




કાર્બોનાઇઝ્ડ વાંસ ફ્લોર

ઉત્પાદન પ્રક્રિયા વાંસ હાર્ડવુડ ફ્લોરિંગ?
A. વાંસ ફ્લોરિંગ ઉત્પાદન પ્રક્રિયાનો સંક્ષિપ્ત પરિચય:
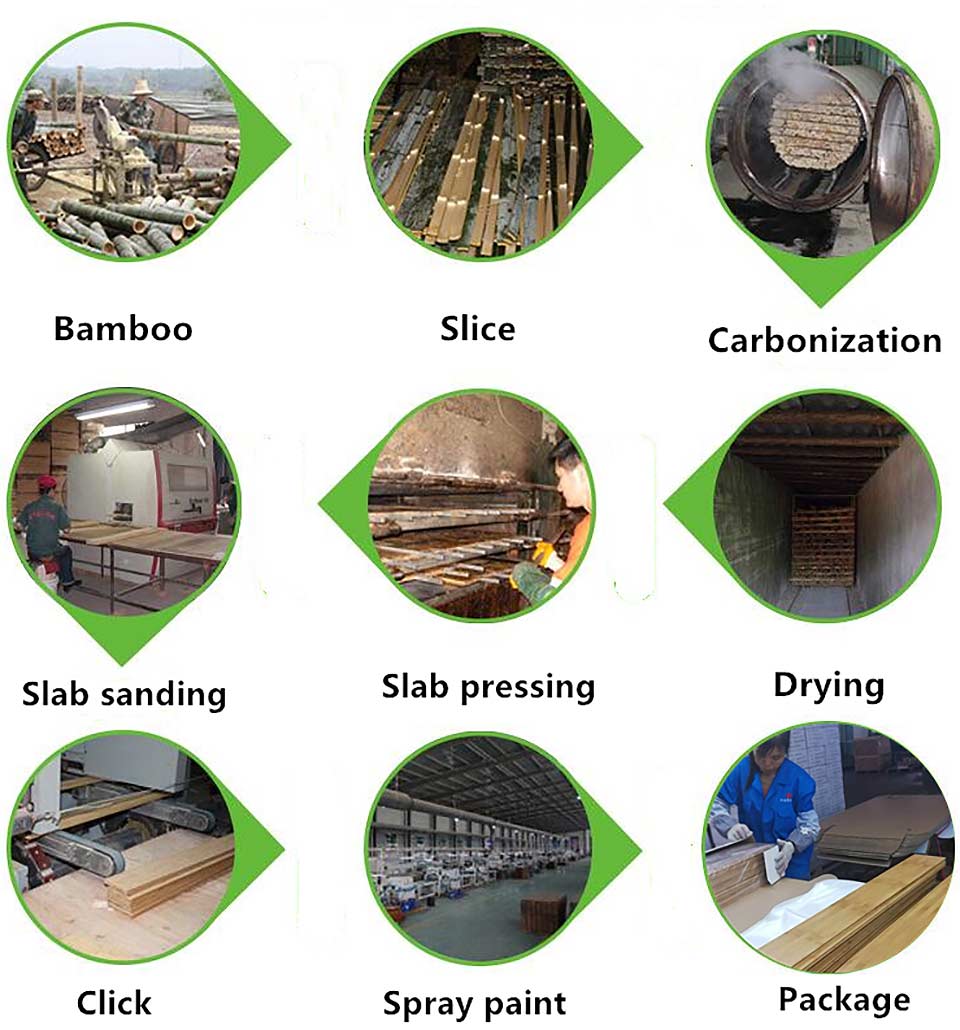
મોસો વાંસ→કાપી નાખો→બાહ્ય સાંધાઓને સરળ કરો→પટ્ટીઓ ખોલો→આંતરિક સાંધાઓ દૂર કરો→વાંસની પટ્ટીઓની બંને બાજુઓનું આયોજન કરો (વાંસના લીલા અને પીળા રંગને દૂર કરવા)→ બાફવું (જંતુ વિરોધી અને માઇલ્ડ્યુ વિરોધી સારવાર) અથવા કાર્બોનાઇઝ્ડ કલરિંગ ટ્રીટમેન્ટ→ડ્રાયિંગ→વાંસ ફાઇન પ્લેનિંગ →વાંસની પટ્ટી સોર્ટિંગ→ગ્લુઇંગ→એસેમ્બલિંગ બ્લેન્ક્સ→હોટ પ્રેસ બોન્ડિંગ→સેન્ડિંગ→ફિક્સ્ડ લેન્થ કટીંગ→ફોર-સાઇડ પ્લેનિંગ (નિયત પહોળાઈ, બેક ગ્રુવ)→ડબલ-એન્ડ મિલિંગ (આડી અને લંબાઈની ટેન )→ સ્પ્રે સીલિંગ એજ પેઇન્ટ → પ્લેન બોર્ડ સેન્ડિંગ → સોર્ટિંગ → ડસ્ટ રિમૂવલ → વોટર બેઝ્ડ પ્રાઈમર → હોટ એર ડ્રાયિંગ → પુટીટી → યુવી ક્યોરિંગ → પ્રાઈમર → યુવી ક્યોરિંગ → સેન્ડિંગ → પ્રાઈમર → યુવી ક્યોરિંગ → સેન્ડિંગ → ટોપ કોટ → યુવી ક્યોરિંગ → સ્ક્રેચ રેઝિસ્ટન્સ ફિનિશિંગ પેઇન્ટ → યુવી ક્યોરિંગ → ઇન્સ્પેક્શન → પેકેજિંગ
B. વાંસ ફ્લોરિંગ ઉત્પાદન પ્રક્રિયાની વિગતવાર સમજૂતી:
1.કાચા વાંસનું નિરીક્ષણ
વાંસ ફ્લોરિંગ સામાન્ય રીતે મોસો વાંસનો કાચા માલ તરીકે ઉપયોગ કરે છે, પરંતુ મોસો વાંસના યાંત્રિક ગુણધર્મો વાંસની ઉંમર અને સામગ્રીના સ્થાન સાથે ગાઢ રીતે સંબંધિત છે.વાંસની ઉંમર 4 વર્ષથી ઓછી છે, વાંસના આંતરિક ઘટકોના લિગ્નિફિકેશનની ડિગ્રી પૂરતી નથી, તાકાત અસ્થિર છે, અને સૂકા સંકોચન અને સોજો દર મોટો છે.5 વર્ષથી જૂના વાંસનો ઉપયોગ કરવો જોઈએ.વાંસમાં સામાન્ય રીતે જાડા મૂળ અને પાતળી ટીપ્સ હોય છે.તેથી, 10cm કરતાં વધુ સ્તન ઊંચાઈ અને 7mm કરતાં વધુ દિવાલની જાડાઈ ધરાવતા સીધા સળિયાવાળા તાજા મોસો વાંસનો સામાન્ય રીતે કાચી સામગ્રી તરીકે ઉપયોગ થાય છે.
2.સામગ્રી વિરામ
મોસો વાંસમાં જાડા મૂળ અને પાતળા ટોચ હોય છે.વાંસની નળીઓ દિવાલની જાડાઈની ડિગ્રી અનુસાર અલગ પડે છે અને ચોક્કસ લંબાઈમાં કાપવામાં આવે છે.
3. પંચીંગ
કાચા વાંસને નિયમિત વાંસની પટ્ટીઓમાં ધોઈ લો
4 પ્રથમ યોજના
સુકાઈ ગયા પછી, વાંસની પટ્ટાઓને બધી બાજુએ બારીક પ્લાનિંગ કરવા માટે, વાંસના લીલા, વાંસના પીળા અને ખરબચડા પ્લાનિંગ દ્વારા બાકી રહેલ છરીના નિશાનને દૂર કરવા માટે ચારે બાજુથી પ્લાન કરવાની જરૂર છે.આ ટ્રીટમેન્ટ પછી, વાંસની પટ્ટીઓ અને વાંસની પટ્ટીઓને તિરાડો વગર મજબૂત રીતે ગુંદર કરી શકાય છે., કોઈ ક્રેકીંગ નથી, કોઈ ડિલેમિનેશન નથી.વાંસની પટ્ટીઓ બારીક પ્લાનિંગ પછી સૉર્ટ કરવી જોઈએ, અને વાંસની પટ્ટીઓ કે જે પ્રોસેસિંગ કદની જરૂરિયાતોને પૂર્ણ કરતી નથી અને મોટા રંગમાં તફાવત ધરાવે છે તે ઉત્પાદન લાઇનમાંથી દૂર કરવામાં આવે છે.
