



Video

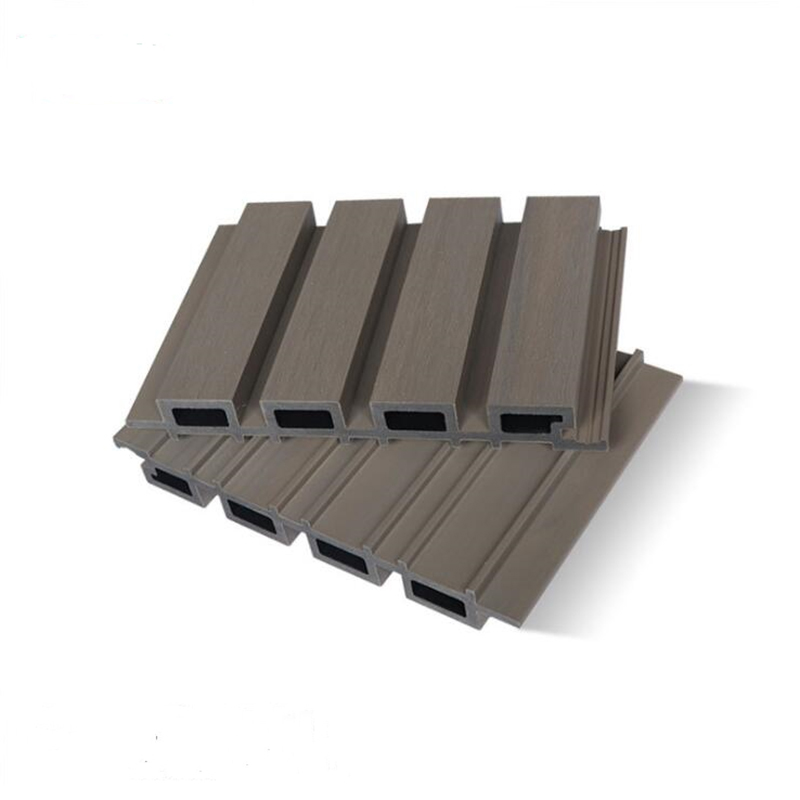
Details Images

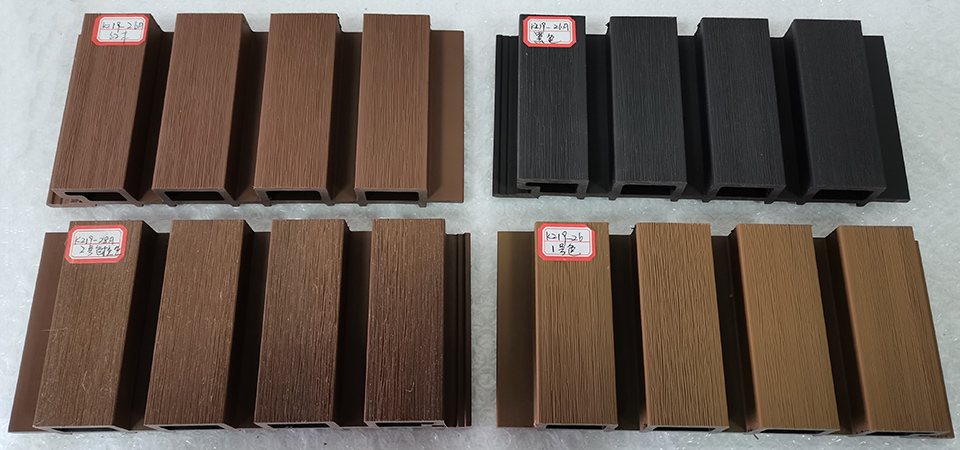
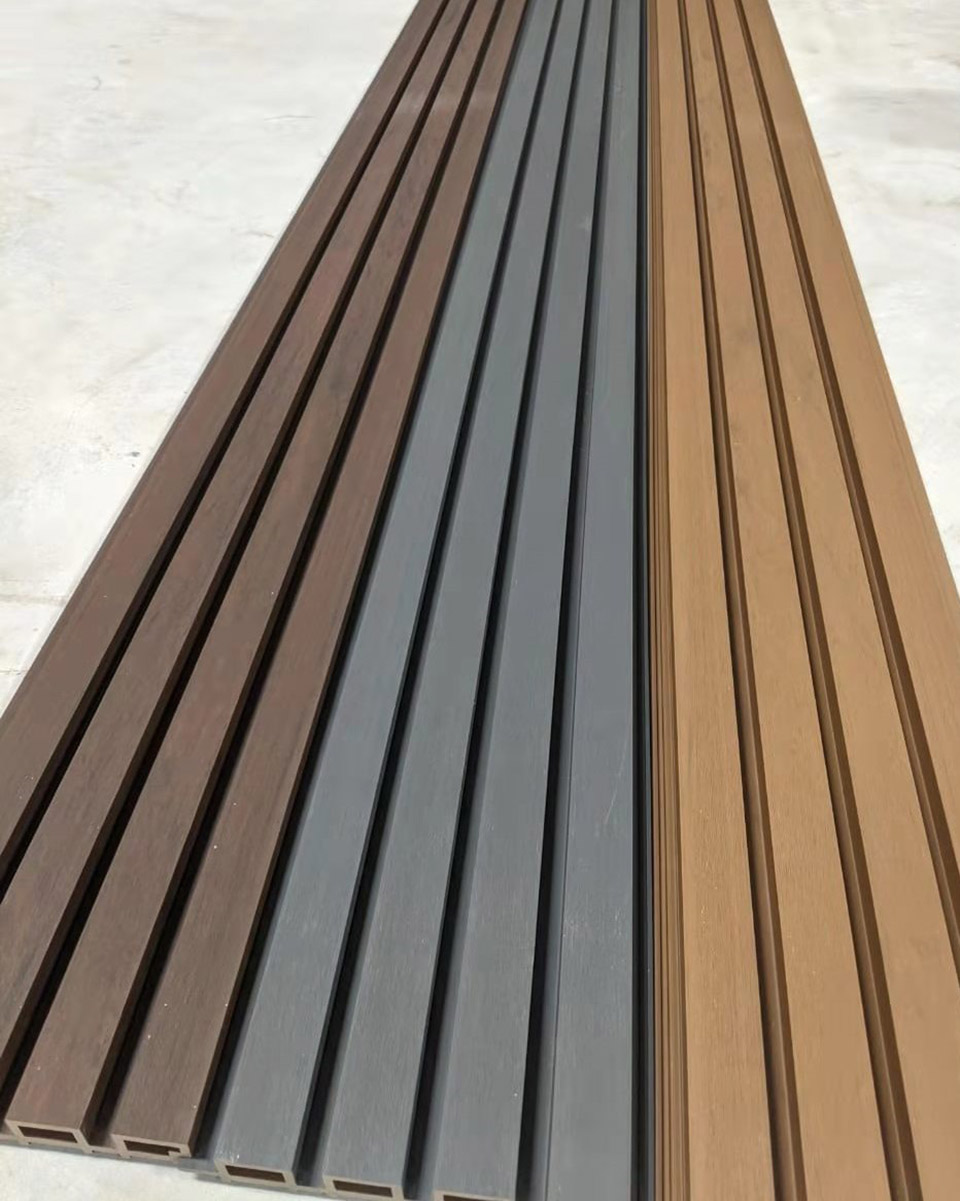

