શાબ્દિક રીતે સમજવો સરળ છે, જેટલો ઊંચો ગ્રેડ, પ્લાસ્ટિકની અશુદ્ધિ સામગ્રી ઓછી, કચરામાં કુદરતી રીતે અશુદ્ધતાનું પ્રમાણ વધુ હોય છે, અને કાચા માલની સીધી પસંદગી. પ્લાસ્ટિકના લાકડાની પસંદગીને અસર કરે છે કારણ કે પ્લાસ્ટિક-લાકડાની સામગ્રી એ એવી સ્થિતિ છે જ્યાં લાકડાના પાવડરને પ્લાસ્ટિકથી વીંટાળવામાં આવે છે, જો પ્લાસ્ટિકની અશુદ્ધતા વધુ હોય, અને પ્લાસ્ટિકનું પ્રમાણ ઓછું હોય, તો તે કુદરતી રીતે લાકડાના પાવડરને સારી રીતે લપેટી શકતું નથી. .
2. લાકડાનો લોટ: પ્લાસ્ટિકના લાકડામાં લાકડાના લોટ અને પ્લાસ્ટિકના સંપૂર્ણ મિશ્રણને પ્રાપ્ત કરવા માટે, માત્ર પ્લાસ્ટિકની જ નહીં, પણ લાકડાના લોટની પણ કડક આવશ્યકતાઓ છે: સમાન વજનનો લાકડાનો લોટ જેટલો ઝીણો હશે, તેટલો સપાટી વિસ્તાર મોટો હશે. પાવડરની.પ્લાસ્ટિકનું પ્રમાણ જેટલું ઊંચું છે;તેનાથી વિપરિત, લાકડું પાવડર પાવડર જેટલો મોટો, પાવડરનો સપાટી વિસ્તાર ઓછો અને પ્લાસ્ટિક ફ્યુઝન દરમિયાન જરૂરી પ્લાસ્ટિકનું પ્રમાણ ઓછું.ઘણા વર્ષોના પ્રયોગો પછી, પોપ્લર લાકડું પાવડર શ્રેષ્ઠ લાકડાનો પાવડર પાવડર છે, અને પાવડરનું કણોનું કદ 80-100 જાળીની જાડાઈમાં શ્રેષ્ઠ છે;પાવડર ખૂબ સરસ છે, પ્રોસેસિંગ ખર્ચ વધારે છે, પ્લાસ્ટિકની રચના વધુ જરૂરી છે, અને કિંમત વધારે છે, પરંતુ મોલ્ડેડ પ્લાસ્ટિક-વુડ પ્રોડક્ટમાં ખૂબ ઊંચી પ્લાસ્ટિસિટી છે;જો પાવડર ખૂબ ખરબચડો હોય, તો પ્રોસેસિંગ ખર્ચ ઓછો હોય છે, અને પ્લાસ્ટિકની રચનાની જરૂરિયાતો ઓછી હોય છે, પરંતુ મોલ્ડેડ પ્લાસ્ટિક-વુડ પ્રોડક્ટમાં અપૂરતું ફ્યુઝન હોય છે, બરડ હોય છે અને તે ફાટવામાં સરળ હોય છે.
3. સહાયક સામગ્રી: ટોનરનું મુખ્ય કાર્ય પ્લાસ્ટિકની લાકડાની સામગ્રીના રંગને મેચ કરવાનું છે.હાલમાં, પીઇ પ્લાસ્ટિક લાકડાનો મુખ્ય ઉપયોગ અકાર્બનિક રંગ પાવડર છે.તે બહારના ઉપયોગ માટે બહેતર એન્ટિ-ફેડિંગ પર્ફોર્મન્સ ધરાવે છે, જે ઇન્ડોર PVC ઇકોલોજીકલ લાકડા માટે ઉપયોગમાં લેવાતા કાર્બનિક રંગથી અલગ છે.પાવડર, ઓર્ગેનિક ટોનરનો રંગ વધુ આબેહૂબ અને તેજસ્વી છે.એન્ટિ-અલ્ટ્રાવાયોલેટ શોષકનું મુખ્ય કાર્ય પ્લાસ્ટિક લાકડાના આઉટડોર ઉપયોગની એન્ટિ-અલ્ટ્રાવાયોલેટ ક્ષમતાને સુધારવા અને વૃદ્ધત્વ વિરોધી કામગીરીમાં સુધારો કરવાનું છે.કોમ્પેટિબિલાઈઝર એ એક એડિટિવ છે જે લાકડાના લોટ અને રેઝિન વચ્ચે સુસંગતતાને પ્રોત્સાહન આપે છે.
