



جزئیات تصاویر

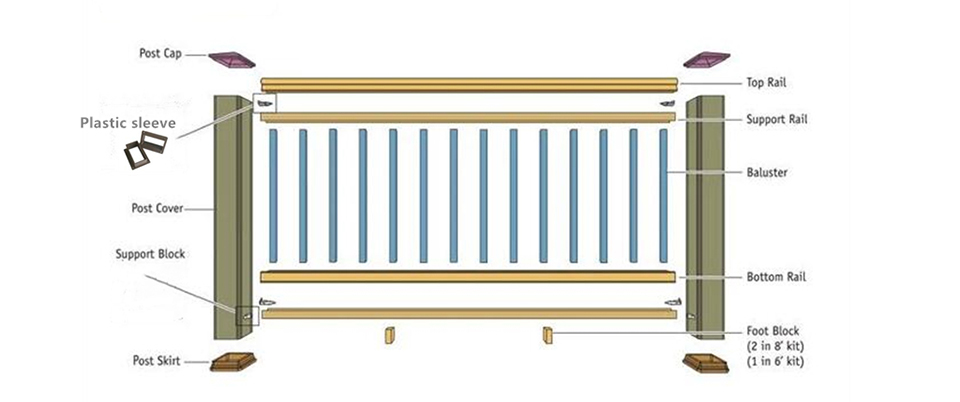
نرده WPC

نرده WPC
نرده WPC

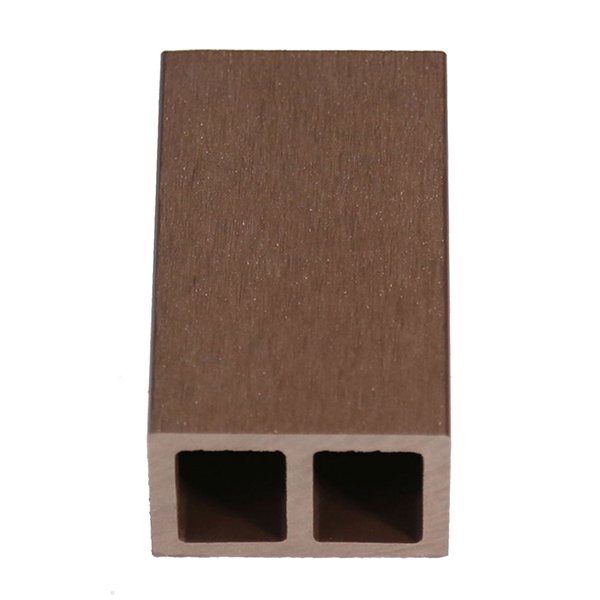
WPC Post Sleeve

WPC Post Sleeve

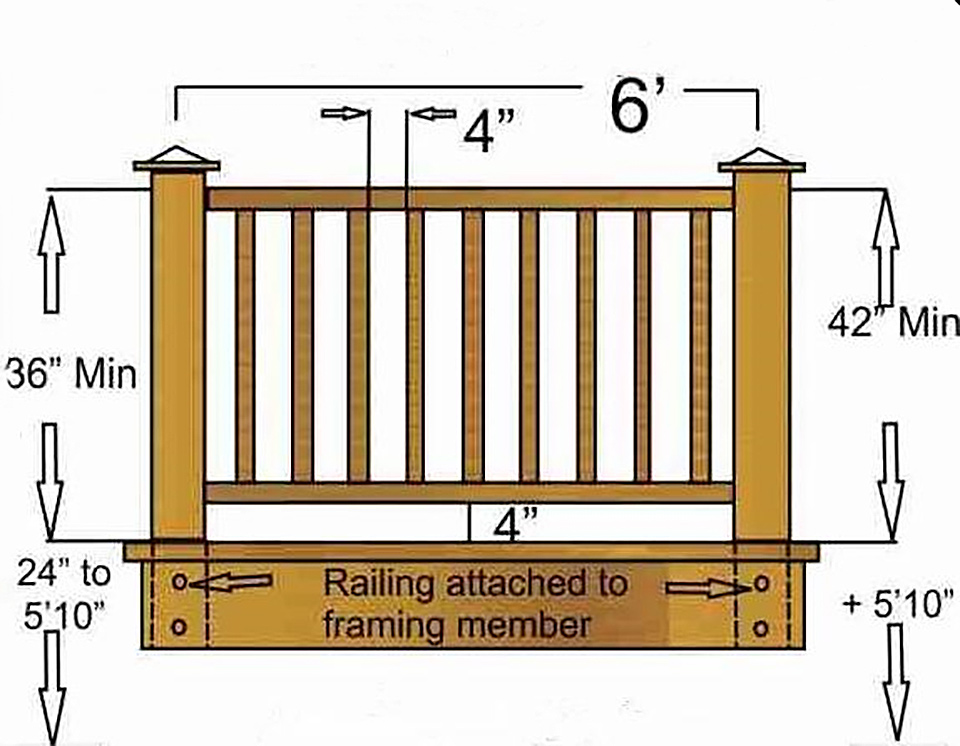
WPC ریل بالا و ریل پایین

WPC ریل بالا و ریل پایین

WPC Post Sleeve

نمایش رنگی

طول عمر طولانی
تعمیر و نگهداری کم
بدون تاب برداشتن یا خرد شدن
سطوح پیاده روی مقاوم در برابر لغزش
ضد خش
مقاوم در برابر لکه
ضدآب
15 سال گارانتی
95% چوب و پلاستیک بازیافت شده
ضد میکروبی
مقاوم در برابر آتش
نصب آسان
پارامتر
| نام تجاری | DEGE |
| رنگ ها | خاکستری روشن، بژ، نارنجی، قهوه ای، چای عمیق، خاکستری عمیق |
| نام | |
| مورد | |
| اندازه استاندارد (عرض * طول) | |
| طول | 2.2 متر، 2.9 متر، 5.6 متر یا سفارشی |
| جزء WPC | 35٪ HDPE + 60٪ الیاف چوب + 5٪ مواد افزودنی |
| تجهیزات جانبی | سیستم کلیپ آسان ثبت اختراع |