વાંસની પટ્ટીઓની સપાટીની પ્રાથમિક સારવાર.સપાટીને મુંડન અને પીળી કરવામાં આવે છે, એટલે કે, વાંસની ચામડી અને માંસ દૂર કરવામાં આવે છે, અને માત્ર મધ્યમ જાડા ફાઇબર સ્તર જાળવી રાખવામાં આવે છે.પરંપરાગત વાંસના ઉત્પાદનોને સંપૂર્ણ નળાકાર વાંસની સામગ્રીને નિયત આકારમાં વાળીને પ્રક્રિયા કરવામાં આવે છે.તે પીળા દૂર કરવા માટે આયોજન કરવામાં આવ્યું નથી.સપાટી પરનો વાંસનો લીલો રંગ, એટલે કે, વાંસની ચામડીના ભાગની ઘનતા ક્રૂડ ફાઇબરથી અલગ છે, અને સમાન શુષ્ક ભેજની સ્થિતિમાં સંકોચન વિરૂપતા દર અલગ છે, તેથી ક્રેકીંગનું કારણ બને તે સરળ છે.વાંસ પીળો એ વાંસની નળીની અંદરની દિવાલ પર વાંસના માંસનો ભાગ છે.તેમાં ખાંડ અને અન્ય પોષક તત્ત્વો વધુ હોય છે, અને જો તેને દૂર ન કરવામાં આવે તો જંતુઓ ઉગાડવામાં સરળ છે.
જાડાઈના સંદર્ભમાં, વાંસની ફ્લેક્સલ તાકાત લાકડાની તુલનામાં વધુ હોય છે, અને 15 મીમી જાડા વાંસના ફ્લોરિંગમાં પર્યાપ્ત ફ્લેક્સરલ, સંકુચિત અને અસરની શક્તિ હોય છે, અને તે વધુ સારી રીતે પગ અનુભવે છે.કેટલાક ઉત્પાદકો, ઉપભોક્તાની માનસિકતાને પૂરી કરવા માટે કે જેટલો જાડો તેટલો વધુ સારો, તેઓ લીલો અથવા પીળો દૂર કરતા નથી.વાંસની શીટ્સને ગુંદર કર્યા પછી, જો કે વાંસના ફ્લોરની જાડાઈ 17mm અથવા 18mm સુધી પહોંચી શકે છે, બોન્ડિંગ મજબૂતાઈ સારી નથી અને તે ફાટવું સરળ છે.ઉચ્ચ-ગુણવત્તાવાળા વાંસના ફ્લોરિંગ માટે, વાંસની બંને બાજુએ વાંસના લીલા અને પીળા વાંસને આશરે પ્લાનિંગ કરવામાં આવે છે.વાંસના બ્લેન્ક્સને ચુસ્તપણે ગુંદરવાળું બનાવવા માટે, તેઓને બારીક રીતે ગોઠવવું આવશ્યક છે.જાડાઈ અને પહોળાઈ સહનશીલતા 0.1mm ની અંદર નિયંત્રિત હોવી જોઈએ., વાંસના બ્લેન્ક્સને બાંધવા માટે વપરાતા એડહેસિવ પણ ઊંચા તાપમાનની ક્રિયા હેઠળ ઝડપથી મજબૂત બનશે, અને સંલગ્નતા અત્યંત મજબૂત છે.5. રસોઈ બ્લીચિંગ અથવા કાર્બનાઇઝેશન
વાંસની રાસાયણિક રચના મૂળભૂત રીતે લાકડા જેવી જ હોય છે, મુખ્યત્વે સેલ્યુલોઝ, હેમીસેલ્યુલોઝ, લિગ્નીન અને એક્સ્ટ્રેક્ટિવ પદાર્થો.જો કે, વાંસમાં લાકડા કરતાં વધુ પ્રોટીન, ખાંડ, સ્ટાર્ચ, ચરબી અને મીણ હોય છે.જ્યારે તાપમાન અને ભેજ યોગ્ય હોય ત્યારે તે જંતુઓ અને ફૂગ દ્વારા સરળતાથી નાશ પામે છે.તેથી, વાંસની પટ્ટીઓને રફ પ્લાનિંગ (કુદરતી રંગ) પછી રાંધવાની જરૂર છે.) અથવા જંતુઓ અને ફૂગના સંવર્ધનને રોકવા માટે ખાંડ અને સ્ટાર્ચ જેવા કેટલાક અર્કને દૂર કરવા, જંતુનાશક પદાર્થો, પ્રિઝર્વેટિવ્સ વગેરે ઉમેરવા માટે ઉચ્ચ તાપમાન અને ઉચ્ચ ભેજવાળી કાર્બનાઇઝેશન ટ્રીટમેન્ટ (બ્રાઉન કલર).
