



Video

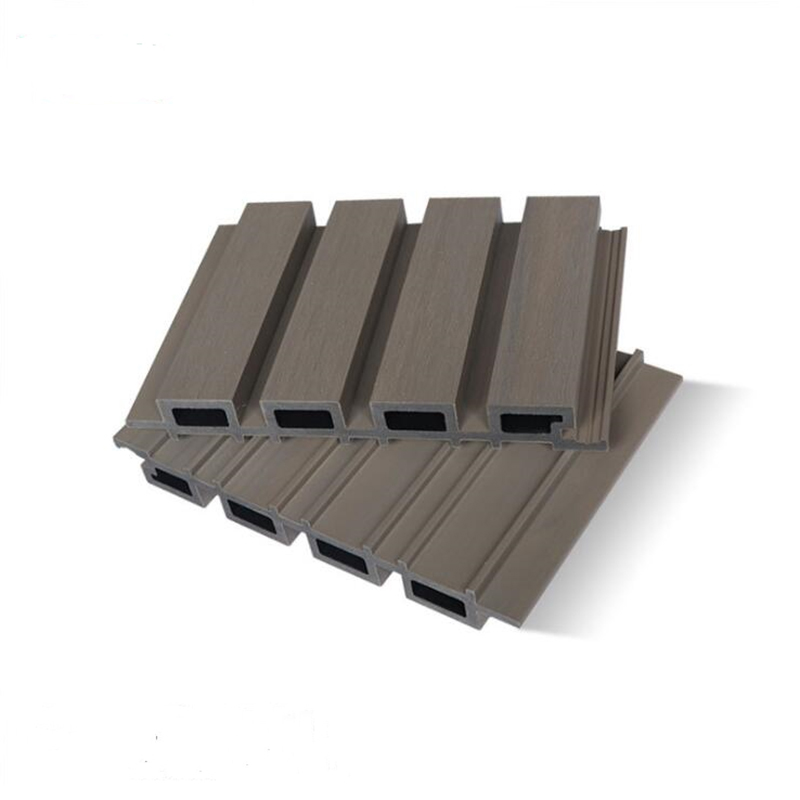
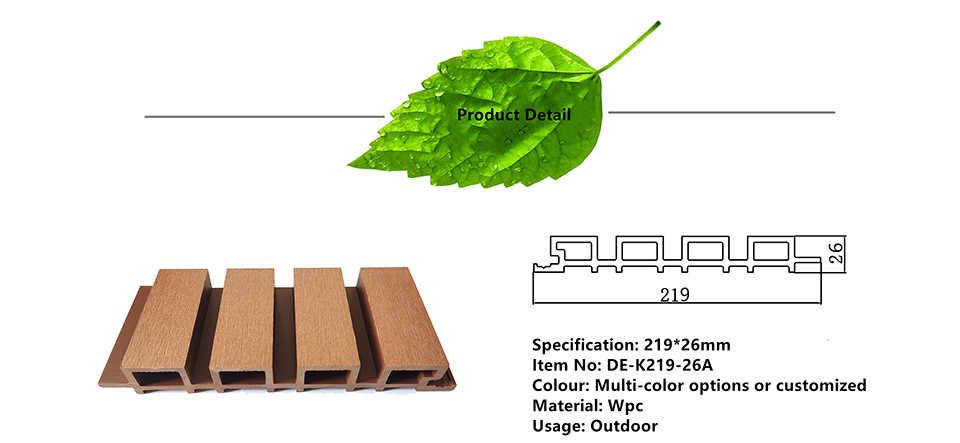
Yksityiskohdat Kuvat