| زمان تحویل | حدود 15-20 روز برای یک 20'ctn |
| پرداخت | 30% واریز شده، مابقی باید قبل از تحویل پرداخت شود |
| کاربرد | عرشه، کفپوش، سطل زباله، نرده، پانل دیواری، جعبه گل و غیره |
| کد Wpc Hs | 39189090 |
| بسته | بسته بندی پالت یا فله |
| ضمانتنامه | 10 سال |
| ویژگی های اصلی: | 1. قابل بازیافت، سازگار با محیط زیست، صرفه جویی در منابع جنگلی 2. با ظاهر چوب طبیعی، اما مشکلات چوب کمتر 3. مقاوم در برابر رطوبت / آب، کمتر پوسیده، در شرایط آب نمک ثابت شده است 4. پابرهنه دوستانه، ضد لغزش، ترک خوردگی کمتر، تاب خوردگی کمتر 5. به هیچ رنگ آمیزی، بدون چسب، تلاش کم تعمیر و نگهداری نیاز ندارد 6. مقاوم در برابر آب و هوا، مناسب از منفی - 40 تا 60 درجه سانتیگراد، ضد UV 7. مقاوم در برابر موریانه ها و حشرات و ضد کپک زدن 8. نصب و تمیز کردن آسان مدل 9.various با توجه به نیاز شما |
فرآیند تولید پانل دیواری Wpc