કુદરતી રંગના ફ્લોરને હાઇડ્રોજન પેરોક્સાઇડ વડે 90°C ના તાપમાને બ્લીચ કરવામાં આવે છે, અને અલગ-અલગ દીવાલની જાડાઈ ધરાવતા વિવિધ મૂળ માટે બ્લીચિંગનો સમય અલગ-અલગ હોય છે.4~5mm માટે 3.5 કલાક, 6~8mm માટે 4 કલાક.
કાર્બન-રંગીન ફ્લોરિંગને ઉચ્ચ તાપમાન અને ઉચ્ચ દબાણ હેઠળ ગૌણ કાર્બનાઇઝેશન પ્રક્રિયા દ્વારા પ્રક્રિયા કરવામાં આવે છે.
ગૌણ કાર્બોનાઇઝેશન ટેક્નોલોજી વાંસમાં ઇંડા, ચરબી, ખાંડ અને પ્રોટીન જેવા તમામ પોષક તત્વોને કાર્બોનાઇઝ કરે છે, જે સામગ્રીને પ્રકાશ બનાવે છે, અને વાંસના તંતુઓને "હોલો ઇંટ" આકારમાં ગોઠવવામાં આવે છે, જે તાણ, સંકુચિત શક્તિ અને વોટરપ્રૂફને મોટા પ્રમાણમાં સુધારે છે. કામગીરી
5. સૂકવણી
સ્ટીમિંગ ટ્રીટમેન્ટ પછી વાંસની ચિપ્સમાં ભેજનું પ્રમાણ 80% કરતાં વધી જાય છે, જે સંતૃપ્ત સ્થિતિમાં પહોંચે છે.વાંસમાં ભેજનું પ્રમાણ વાંસની પ્રક્રિયા પછી તૈયાર ઉત્પાદનના કદ અને આકારની સ્થિરતાને સીધી અસર કરે છે.વાંસના ફ્લોરિંગ ઉત્પાદનોની ગુણવત્તાને સુનિશ્ચિત કરવા માટે, પ્રક્રિયા માટે ઉપયોગમાં લેવાતા વાંસના કાચા માલને ગ્લુઇંગ કરતા પહેલા સંપૂર્ણપણે સૂકવવા જોઈએ.વાંસને સૂકવવાના ભઠ્ઠામાં અથવા ટ્રેક સૂકવવાના ભઠ્ઠા દ્વારા સૂકવવામાં આવે છે.
વાંસની સામગ્રીમાં ભેજનું પ્રમાણ સ્થાનિક આબોહવાની પરિસ્થિતિઓ અને ઉપયોગના વાતાવરણ અનુસાર નિયંત્રિત હોવું જરૂરી છે.ઉદાહરણ તરીકે, ચીનના ઉત્તર અને દક્ષિણમાં નિયંત્રિત ભેજનું પ્રમાણ અલગ-અલગ છે.ઉત્તરમાં વપરાતા ઉત્પાદનોમાં ભેજનું પ્રમાણ ખૂબ ઓછું હોય છે, અને સામાન્ય સંજોગોમાં તેને 5-9% પર નિયંત્રિત કરવું જોઈએ.
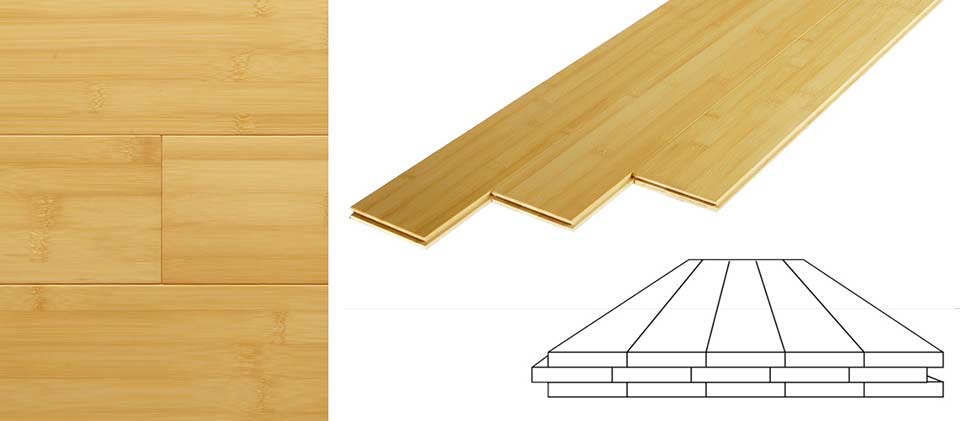
વાંસની પટ્ટી, એટલે કે વાંસની પટ્ટી બનાવે છે તેવા દરેક એકમમાં ભેજનું પ્રમાણ એકસમાન હોવું જરૂરી છે.ઉદાહરણ તરીકે, વાંસના તારનું માળખું (સપાટ પ્લેટ) ને સપાટી, મધ્ય અને નીચેના સ્તરો પર વાંસની પટ્ટીઓની સમાન ભેજની જરૂર હોય છે, જેથી વાંસનું માળખું ઉત્પન્ન થયા પછી તેને વિકૃત અને વાળવું સરળ ન હોય.