Kleur Display

Lange libbensdoer
Low Underhâld
Gjin warping of splintering
Slip-resistant kuierflakken
Kras bestindich
Stain Resistant
Wetterticht
15 jier garânsje
95% recycled hout en plestik
Anti-mikrobiële
Fire Resistant
Easy Ynstallaasje
Parameter
| Merk | DEGE |
| Namme | WPC WALL CLADDING |
| Ûnderdiel | KLADDING |
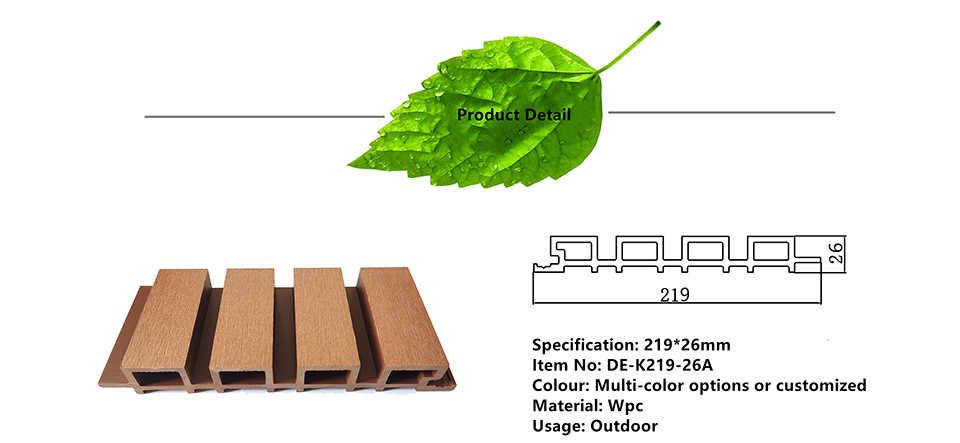
| Standert grutte | |
| WPC komponint | 30% HDPE + 60% houtfaser + 10% additieven |
| Accessories | Patintearre clip-maklik systeem |
| Levertiid | Oer 20-25 dagen foar ien 20'ft kontener |
| Betelling | 30% dellein, de rest moat wurde betelle foar levering |
| Ûnderhâld | Fergees ûnderhâld |
| Recycling | 100% recycleber |
| Pakket | Pallet of bulk ferpakking |
It oerflak beskikber