الف. چوب پلاستیک PE در حال حاضر پرمصرف ترین نوع چوب پلاستیک در جهان است، یعنی WPC CLADDING، WPC FENCING.اول از همه، بیایید مواد اولیه محصولات چوب پلاستیک PE را درک کنیم.مواد اولیه اصلی پلاستیک پلی اتیلن و پودر چوب صنوبر است., تونر, جاذب ضد اشعه ماوراء بنفش, سازگار.
1. پلاستیک پلی اتیلن: مقایسه جامع هزینه و همجوشی HDPE بهترین انتخاب است و چوب پلاستیک موجود در بازار اساساً از مواد بازیافتی به عنوان ماده اولیه اصلی استفاده می کند که آلودگی سفید را کاهش می دهد و محیط زیست ما را سالم تر و دوستدار محیط زیست می کند.به "بازیافت شده" مواد پلاستیکی بازیافتی نیز گفته می شود.تمام پلاستیکهای قابل بازیافت صنعتی که میتوانند از طریق یک فرآیند پردازش معین مورد استفاده مجدد قرار گیرند، پلاستیکهای بازیافتی نامیده میشوند.مواد بازیافتی به چند درجه تقسیم می شوند، مانند مواد بازیافتی درجه ویژه و مواد بازیافتی درجه یک.بازیافت ثانویه، بازیافت ثانویه یا حتی زباله، به راحتی می توان معنی را به معنای واقعی کلمه درک کرد، هر چه درجه بالاتر باشد، محتوای ناخالصی پلاستیک کمتر است، زباله به طور طبیعی محتوای ناخالصی بالایی دارد، و انتخاب مواد خام به طور مستقیم بر انتخاب چوب پلاستیک تأثیر می گذارد زیرا مواد چوب پلاستیک حالتی است که در آن پودر چوب با پلاستیک پیچیده می شود، اگر محتوای ناخالصی پلاستیک زیاد باشد و نسبت پلاستیک به خودی خود کم باشد، طبیعتاً نمی تواند پودر چوب را به خوبی بپیچد. .
2. آرد چوب: برای دستیابی به ادغام کامل آرد چوب و پلاستیک در چوب پلاستیک، نه تنها الزامات سختگیرانه ای در مورد پلاستیک وجود دارد، بلکه آرد چوب نیز وجود دارد: هر چه آرد چوب با همان وزن ریزتر باشد، سطح آن بیشتر می شود. از پودرهر چه نسبت پلاستیک مورد نیاز بیشتر باشد.در مقابل، هرچه پودر پودر چوب بزرگتر باشد، سطح پودر کمتر می شود و نسبت پلاستیک مورد نیاز در هنگام همجوشی پلاستیک کمتر می شود.پس از چندین سال آزمایش، پودر چوب صنوبر بهترین پودر پودر چوب است و اندازه ذرات پودر در ضخامت مش 80-100 بهترین است.پودر بسیار خوب است، هزینه پردازش بالا است، ترکیب پلاستیکی نیاز بیشتری دارد، و هزینه بالاتر است، اما محصول پلاستیکی قالبگیری شده دارای انعطاف پذیری بسیار بالایی است.اگر پودر بیش از حد زبر باشد، هزینه پردازش کم است، و الزامات ترکیب پلاستیک کمتر است، اما محصول چوب پلاستیکی قالبگیری شده دارای همجوشی کافی نیست، شکننده است و به راحتی شکسته میشود.
3. مواد کمکی: عملکرد اصلی تونر هماهنگی با رنگ مواد چوب پلاستیک است.در حال حاضر کاربرد اصلی چوب پلاستیک پلی اتیلن پودر رنگ غیر آلی است.عملکرد ضد محو شدن بهتری برای استفاده در فضای باز دارد که با رنگ ارگانیک مورد استفاده برای چوب اکولوژیکی PVC داخلی متفاوت است.رنگ تونر پودری و ارگانیک زنده تر و روشن تر است.عملکرد اصلی جاذب ضد اشعه ماوراء بنفش بهبود توانایی ضد اشعه ماوراء بنفش چوب پلاستیکی در فضای باز و بهبود عملکرد ضد پیری است.Compatibilizer یک افزودنی است که سازگاری بین آرد چوب و رزین را افزایش می دهد.