ફ્લોરને ક્રેકીંગથી બચાવવા માટે આ એક મહત્વપૂર્ણ કડી પણ છે.તાપમાન અને શુષ્ક ભેજ જેવા પર્યાવરણીય પરિબળોમાં ફેરફારને કારણે અસમાન ભેજ અથવા વધુ પડતા ભેજનું પ્રમાણ ફ્લોરને વિકૃત અથવા તિરાડનું કારણ બની શકે છે.ભેજનું પ્રમાણ વિવિધ વિસ્તારોમાં હવાના ભેજ અનુસાર સેટ કરી શકાય છે.આ રીતે બનાવેલ ફ્લોર અનુરૂપ આબોહવા વાતાવરણને અનુરૂપ થવાની ખાતરી આપી શકે છે.
ઉચ્ચ-ગુણવત્તાવાળા ફ્લોરને સૂકવવા દરમિયાન છ-પોઇન્ટ બહુપક્ષીય પરીક્ષણ કરવામાં આવે છે તેની ખાતરી કરવા માટે કે વાંસની પટ્ટીઓનો દરેક ભાગ, તેમજ વાંસની પટ્ટીઓની સપાટી અને અંદરની ભેજનું પ્રમાણ સંતુલિત છે, જેથી ખાતરી કરી શકાય કે વિવિધ ભેજવાળા વાતાવરણને કારણે ફ્લોરમાં તિરાડો અને વિકૃતિઓ.ગ્રાહકો માટે માત્ર ભેજનું પ્રમાણ માપવું મુશ્કેલ છે.આ સમસ્યાનો ઉકેલ લાવવાનો વધુ સુરક્ષિત રસ્તો એ છે કે પ્રતિષ્ઠિત અને નિયમિત વાંસના ફ્લોરિંગ ઉત્પાદકની પસંદગી કરવી જે સ્લેબનું ઉત્પાદન કરી શકે.
6.સરસ પ્લાનિંગ
વાંસની પટ્ટીઓ જરૂરી વિશિષ્ટતાઓ અનુસાર બારીક રીતે ગોઠવવામાં આવે છે.
7.ઉત્પાદન પસંદગી
વાંસની પટ્ટીઓને વિવિધ સ્તરોમાં સૉર્ટ કરો.
8.gluing અને દબાવીને
ગુંદર અને ખાલી એસેમ્બલી: ઉચ્ચ ગુણવત્તાની પર્યાવરણને અનુકૂળ એડહેસિવ પસંદ કરો, ગુંદરની નિર્ધારિત માત્રા અનુસાર ગુંદર લાગુ કરો અને સમાનરૂપે ફેલાવો, અને પછી જરૂરી વિશિષ્ટતાઓ અનુસાર વાંસની પટ્ટીઓને એસેમ્બલ કરો.
હોટ-પ્રેસિંગ અને ગ્લુઇંગ: હોટ-પ્રેસિંગ એ મુખ્ય પ્રક્રિયા છે.નિર્દિષ્ટ દબાણ, તાપમાન અને સમય હેઠળ, સ્લેબને ખાલી જગ્યામાં ગુંદર કરવામાં આવે છે.વાંસની પટ્ટીઓની સપાટીની પૂર્ણાહુતિ, એડહેસિવ અને ગરમ દબાવવાની પરિસ્થિતિઓ વાંસના માળની બંધન શક્તિ પર ઘણો પ્રભાવ પાડે છે.
વાંસના ફ્લોરિંગની બોન્ડિંગ મજબૂતાઈ લાકડાના ફ્લોરિંગ કરતાં અલગ છે.તે વાંસના બહુવિધ ટુકડાઓને ગ્લુઇંગ કરીને અને દબાવીને બનાવવામાં આવે છે.ગુંદરની ગુણવત્તા, ગુંદરનું તાપમાન અને દબાણ અને ગરમી જાળવવાનો સમય અને દબાણ આ બધાની ગુંદરની ગુણવત્તા પર અસર પડે છે.અપૂરતી બંધન શક્તિ વિકૃત થઈ શકે છે અને તિરાડ પડી શકે છે.બોન્ડિંગ સ્ટ્રેન્થ ચકાસવાની સરળ રીત એ છે કે ભોંયતળિયાના ટુકડાને પાણીમાં પલાળો અથવા રાંધવો.વિસ્તરણ, વિરૂપતા અને ઉદઘાટનની ડિગ્રી અને જરૂરી સમયની તુલના કરો.શું વાંસનું માળખું વિકૃત હશે અથવા ડિગમ્ડ હશે તે બંધનની મજબૂતાઈ સાથે મહાન સંબંધ ધરાવે છે.
9.માથું કાપવું
10.નિરીક્ષણ બોર્ડ રંગ અલગ
11.આનુષંગિક બાબતો
12.આનુષંગિક બાબતો સ્ત્રી ટેનન છે
13.એન્ટિ-ટેનન બોર્ડનું ઉત્પાદન કરતી વખતે, ટૂંકું માથું ફરવું જોઈએ
14.સેન્ડિંગ