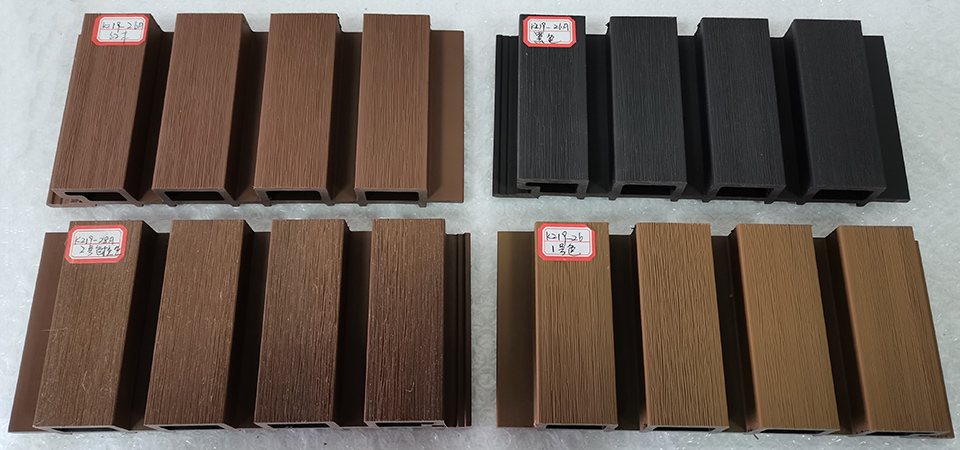
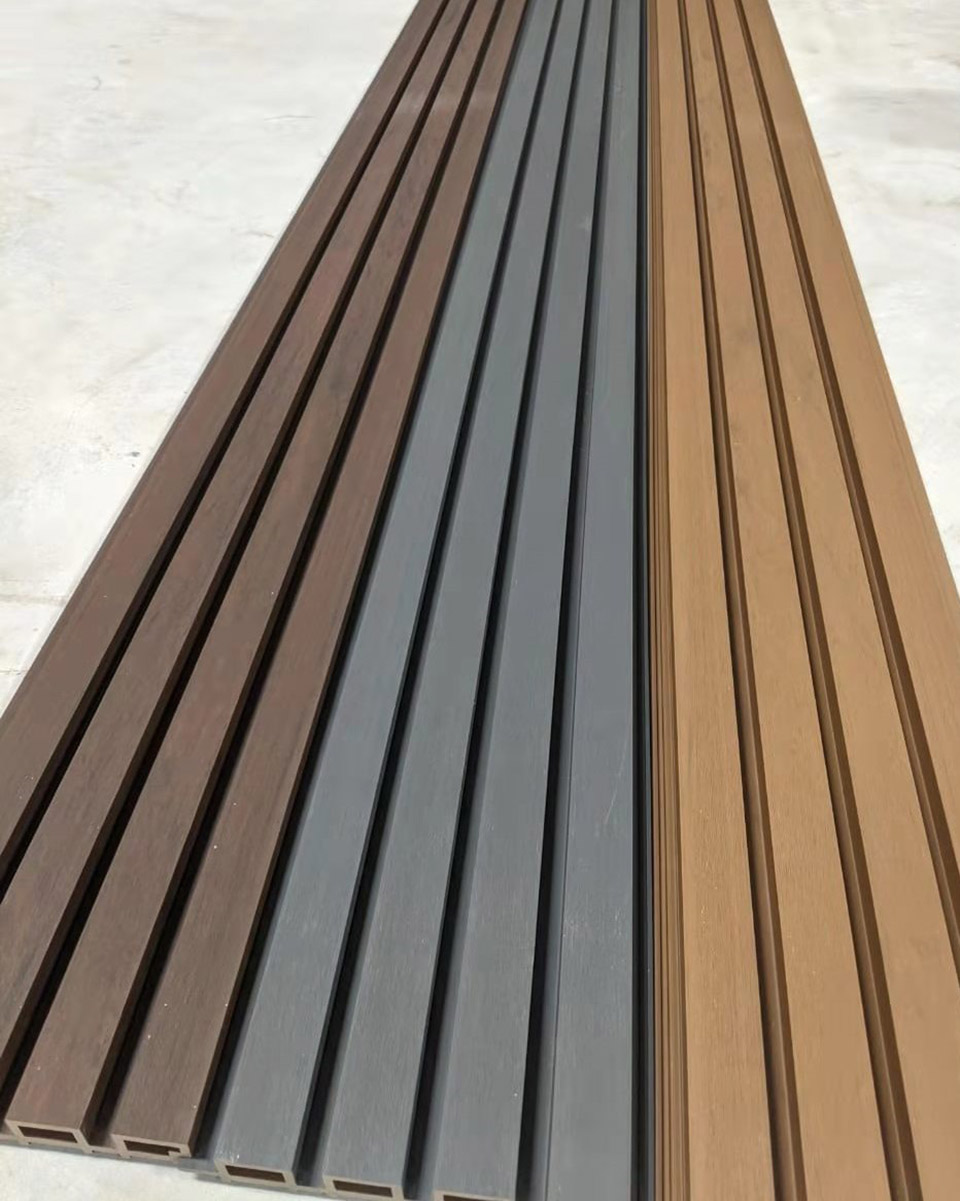