B. પ્લાસ્ટિકના લાકડાના કાચા માલને સંક્ષિપ્તમાં સમજો, આગળનું પગલું પેલેટાઈઝ કરવાનું છે.ઉપરોક્ત કાચી સામગ્રી અનુસાર, ચોક્કસ ગુણોત્તર અનુસાર મિક્સ કરો, ઉચ્ચ તાપમાનના ફ્યુઝન સૂકવણી દ્વારા પ્લાસ્ટિકની લાકડાની ગોળીઓને બહાર કાઢો અને ઉપયોગ માટે પેક કરો.પેલેટાઇઝિંગ ઇક્વિપમેન્ટનું મુખ્ય કાર્ય લાકડાના પાવડર અને પ્લાસ્ટિકની પૂર્વ-પ્લાસ્ટિકાઇઝેશન પ્રક્રિયાને સમજવાનું છે, બાયોમાસ પાવડર સામગ્રી અને પીઇ પ્લાસ્ટિકના ઓગળવાની સ્થિતિમાં એકસરખું મિશ્રણ કરવું અને પ્લાસ્ટિક લાકડાની સામગ્રીના ઉત્પાદન માટે પ્રી-ટ્રીટમેન્ટ હાથ ધરવાનું છે.લાકડું-પ્લાસ્ટિક પીગળવાની નબળી પ્રવાહીતાને કારણે, લાકડા-પ્લાસ્ટિક મટિરિયલ પેલેટાઈઝર અને પ્લાસ્ટિક પેલેટાઈઝરની ડિઝાઇન બરાબર સરખી નથી.વિવિધ પ્લાસ્ટિક માટે, પેલેટાઇઝરની ડિઝાઇન પણ અલગ છે.સામાન્ય રીતે પોલિઇથિલિન માટે વપરાતું પેલેટાઇઝર સામાન્ય રીતે શંકુ આકારના ટ્વીન-સ્ક્રુ એક્સટ્રુડરનો ઉપયોગ કરે છે, કારણ કે પોલિઇથિલિન એ ગરમી-સંવેદનશીલ રેઝિન છે, અને શંકુ આકારના ટ્વીન-સ્ક્રુ એક્સ્ટ્રુડરમાં મજબૂત શીયરિંગ બળ હોય છે અને સ્ક્રુની લંબાઈ પ્રમાણમાં સમાંતર હોય છે.ટ્વીન સ્ક્રુ એક્સ્ટ્રુડર ટૂંકા હોય છે, જે બેરલમાં સામગ્રીના રહેઠાણનો સમય ઘટાડે છે.સ્ક્રુના બાહ્ય વ્યાસમાં મોટાથી નાના સુધી શંકુ આકારની ડિઝાઇન હોય છે, તેથી કમ્પ્રેશન રેશિયો ખૂબ મોટો છે, અને સામગ્રીને બેરલમાં વધુ સંપૂર્ણ અને સમાનરૂપે પ્લાસ્ટિકાઇઝ કરી શકાય છે.
C. પેલેટાઇઝિંગ પછી, તે એક્સટ્રુઝન સ્ટેજમાં પ્રવેશે છે.ઉત્તોદન પહેલાં ઘણી તૈયારીઓ કરવાની જરૂર છે:
1. ખાતરી કરો કે પ્લાસ્ટિકના લાકડાના અશુદ્ધ રંગને ટાળવા માટે હોપરમાં કોઈ અશુદ્ધિઓ અથવા અન્ય રંગોના કણો બાકી નથી;
2. એક્સ્ટ્રુડરનું વેક્યૂમ સાધન અવરોધિત છે કે કેમ તે તપાસો અને ખાતરી કરો કે વેક્યૂમ ડિગ્રી -0.08mpa કરતાં ઓછી નથી.શૂન્યાવકાશ બેરલ સામાન્ય હોય તો શિફ્ટ દીઠ બે વાર સાફ કરવું જોઈએ.એક્ઝોસ્ટ છિદ્રોને સાફ કરવા માટે ધાતુના સાધનોનો ઉપયોગ કરશો નહીં, અને બેરલના એક્ઝોસ્ટ છિદ્રોમાંની અશુદ્ધિઓને સાફ કરવા માટે પ્લાસ્ટિક અથવા લાકડાની લાકડીઓનો ઉપયોગ કરો;
3. તપાસો કે હોપર મેટલ ફિલ્ટરથી સજ્જ છે કે કેમ.કણોમાં ભળેલી ધાતુની અશુદ્ધિઓને દૂર કરવા, સાધનની અંદરની બાજુની ધાતુની અશુદ્ધિઓના વસ્ત્રોને ઘટાડવા અને મોલ્ડેડ પ્લાસ્ટિક-વુડ પ્રોફાઇલ્સના સંપૂર્ણ મિશ્રણની ખાતરી કરવા માટે કણોને ધાતુ દ્વારા ફિલ્ટર કરવામાં આવે છે.
4. શું કૂલિંગ વોટર સિસ્ટમ સામાન્ય રીતે કામ કરી રહી છે.પ્લાસ્ટિક-વુડ એક્સટ્રુઝન પછી ઠંડક માટે એક સંપૂર્ણ કૂલિંગ વોટર સિસ્ટમ એ જરૂરી સાધન છે.સમયસર ઠંડકની સારવાર પ્લાસ્ટિક-લાકડાની પ્રોફાઇલના સારા આકારની ખાતરી કરી શકે છે.