સપાટીને સરળ બનાવવા માટે સ્લેબની સપાટીને ટ્રીટ કરો અને સાદા સ્લેબની જાડાઈને ઠીક કરો
15.ટેનોનિંગ
મોલ્ડર્સ
વાંસ બોર્ડના તળિયે અને બાજુઓ ટેનોન કરેલ છે.
ડબલ એન્ડ ટેનોનિંગ
વાંસનું માળખું ઊભી અને આડી રીતે બાંધેલું છે.
ટેનોનિંગને સામાન્ય રીતે સ્લોટિંગ તરીકે પણ ઓળખવામાં આવે છે, જે જ્યારે ફ્લોરને સ્પ્લિસ કરવામાં આવે ત્યારે અંતર્મુખ-બહિર્મુખ નોચ હોય છે, જે ફ્લોરના સંપૂર્ણ વિભાજનની ખાતરી કરવા માટેની ચાવી છે.જ્યારે મોર્ટાઈઝને ચોકસાઇથી કાપવામાં આવે ત્યારે બે માળ વચ્ચેનું અંતર ચુસ્ત હોય છે.
16.પેઇન્ટ
આજુબાજુના વાતાવરણમાં ભેજને વાંસના ફ્લોર પર આક્રમણ કરતા અટકાવવા માટે અને બોર્ડની સપાટીને પ્રદૂષણ વિરોધી, ઘર્ષણ પ્રતિરોધક અને સુશોભન ગુણધર્મો બનાવવા માટે, વાંસના ફ્લોરને પેઇન્ટ કરવાની જરૂર છે.સામાન્ય રીતે 5 પ્રાઈમર (રોગાન) અને 2 બાજુઓ (રોગાન) કોટિંગ પછી, વાંસના ફ્લોરની સપાટીને જાડા રક્ષણાત્મક પેઇન્ટ ફિલ્મથી આવરી લેવામાં આવે છે.પેઇન્ટ ફિલ્મની કઠિનતા જેટલી કઠણ હોય તેટલી વધુ સારી નથી, તે સુનિશ્ચિત કરવા માટે કઠિનતામાં મધ્યમ હોવી જોઈએ કે પેઇન્ટ ફિલ્મમાં ચોક્કસ અંશે વસ્ત્રો પ્રતિકાર, સ્ક્રેચ પ્રતિકાર અને કઠિનતા છે.
વાંસના ફ્લોરની સપાટી પર પેઇન્ટ કરો.બજાર પરના માળ તેજસ્વી અને અર્ધ-મેટમાં વહેંચાયેલા છે.ચળકતી એ પડદાના કોટિંગની પ્રક્રિયા છે, જે ખૂબ જ સુંદર છે, પરંતુ તેનો ચહેરો પહેરવામાં આવ્યો છે અને છાલ ઉતારી દેવામાં આવ્યો છે, તેથી તેનો ઉપયોગ કરતી વખતે તેની કાળજીપૂર્વક જાળવણી કરવી જોઈએ.મેટ અને સેમી-મેટ એ રોલર કોટિંગ પ્રક્રિયાઓ છે, જેમાં નરમ રંગ અને મજબૂત પેઇન્ટ સંલગ્નતા હોય છે.
બજારમાં પાંચ બોટમ અને બે સાઇડ, સાત બોટમ અને બે સાઇડ છે.બાળપોથી લાગુ કરતી વખતે સલામત અને પર્યાવરણને અનુકૂળ ઉચ્ચ ગુણવત્તાવાળા પેઇન્ટ પસંદ કરો, જે માત્ર સ્વસ્થ ઘરનું વાતાવરણ જાળવતું નથી, પરંતુ સૌંદર્ય, પાણી પ્રતિકાર અને રોગ પ્રતિકાર પણ પ્રાપ્ત કરી શકે છે.સારી પેઇન્ટ સંલગ્નતાને સુનિશ્ચિત કરવા માટે, પેઇન્ટનો એક સ્તર રેતીવાળો હોવો જોઈએ.પુનરાવર્તિત સેન્ડિંગ અને પેઇન્ટિંગ પછી, ફ્લોરની સપાટી પરપોટા વિના સરળ અને સપાટ છે.
17.સમાપ્ત ઉત્પાદન નિરીક્ષણ
તૈયાર ઉત્પાદનનું નિરીક્ષણ કરો.સંલગ્નતા, સપાટીની અસર, ઘર્ષણ પ્રતિકાર અને ચળકાટ.
ફ્લોરની અદ્યતન ગુણવત્તાની ખાતરી કરવા માટે, યુરોપિયન અને અમેરિકન બજારો ફિલ્મ નિરીક્ષણનો અમલ કરે છે, અને ઘણી સ્થાનિક કંપનીઓ આ નિરીક્ષણ તકનીકનો ઉપયોગ કરવાનું ચાલુ રાખે છે.અલબત્ત, સંબંધિત ખર્ચ વધારે છે
માળખું