ب- مواد اولیه چوب پلاستیک را به طور خلاصه بشناسید، مرحله بعدی گندله سازی است.با توجه به مواد اولیه فوق، با نسبت معینی مخلوط کنید، گلوله های چوب پلاستیکی را از طریق خشک کردن همجوشی در دمای بالا اکسترود کرده و آنها را برای استفاده بسته بندی کنید.عملکرد اصلی تجهیزات گلوله سازی تحقق فرآیند پیش پلاستیک سازی پودر چوب و پلاستیک، اختلاط یکنواخت مواد پودر زیست توده و پلاستیک پلی اتیلن تحت شرایط ذوب و انجام پیش تصفیه برای تولید مواد چوب پلاستیک است.به دلیل سیالیت ضعیف مذاب چوب پلاستیک، طراحی پلت ساز مواد چوب پلاستیک و گندله ساز پلاستیک دقیقاً یکسان نیست.برای پلاستیک های مختلف، طراحی پلت ساز نیز متفاوت است.گندله ساز که معمولاً برای پلی اتیلن استفاده می شود معمولاً از یک اکسترودر دو پیچ مخروطی استفاده می کند، زیرا پلی اتیلن یک رزین حساس به حرارت است و اکسترودر دو مارپیچ مخروطی دارای نیروی برشی قوی است و طول پیچ ها نسبتاً موازی است.اکسترودر دو پیچ کوتاه است که باعث کاهش زمان ماندن مواد در بشکه می شود.قطر بیرونی پیچ دارای طراحی مخروطی شکل از بزرگ به کوچک است، بنابراین نسبت تراکم بسیار بزرگ است و مواد را می توان به طور کامل و یکنواخت در بشکه پلاستیکی کرد.
ج- پس از گندله سازی وارد مرحله اکستروژن می شود.قبل از اکستروژن باید چندین آماده سازی انجام شود:
1. مطمئن شوید که هیچ ناخالصی یا ذرات رنگ های دیگر در قیف باقی نمانده است تا از رنگ ناخالص چوب پلاستیکی تولید شده جلوگیری شود.
2. بررسی کنید که آیا تجهیزات خلاء اکسترودر بدون مانع است و اطمینان حاصل کنید که درجه خلاء کمتر از -0.08mpa نباشد.بشکه جاروبرقی در صورت عادی بودن باید دو بار در هر شیفت تمیز شود.برای تمیز کردن سوراخ های اگزوز از ابزار فلزی استفاده نکنید و از چوب های پلاستیکی یا چوبی برای تمیز کردن ناخالصی های سوراخ های اگزوز بشکه استفاده کنید.
3. بررسی کنید که آیا قیف مجهز به فیلتر فلزی است یا خیر.ذرات از طریق فلز فیلتر می شوند تا ناخالصی های فلزی مخلوط شده در ذرات را حذف کنند، سایش ناخالصی های فلزی را در داخل تجهیزات کاهش دهند و از همجوشی کامل پروفیل های پلاستیکی-چوبی قالب گیری شده اطمینان حاصل کنند.
4. آیا سیستم آب خنک کننده به طور معمول کار می کند.یک سیستم آب خنک کننده کامل تجهیزات لازم برای خنک سازی پس از اکستروژن چوب پلاستیک است.عملیات خنک سازی به موقع می تواند شکل خوب پروفیل های چوب پلاستیکی را تضمین کند.
5. قالب های چوب پلاستیکی را نصب کنید و قالب های تعیین شده را با توجه به پروفیل هایی که قرار است تولید شوند نصب کنید.
6. بررسی کنید که آیا دستگاه برش پنوماتیک و سایر اجزای پیچ می توانند به طور عادی کار کنند.
د. دمای پروفیل چوب پلاستیکی تازه اکسترود شده نسبتاً بالا است و باید به صورت دستی روی زمین صاف قرار گیرد.پس از خنک شدن کامل پروفیل، پردازش و بسته بندی می شود.اگرچه این مرحله ساده است، اما بسیار مهم است.اگر کارخانه این جزئیات را نادیده بگیرد، مواد کارخانه اغلب دارای ایراد هستند.چوب پلاستیکی ناهموار پس از سنگ زنی و فرآوری بعدی به راحتی منجر به ضخامت های مختلف سطوح بالایی و پایینی محصول می شود.علاوه بر این، پروفیل های ناهموار مشکلات خاصی را برای ساخت و ساز به همراه خواهد داشت و بر اثر منظره تأثیر می گذارد.
E. با توجه به نیاز مشتریان، پروفیل های چوب پلاستیکی را پردازش کنید:
1. درمان سنگ زنی برای برداشتن لایه ای از پوست پلاستیکی است که هنگام اکسترود شدن پروفیل چوب پلاستیکی تولید می شود، به طوری که پروفیل چوب پلاستیکی هنگام نصب در کارخانه مقاومت سایشی بهتری داشته باشد.
2. عمل برجسته کردن: پس از صیقل دادن سطح پروفیل، چوب پلاستیکی را برجسته می کنند تا سطح پروفیل چوب پلاستیکی جلوه ای مانند چوب داشته باشد.
3. برش، پردازش تنون، اندازه سفارشی با توجه به نیاز مشتری، و محصولات سفارشی مانند نیازهای تنونینگ.
4. پس از اتمام پردازش فوق، آخرین مرحله بسته بندی محصول است.بسته بندی معقول محصول می تواند آسیب های ناشی از محصول در هنگام تحویل را کاهش دهد.