Kwaliteit Test



Wpc Wall Panel Production Process

A. PE plestik hout is op it stuit it meast brûkte type plestik hout yn 'e wrâld, dat is ús WPC CLADDING, WPC FENCING.Lit ús earst de grûnstoffen fan PE plestik houtprodukten begripe.De wichtichste grûnstoffen binne PE plestik en poplar hout poeder., Toner, anty-ultraviolet absorber, kompatibilisator.
1. PE plestik: Wiidweidige fergeliking fan kosten en fúzje HDPE is de bêste kar, en it plestik hout yn 'e merk brûkt yn prinsipe recycled materialen as de wichtichste grûnstof, dy't ferminderet wite fersmoarging en makket ús omjouwing sûner en miljeufreonliker."Recycled" wurdt ek wol recycled plestik materiaal neamd.Alle yndustrieel recycleber plestik dat troch in bepaald ferwurkingsproses opnij brûkt wurde kin wurde recycled plestik neamd;recycled materialen binne ferdield yn in protte klassen, lykas spesjale klasse recycled materialen en earste klasse recycled materialen., Secondary recycling, tertiary recycling of sels garbage, it is maklik om de betsjutting letterlik te begripen, hoe heger de klasse, hoe minder de ûnreinensynhâld fan it plestik, it jiskefet is natuerlik heech yn 'e ûnreinens ynhâld, en de kar fan grûnstoffen direkt beynfloedet de kar fan plestik hout Om't plestik-hout materiaal in steat is dêr't houtpoeder mei plestik ferpakt is, as de ûnreinens ynhâld fan plestik heech is, en it oanpart fan plestik sels lyts is, is it natuerlik net yn steat om houtpoeder goed te wikkeljen .
2. Houtmoal: Om de perfekte fúzje fan houtmoal en keunststof yn keunststof hout te berikken, binne der net allinnich strange easken oan keunststof, mar ek houtmoal: hoe fyner it houtmoal fan itselde gewicht, hoe grutter it oerflak fan it poeder.Hoe heger it oanpart fan plestik nedich;krekt oarsom, hoe grutter it houtpoederpoeder, hoe lytser it oerflak fan it poeder, en hoe leger it oanpart fan plestik dat nedich is by plestikfúzje.Nei in protte jierren fan eksperiminten, poplar hout poeder is it bêste hout poeder poeder, en de dieltsje grutte fan it poeder is it bêste yn de dikte fan 80-100 mesh;it poeder is te fyn, de ferwurkingskosten binne heech, de plastike komposysje fereasket mear, en de kosten binne heger, mar it foarme plastyk-houtprodukt hat te hege plastykens;as it poeder te rûch is, binne de ferwurkingskosten leech, en de easken foar plestik komposysje binne minder, mar it foarme plestik-houtprodukt hat net genôch fúzje, is bros en is maklik te kraken.
3. Auxiliary materialen: De haadfunksje fan toner is om de kleur fan plestik houtmaterialen te passen.Op it stuit is de wichtichste tapassing fan PE plestik hout anorganysk kleurpoeder.It hat bettere anty-fading-prestaasjes foar bûtengebrûk, wat oars is fan 'e organyske kleur dy't brûkt wurdt foar ekologyske PVC-hout binnen.Poeder, organyske tonerkleur is libbender en helderder.De wichtichste funksje fan de anty-ultraviolet absorber is it ferbetterjen fan de anty-ultraviolet fermogen fan it plestik hout bûten gebrûk, en it ferbetterjen fan de anty-fergrizing prestaasjes.Kompatibilisator is in additief dat de kompatibiliteit befoarderet tusken houtmoal en hars.