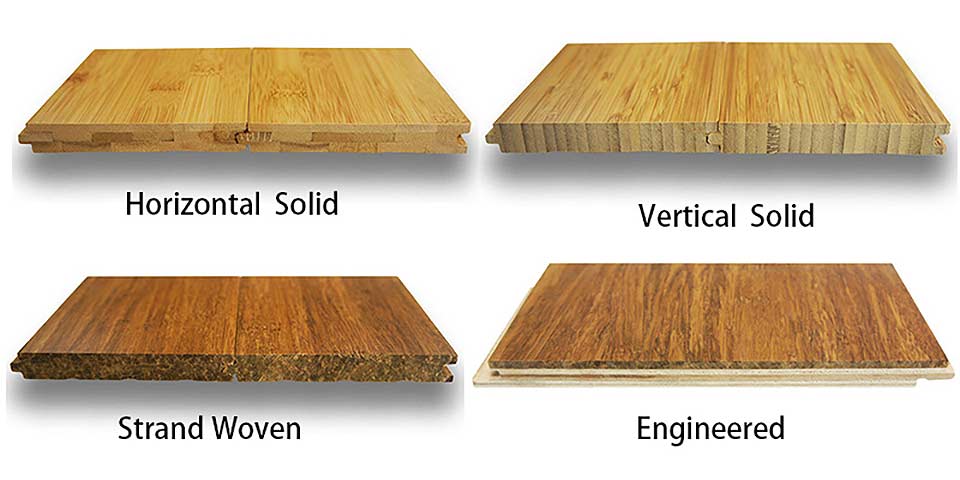
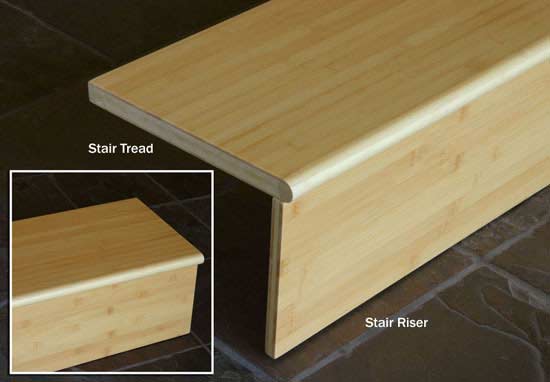
કુદરતી વાંસ ફ્લોરિંગ