5. પ્લાસ્ટિક-લાકડાના મોલ્ડ ઇન્સ્ટોલ કરો, અને પ્રોફાઈલ તૈયાર કરવા માટે નિયુક્ત મોલ્ડ ઇન્સ્ટોલ કરો.
6. ચકાસો કે શું ન્યુમેટિક કટીંગ મશીન અને અન્ય સ્ક્રુ ઘટકો સામાન્ય રીતે કામ કરી શકે છે.
D. નવા એક્સટ્રુડેડ પ્લાસ્ટિક-વુડ પ્રોફાઇલનું તાપમાન પ્રમાણમાં ઊંચું હોય છે, અને તેને સપાટ જમીન પર મેન્યુઅલી મૂકવું જરૂરી છે.રૂપરેખા સંપૂર્ણપણે ઠંડુ થયા પછી, તે પ્રક્રિયા અને પેકેજ કરવામાં આવશે.જો કે આ પગલું સરળ છે, તે ખૂબ જ મહત્વપૂર્ણ છે.જો ફેક્ટરી આ વિગતોની અવગણના કરે છે, તો ફેક્ટરી સામગ્રીમાં ઘણીવાર ખામીઓ હશે.અસમાન પ્લાસ્ટિક લાકડું પાછળથી ગ્રાઇન્ડીંગ અને પ્રોસેસિંગ પછી ઉત્પાદનની ઉપર અને નીચેની સપાટીની વિવિધ જાડાઈ તરફ દોરી જશે.વધુમાં, અસમાન રૂપરેખાઓ બાંધકામમાં ચોક્કસ મુશ્કેલીઓ લાવશે અને લેન્ડસ્કેપ અસરને અસર કરશે.
E. ગ્રાહકોની જરૂરિયાતો અનુસાર, પ્લાસ્ટિક-વુડ પ્રોફાઇલ પર પ્રક્રિયા કરો:
1. ગ્રાઇન્ડીંગ ટ્રીટમેન્ટ એ પ્લાસ્ટિક-લાકડાની પ્રોફાઇલને બહાર કાઢવામાં આવે ત્યારે ઉત્પન્ન થતી પ્લાસ્ટિક ત્વચાના સ્તરને દૂર કરવા માટે છે, જેથી જ્યારે ફેક્ટરીમાં ઇન્સ્ટોલ કરવામાં આવે ત્યારે પ્લાસ્ટિક-વુડ પ્રોફાઇલને વધુ સારી રીતે વસ્ત્રો પ્રતિકાર હોય.
2. એમ્બોસિંગ ટ્રીટમેન્ટ: પ્રોફાઇલની સપાટીને પોલિશ કર્યા પછી, પ્લાસ્ટિક-લાકડાને એમ્બોસ કરવામાં આવે છે જેથી પ્લાસ્ટિક-વુડ પ્રોફાઇલની સપાટીને લાકડા જેવી અસર થાય.
3. કટિંગ, ટેનોનિંગ પ્રોસેસિંગ, ગ્રાહકની જરૂરિયાતો અનુસાર કસ્ટમાઇઝ્ડ સાઇઝ અને ટેનોનિંગ જરૂરિયાતો જેવા કસ્ટમાઇઝ્ડ પ્રોડક્ટ્સ.
4. ઉપરોક્ત પ્રક્રિયા પૂર્ણ થયા પછી, છેલ્લું પગલું ઉત્પાદનને પેકેજ કરવાનું છે.ઉત્પાદનનું વ્યાજબી પેકેજિંગ ડિલિવરી દરમિયાન ઉત્પાદન દ્વારા થતા નુકસાનને ઘટાડી શકે છે.

એન્જિનિયરિંગ કેસ
પ્રોજેક્ટ 1





પ્રોજેક્ટ 2










| ઘનતા | 1.35g/m3 (સ્ટાન્ડર્ડ: ASTM D792-13 પદ્ધતિ B) |
| તણાવ શક્તિ | 52.5 MPa (સ્ટાન્ડર્ડ: ASTM D638-14) |
| ફ્લેક્સરલ તાકાત | 55.5Mp (સ્ટાન્ડર્ડ: ASTM D790-10) |
| ફ્લેક્સરલ મોડ્યુલસ | 65.5Mp (સ્ટાન્ડર્ડ: ASTM D790-10) |
| અસર શક્તિ | 90J/m (સ્ટાન્ડર્ડ: ASTM D4812-11) |
| કિનારાની કઠિનતા | D80 (સ્ટાન્ડર્ડ: ASTM D2240-05) |
| પાણી શોષણ | 0.6% (સ્ટાન્ડર્ડ: ASTM D570-98) |
| થર્મલ વિસ્તરણ | 3.21×10-6 (સ્ટાન્ડર્ડ: ASTM D696 – 08) |