Värinäyttö

Pitkä käyttöikä
Matala huolto
Ei vääntymistä tai halkeilua
Liukastumista estävät kävelypinnat
Naarmunkestävä
Tahraa hylkivä
Vedenkestävä
15 vuoden takuu
95 % kierrätettyä puuta ja muovia
Antimikrobinen
Palonkestävä
Helppo asennus
Parametri
| Brändi | DEGE |
| Nimi | WPC SEINÄVERHOITUS |
| Tuote | VERHOUS |
| Vakiokoko | |
| WPC-komponentti | 30 % HDPE+60 % puukuitua + 10 % lisäaineita |
| Lisätarvikkeet | Patentoitu clip-easy-järjestelmä |
| Toimitusaika | Noin 20-25 päivää yhdelle 20 jalan kontille |
| Maksu | 30% talletettu, loput tulee maksaa ennen toimitusta |
| Huolto | Ilmainen huolto |
| Kierrätys | 100 % kierrätettävä |
| Paketti | Lava- tai irtotavarapakkaus |
Pinta saatavilla


Laatutesti



Wpc-seinäpaneelin tuotantoprosessi

A. PE-muovipuu on tällä hetkellä maailman laajimmin käytetty muovipuulaji, eli WPC-VERHOITUKSEMME, WPC-AIDATTAMME.Ensinnäkin, ymmärretään PE-muovipuutuotteiden raaka-aineet.Pääraaka-aineet ovat PE-muovi ja poppelipuujauhe., Väriaine, ultraviolettisäteilyä estävä aine, yhteensopiva aine.
1. PE-muovi: Kattava kustannusten ja sulautumisen vertailu HDPE on paras valinta, ja markkinoiden muovipuussa käytetään periaatteessa kierrätysmateriaaleja pääraaka-aineena, mikä vähentää valkoisen saastumista ja tekee ympäristöstämme terveellisemmän ja ympäristöystävällisemmän."Kierrätettyä" kutsutaan myös kierrätetyksi muovimateriaaliksi.Kaikkia teollisesti kierrätettäviä muoveja, jotka voidaan käyttää uudelleen tietyn käsittelyprosessin kautta, kutsutaan kierrätysmuoveiksi;kierrätysmateriaalit jaetaan useisiin laatuluokkiin, kuten erikoislaatuiset kierrätysmateriaalit ja ensiluokkaiset kierrätysmateriaalit., Toissijainen kierrätys, tertiäärinen kierrätys tai jopa roska, merkitys on helppo ymmärtää kirjaimellisesti, mitä korkeampi laatu, sitä vähemmän muovin epäpuhtauspitoisuus, roskien epäpuhtauspitoisuus on luonnostaan korkea, ja raaka-aineiden valinta suoraan vaikuttaa muovipuun valintaan Koska muovi-puumateriaali on tila, jossa puujauhe kääritään muoviin, jos muovin epäpuhtauspitoisuus on korkea ja muovin osuus on pieni, se ei luonnollisesti pysty käärintämään puujauhetta hyvin .
2. Puujauho: Puujauhon ja muovin täydellisen fuusion saavuttamiseksi muovipuussa ei ole vain tiukkoja vaatimuksia muoville, vaan myös puujauholle: mitä hienompaa samanpainoista puujauhoa, sitä suurempi pinta-ala jauheesta.Mitä suurempi muovin osuus vaaditaan;päinvastoin, mitä suurempi puujauhejauhe on, sitä pienempi on jauheen pinta-ala ja sitä pienempi muovin osuus tarvitaan muovin sulatuksessa.Monien vuosien kokeilujen jälkeen poppelipuujauhe on paras puujauhejauhe, ja jauheen hiukkaskoko on paras 80-100 meshin paksuudessa;jauhe on liian hienoa, käsittelykustannukset ovat korkeat, muovikoostumus vaatii enemmän ja hinta on korkeampi, mutta muovatulla muovi-puutuotteella on liian korkea plastisuus;jos jauhe on liian karkea, käsittelykustannukset ovat alhaiset ja muovin koostumusvaatimukset ovat pienemmät, mutta muovatun muovi-puutuotteen sulatus on riittämätön, se on hauras ja helposti murtuva.
3. Apumateriaalit: Väriaineen päätehtävä on mukauttaa muovisten puumateriaalien väriä.Tällä hetkellä PE-muovipuun pääsovellus on epäorgaaninen värijauhe.Sillä on parempi haalistumisenestokyky ulkokäyttöön, mikä eroaa sisätilojen PVC:n ekologisen puun orgaanisesta väristä.Jauhemainen, orgaaninen väriaineväri on elävämpi ja kirkkaampi.Anti-ultraviolettia vaimentavan päätehtävänä on parantaa muovipuun ulkokäyttöön ultraviolettisäteilyä estävää kykyä ja parantaa ikääntymistä estävää suorituskykyä.Yhteensopiva aine on lisäaine, joka edistää puujauhon ja hartsin yhteensopivuutta.