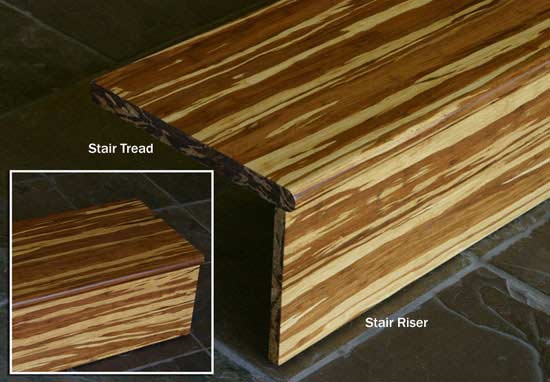
કાર્બોનાઇઝ્ડ વાંસ ફ્લોરિંગ

કુદરતી કાર્બનાઇઝ્ડ વાંસ ફ્લોર

વાંસ ફ્લોરિંગ લાભ

વિગતો છબીઓ



વાંસ ફ્લોરિંગ ટેકનિકલ ડેટા
| 1) સામગ્રી: | 100% કાચો વાંસ |
| 2) રંગો: | સ્ટ્રાન્ડ વણાયેલા |
| 3) કદ: | 1840*126*14mm/ 960*96*15mm |
| 4) ભેજનું પ્રમાણ: | 8%-12% |
| 5) ફોર્માલ્ડીહાઇડ ઉત્સર્જન: | યુરોપના E1 ધોરણ સુધી |
| 6) વાર્નિશ: | ટ્રેફર્ટ |
| 7) ગુંદર: | ડાયના |
| 8) ચળકાટ: | મેટ, સેમી ગ્લોસ |
| 9) સંયુક્ત: | જીભ અને ગ્રુવ (T&G) ક્લિક કરો;યુનિલિન + ડ્રોપ ક્લિક કરો |
| 10) પુરવઠા ક્ષમતા: | 110,000m2 / મહિનો |
| 11) પ્રમાણપત્ર: | CE પ્રમાણપત્ર , ISO 9001:2008, ISO 14001:2004 |
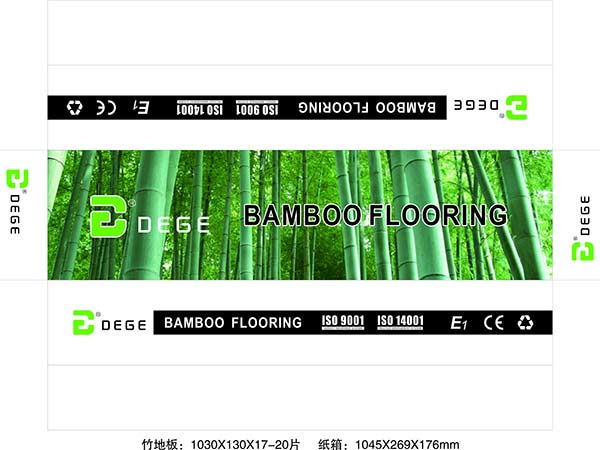
| 12) પેકિંગ: | કાર્ટન બોક્સ સાથે પ્લાસ્ટિક ફિલ્મો |
| 13) ડિલિવરી સમય: | એડવાન્સ પેમેન્ટ મળ્યા પછી 25 દિવસની અંદર |
સિસ્ટમ ઉપલબ્ધ પર ક્લિક કરો
A: T&G ક્લિક કરો

T&G LOCK BAMBOO-Bamboo Florinig

વાંસ ટી એન્ડ જી - બામ્બૂ ફ્લોરિનીગ
B: ડ્રોપ (ટૂંકી બાજુ) + યુનિલિન ક્લિક (લંબાઈ બાજુ)