B. Begryp de grûnstoffen fan plestik hout koart, de folgjende stap is om te pelletisearjen.Neffens de boppesteande grûnstoffen, mix neffens in bepaalde ferhâlding, extrude plestik hout pellets troch hege temperatuer fusion drogen, en pack se foar gebrûk.De wichtichste funksje fan de pelletizing apparatuer is it realisearjen fan de pre-plasticization proses fan hout poeder en plestik, realisearjen fan unifoarme mingen fan biomassa poeder materiaal en PE plestik ûnder smeltende betingsten, en fieren foarbehanneling foar de produksje fan plestik hout materialen.Troch de minne fluiditeit fan hout-plestik smelt, is it ûntwerp fan hout-plestik materiaal pelletizer en plestik pelletizer net krekt itselde.Foar ferskate keunststoffen is it ûntwerp fan 'e pelletizer ek oars.De pelletizer meast brûkt foar polyetyleen meastal brûkt in konyske twin-screw extruder, omdat polyetyleen is in waarmte-gefoelige hars, en de konyske twin-screw extruder hat sterke shearing krêft en de skroef lingtematen binne relatyf parallel.De twin screw extruder is koart, dat ferleget de ferbliuwstiid fan it materiaal yn 'e barrel.De bûtenste diameter fan 'e skroef hat in koanyske ûntwerp fan grut oant lyts, sadat de kompresjeferhâlding frij grut is, en it materiaal kin folsleiner en unifoarmer wurde yn' e loop.
C. Nei pelletizing komt it yn 'e extrusion poadium.Ferskate tariedings moatte dien wurde foardat extrusion:
1. Soargje derfoar dat der gjin ûnreinheden of dieltsjes fan oare kleuren oerbleaun yn 'e hopper om ûnreine kleur fan it produsearre plestik hout te foarkommen;
2. Kontrolearje oft de fakuüm-apparatuer fan 'e extruder ûnbeheind is en soargje dat de fakuümgraad net minder is as -0.08mpa.De fakuüm barrel moat wurde skjinmakke twa kear per ferskowing as it is normaal.Brûk gjin metalen ark foar it skjinmeitsjen fan de exhaust gatten, en brûk plestik of houten stokken te skjin de ûnreinheden yn de exhaust gatten fan it barrel;
3. Kontrolearje oft de hopper is foarsjoen fan in metalen filter.De dieltsjes wurde troch metaal filtere om de metalen ûnreinheden te ferwiderjen dy't yn 'e dieltsjes mingd binne, de wearze fan' e metalen ûnreinheden oan 'e binnenkant fan' e apparatuer te ferminderjen en de perfekte fúzje fan 'e foarme plastyk-houtprofilen te garandearjen.
4. Oft it koelwettersysteem normaal wurket.In perfekte koelwettersysteem is de nedige apparatuer foar koeling nei plestik-houtekstrusion.Tidige koeling behanneling kin soargje foar de goede foarm fan plastic-hout profilen.
5. Ynstallearje plastic-hout mallen, en ynstallearje oanwiisde mallen neffens de profilen wurde produsearre.
6. Kontrolearje oft de pneumatyske snijmasine en oare skroefkomponinten normaal operearje kinne.
D. De temperatuer fan de nij extruded plastic-hout profyl is relatyf heech, en it moat wurde mei de hân pleatst op in flakke grûn.Nei't it profyl folslein koel is, sil it wurde ferwurke en ferpakt.Hoewol dizze stap is ienfâldich, it is heul wichtich.As it fabryk dizze details negearret, sille de fabryksmaterialen faak defekten hawwe.Unjildich plestik hout sil maklik liede ta ferskate dikten fan 'e boppeste en legere oerflakken fan it produkt nei it letter slypjen en ferwurkjen.Derneist sille unjildige profilen bepaalde swierrichheden oan 'e konstruksje bringe en it lânskipseffekt beynfloedzje.
E. Neffens de behoeften fan klanten, ferwurkje de plastyk-houtprofilen:
1. Grinding behanneling is it fuortsmiten fan in laach fan plestik hûd produsearre as de plestik-hout profyl wurdt extruded, sadat de plastic-hout profyl hat better wear ferset as ynstallearre op it fabryk.
2. Embossing-behanneling: Nei it oerflak fan it profyl is gepolijst, wurdt it plastyk-hout reliëf makke om it oerflak fan it plastyk-houtprofyl in hout-like effekt te meitsjen.
3. Cutting, tenoning ferwurking, oanpaste grutte neffens klant behoeften, en oanpaste produkten lykas tenoning behoeften.
4. Nei't de boppesteande ferwurking foltôge is, is de lêste stap om it produkt te pakken.Redelijke ferpakking fan it produkt kin de skea feroarsaakje troch it produkt by levering.