B. Ymmärrä muovipuun raaka-aineet lyhyesti, seuraava askel on pelletointi.Yllä olevien raaka-aineiden mukaan sekoita tietyn suhteen mukaan, purista muoviset puupelletit korkean lämpötilan fuusiokuivauksen kautta ja pakkaa ne käyttöä varten.Pelletointilaitteiston päätehtävänä on toteuttaa puujauheen ja muovin esipehmitysprosessi, toteuttaa biomassajauhemateriaalin ja PE-muovin tasainen sekoitus sulamisolosuhteissa ja suorittaa esikäsittely muovisten puumateriaalien valmistukseen.Puumuovisulan huonosta juoksevuudesta johtuen puumuovipelletointilaitteen ja muovipelletointilaitteen muotoilu ei ole aivan sama.Eri muovien osalta myös pelletointilaitteen rakenne on erilainen.Polyeteenille tavallisesti käytetyssä pelletointikoneessa käytetään yleensä kartiomaista kaksoisruuviekstruuderia, koska polyeteeni on lämpöherkkä hartsi ja kartiomaisessa kaksoisruuviekstruuderissa on voimakas leikkausvoima ja ruuvin pituudet ovat suhteellisen yhdensuuntaiset.Kaksoisruuviekstruuderi on lyhyt, mikä lyhentää materiaalin viipymisaikaa tynnyrissä.Ruuvin ulkohalkaisija on kartion muotoinen suuresta pieneen, joten puristussuhde on melko suuri ja materiaalia voidaan pehmittää täydellisemmin ja tasaisemmin tynnyrissä.
C. Pelletoinnin jälkeen se siirtyy ekstruusiovaiheeseen.Ennen ekstruusiota on tehtävä useita valmisteluja:
1. Varmista, että suppilossa ei ole epäpuhtauksia tai muiden värien hiukkasia, jotta vältytään tuotetun muovipuun epäpuhtaalta väriltä.
2. Tarkista, että suulakepuristimen alipainelaitteisto on esteetön ja varmista, että alipaineaste on vähintään -0,08 mpa.Imupiippu tulee puhdistaa kahdesti vuorossa, jos se on normaalia.Älä käytä metallityökaluja tyhjennysaukkojen puhdistamiseen ja käytä muovi- tai puisia tikkuja puhdistaaksesi epäpuhtaudet tynnyrin pakoaukoista;
3. Tarkista, onko suppilossa metallisuodatin.Hiukkaset suodatetaan metallin läpi poistamaan hiukkasiin sekoittuneet metalliepäpuhtaudet, vähentämään metallien epäpuhtauksien kulumista laitteen sisällä ja varmistamaan valettujen muovi-puuprofiilien täydellisen yhteensulautumisen.
4. Toimiiko jäähdytysvesijärjestelmä normaalisti.Täydellinen jäähdytysvesijärjestelmä on välttämätön laitteisto muovi-puupuristuksen jälkeiseen jäähdytykseen.Oikea-aikainen jäähdytyskäsittely voi varmistaa muovi-puuprofiilien hyvän muodon.
5. Asenna muovi-puumuotit ja asenna valmistettavien profiilien mukaiset nimetyt muotit.
6. Tarkista, voivatko pneumaattinen leikkauskone ja muut ruuvikomponentit toimia normaalisti.
D. Äskettäin puristetun muovi-puuprofiilin lämpötila on suhteellisen korkea, ja se on asetettava manuaalisesti tasaiselle alustalle.Kun profiili on täysin jäähtynyt, se käsitellään ja pakataan.Vaikka tämä vaihe on yksinkertainen, se on erittäin tärkeä.Jos tehdas jättää nämä yksityiskohdat huomiotta, tehdasmateriaaleissa on usein vikoja.Epätasainen muovipuu johtaa helposti tuotteen ylä- ja alapinnan eripaksuuksiin myöhemmän hionnan ja käsittelyn jälkeen.Lisäksi epätasaiset profiilit tuovat tiettyjä vaikeuksia rakentamiseen ja vaikuttavat maisemavaikutelmaan.
E. Käsittele muovi-puuprofiilit asiakkaiden tarpeiden mukaan:
1. Hiontakäsittelyn tarkoituksena on poistaa muovi-puuprofiilin ekstrudoinnin yhteydessä syntyvä muovikalvokerros, jotta muovi-puuprofiililla on parempi kulutuskestävyys tehtaalla asennettuna.
2. Kohokuviointikäsittely: Profiilin pinnan kiillotuksen jälkeen muovi-puu kohokuvioidaan, jotta muovi-puuprofiilin pinnalla on puumainen vaikutus.
3. Leikkaus, tenoning käsittely, räätälöity koko asiakkaan tarpeiden mukaan ja räätälöidyt tuotteet, kuten tenoning tarpeet.
4. Kun yllä oleva käsittely on valmis, viimeinen vaihe on tuotteen pakkaaminen.Tuotteen järkevä pakkaus voi vähentää tuotteen toimituksen aikana aiheuttamia vahinkoja.