વાંસ ફ્લોરિનીગ છોડો

યુનિલિન વાંસ ફ્લોરિનીગ
વાંસ ફ્લોરિંગ પેકેજ યાદી
| પ્રકાર | કદ | પેકેજ | NO પેલેટ/20FCL | પેલેટ/20FCL | બોક્સનું કદ | GW | NW |
| કાર્બોનાઇઝ્ડ વાંસ | 1020*130*15mm | 20pcs/ctn | 660 સીટીએન/1750.32 ચો.મી | 10 plt, 52ctns/plt,520ctns/1379.04 ચો.મી. | 1040*280*165 | 28 કિગ્રા | 27 કિગ્રા |
| 1020*130*17mm | 18pcs/ctn | 640 સીટીએન/1575.29 ચો.મી | 10 plt, 52ctns/plt,520ctns/1241.14 ચો.મી. | 1040*280*165 | 28 કિગ્રા | 27 કિગ્રા | |
| 960*96*15mm | 27pcs/ctn | 710 સીટીએન/ 1766.71 ચો.મી | 9 plt, 56ctns/plt,504ctns/1254.10 ચો.મી. | 980*305*145 | 26 કિગ્રા | 25 કિગ્રા | |
| 960*96*10mm | 39pcs/ctn | 710 સીટીએન/ 2551.91 ચો.મી | 9 plt, 56ctns/plt,504ctns/1810.57 ચો.મી. | 980*305*145 | 25 કિગ્રા | 24 કિગ્રા | |
| સ્ટ્રાન્ડ વણેલા વાંસ | 1850*125*14mm | 8pcs/ctn | 672 સીટીએન, 1243.2 ચો.મી | 970*285*175 | 29 કિગ્રા | 28 કિગ્રા | |
| 960*96*15mm | 24pcs/ctn | 560 સીટીએન, 1238.63 ચો.મી | 980*305*145 | 26 કિગ્રા | 25 કિગ્રા | ||
| 950*136*17mm | 18pcs/ctn | 672ctn, 1562.80sqm | 970*285*175 | 29 કિગ્રા | 28 કિગ્રા |
પેકેજીંગ
Dege બ્રાન્ડ પેકેજિંગ



સામાન્ય પેકેજિંગ




પરિવહન

ઉત્પાદન પ્રક્રિયા
અરજીઓ














 વાંસ ફ્લોર કેવી રીતે સ્થાપિત થાય છે (વિગતવાર સંસ્કરણ)
વાંસ ફ્લોર કેવી રીતે સ્થાપિત થાય છે (વિગતવાર સંસ્કરણ)
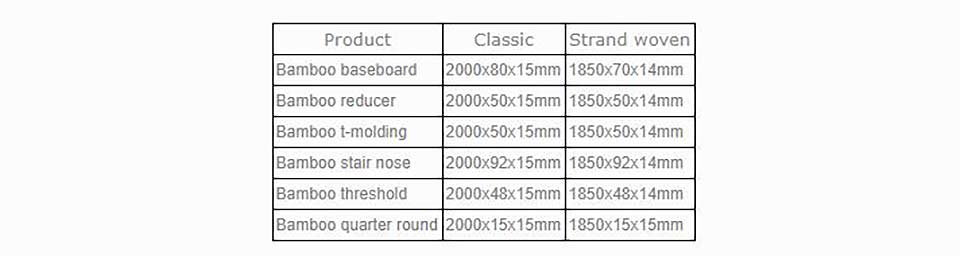
દાદર સ્લેબ





સામાન્ય વાંસ ફ્લોર એસેસરીઝ








ભારે વાંસ ફ્લોરિંગ એસેસરીઝ







| લાક્ષણિકતા | મૂલ્ય | ટેસ્ટ |
| ઘનતા: | +/- 1030 kg/m3 | EN 14342:2005 + A1:2008 |
| બ્રિનેલ કઠિનતા: | 9.5 kg/mm² | EN-1534:2010 |
| ભેજનું પ્રમાણ: | 23°C પર 8.3% અને સાપેક્ષ ભેજ 50% | EN-1534:2010 |
| ઉત્સર્જન વર્ગ: | વર્ગ E1 (LT 0,124 mg/m3, EN 717-1) | EN 717-1 |
| વિભેદક સોજો: | ભેજની સામગ્રીમાં 0.17% તરફી 1% ફેરફાર | EN 14341:2005 |
| ઘર્ષણ પ્રતિકાર: | 16'000 વળાંક | EN-14354 (12/16) |
| સંકોચનક્ષમતા: | 2930 kN/cm2 | EN-ISO 2409 |
| અસર પ્રતિકાર: | 6 મીમી | EN-14354 |
| અગ્નિ ગુણધર્મો: | વર્ગ Cfl-s1 (EN 13501-1) | EN 13501-1 |