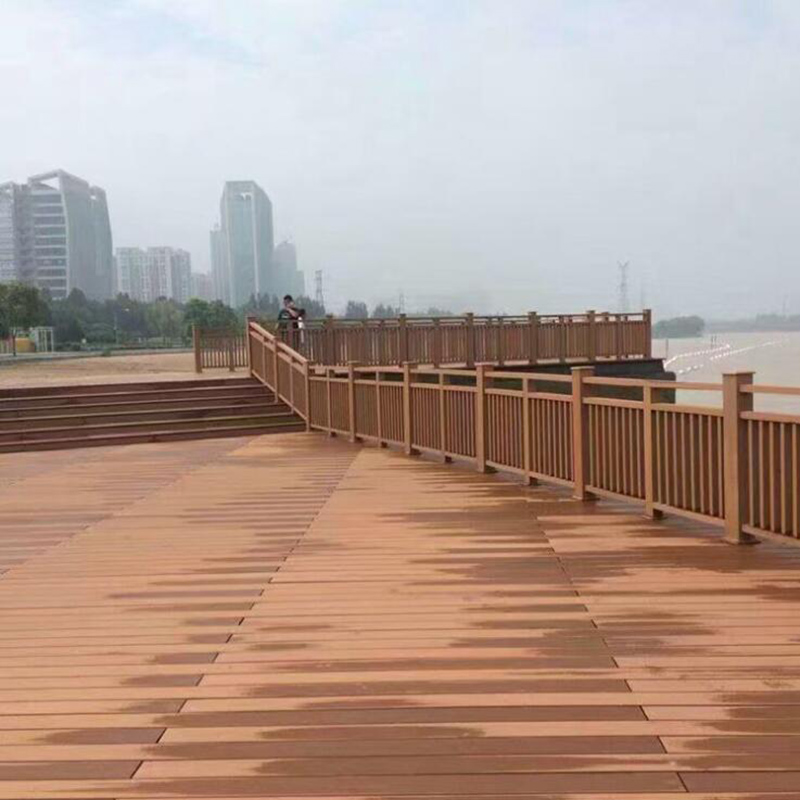
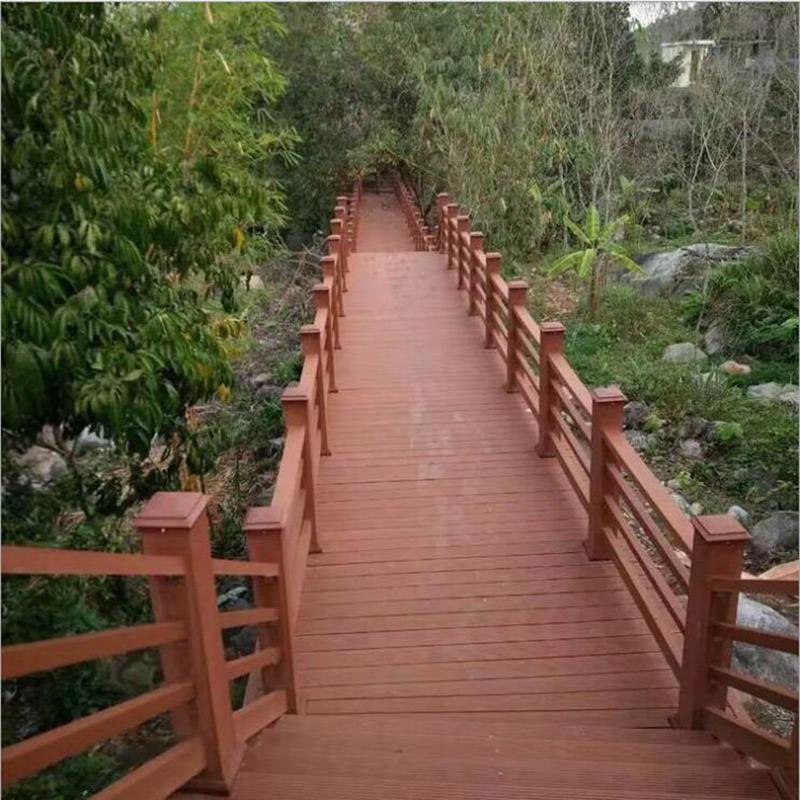
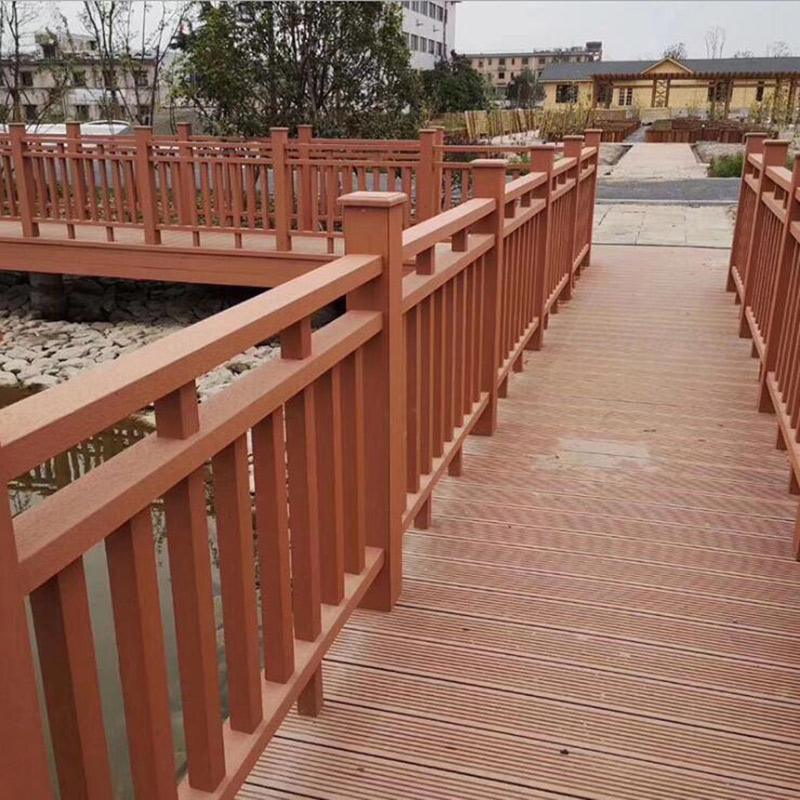
پرونده مهندسی





 سبک
سبک




کاربرد





| تراکم | 1.35 گرم بر متر مکعب (استاندارد: ASTM D792-13 روش B) |
| استحکام کششی | 23.2 مگاپاسکال (استاندارد: ASTM D638-14) |
| استحکام خمشی | 26.5 مگاپیکسل (استاندارد: ASTM D790-10) |
| مدول خمشی | 32.5 مگاپیکسل (استاندارد: ASTM D790-10) |
| قدرت ضربه | 68J/m (استاندارد: ASTM D4812-11) |
| سختی ساحل | D68 (استاندارد: ASTM D2240-05) |
| جذب آب | 0.65٪ (استاندارد: ASTM D570-98) |
| انبساط حرارتی | 42.12 x10-6 (استاندارد: ASTM D696 – 08) |
| ضد لغزش | R11 (استاندارد: DIN 51130:2014) |