Tekninen tapaus






Tekninen tapaus 2


















Ensimmäinen:asenna köli ensin, köli voi olla puuta tai Wpc
Toinen:kiinnitä ulkoseinäpaneeli köliin metallisoljella
Kolmas:kiinnitä metallisolki ja köli ilmanaulapistoolilla tai ruuveilla
Neljäs:kun olet asettanut seuraavan wpc:n ulkoseinäpaneelin ylemmän seinäpaneelin lukkoon, käytä ilmanaulapistoolia tai ruuvia metallisoljen ja kölin arvioimiseen
Viides:toista neljäs vaihe
Kuudes:Kun seinäpaneelin asennus on valmis, lisää L reunanauhat ympärille
| Tiheys | 1,33 g/m3 (standardi: ASTM D792-13, menetelmä B) |
| Vetolujuus | 24,5 MPa (standardi: ASTM D638-14) |
| Taivutusvoima | 34,5 Mp (standardi: ASTM D790-10) |
| Taivutuskerroin | 3565 Mp (standardi: ASTM D790-10) |
| Iskun voimakkuus | 84 J/m (standardi: ASTM D4812-11) |
| Shore-kovuus | D71 (standardi: ASTM D2240-05) |
| Veden imeytyminen | 0,65 % (standardi: ASTM D570-98) |
| Lämpölaajeneminen | 33,25 × 10-6 (standardi: ASTM D696 – 08) |
| Liukumaton | R11 (standardi: DIN 51130:2014) |