Engineering Case






Engineering Case 2


















Earste:ynstallearje de kiel earst, de kiel kin wêze hout of Wpc
Twadde:befestigje it bûtenmuorrepaniel op 'e kiel mei metalen gesp
Tredde:befestigje de metalen gesp en de kiel mei in luchtnagelpistoal of skroeven
Fjirde:nei it ynfoegjen fan it folgjende wpc-muorrepaniel foar bûten yn it slot fan it boppeste muorrepaniel, brûk dan in luchtnagelpistoal as skroef om de metalen gesp en kiel te skatten
Fyfde:werhelje de fjirde stap
Seisde:nei ôfrin fan de muorre paniel ynstallaasje, add L edge bands om
| Tichtheid | 1.33g/m3 (Standert: ASTM D792-13 Metoade B) |
| Treksterkte | 24.5 MPa (Standert: ASTM D638-14) |
| Flexural sterkte | 34.5Mp (Standert: ASTM D790-10) |
| Flexural Modulus | 3565 MP (Standert: ASTM D790-10) |
| Impact sterkte | 84J/m (Standert: ASTM D4812-11) |
| Shore hurdens | D71 (Standert: ASTM D2240-05) |
| Water absorption | 0.65% (Standert: ASTM D570-98) |
| Termyske útwreiding | 33.25×10-6 (Standert: ASTM D696 – 08) |
| Slip resistint | R11 (Standert: DIN 51130:2014) |





