




Bideoa

Xehetasunak Irudiak
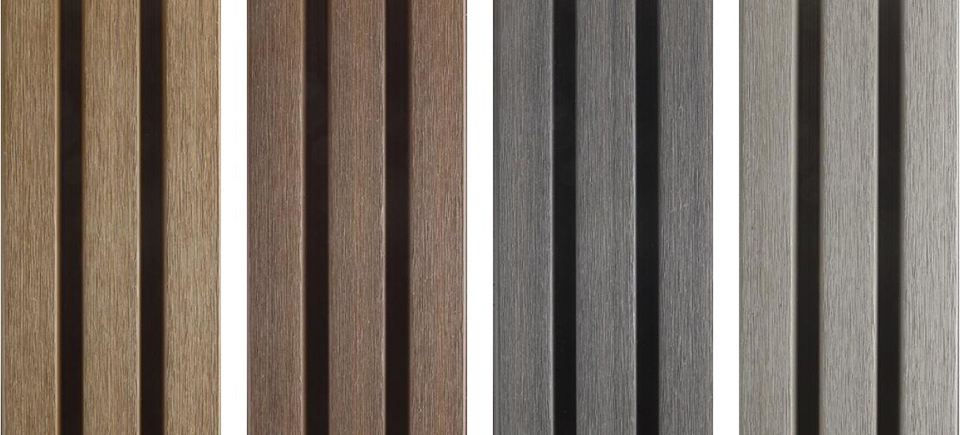

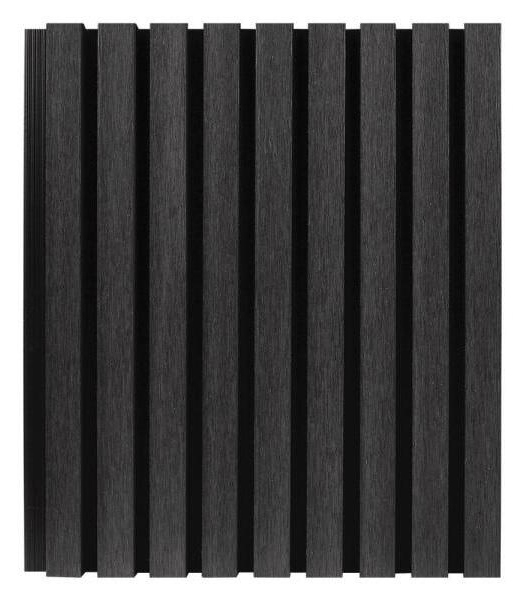
Koloretako pantaila

Bizitza Luzea
Mantentze baxua
Ez okertu edo zatitu
Irristagaitzak ibiltzeko gainazalak
Marradura erresistentea
Orban erresistenteak
Iragazgaitza
15 urteko bermea
%95 birziklatutako egurra eta plastikoa
Mikrobioen aurkakoa
Suaren aurkakoa
Instalazio Erraza
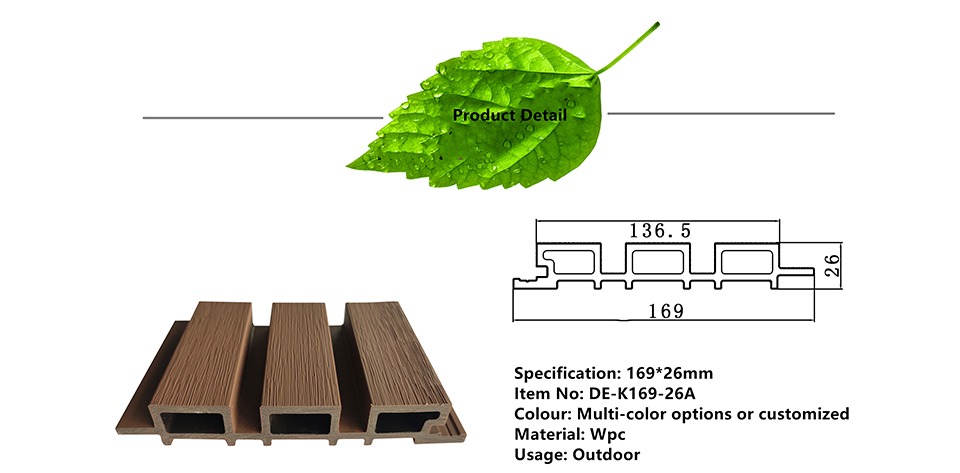
Parametroa
| Marka | DEGE |
| Izena | WPC HORMEN ESTALDIAK |
| Elementua | ESTALDIAK |
| Tamaina estandarra | |
| WPC osagaia | %30 HDPE+%60 egur-zuntza + %10 gehigarriak |
| Osagarriak | Clip-easy sistema patentatua |
| Entregatzeko epea | 20-25 egun inguru 20 oineko edukiontzi baterako |
| Ordainketa | %30 gordailua, gainerakoa entregatu aurretik ordaindu behar da |
| Mantentzea | Doako mantentze-lanak |
| Birziklapena | %100 birziklagarria |
| Paketea | Paleta edo ontziratu ontziratzea |
Eskuragarri dagoen azalera


Kalitate Proba



Wpc horma-panelaren ekoizpen-prozesua

A. PE plastikozko egurra gaur egun munduan gehien erabiltzen den plastikozko egur mota da, hau da, gure WPC CLADDING, WPC FNCING.Lehenik eta behin, uler ditzagun PE plastikozko egur produktuen lehengaiak.Lehengai nagusiak PE plastikoa eta makal egur hautsa dira., Toner, ultramoreen aurkako xurgatzailea, bateragarri.
1. PE plastikoa: HDPE kostuaren eta fusioaren konparaketa integrala aukerarik onena da, eta merkatuan dagoen plastikozko egurra, funtsean, birziklatutako materialak erabiltzen ditu lehengai nagusi gisa, eta horrek kutsadura zuria murrizten du eta gure ingurunea osasuntsuagoa eta ingurumena errespetatzen du."Birziklatuari" plastikozko material birziklatua ere esaten zaio.Prozesatzeko prozesu jakin baten bidez berrerabili daitezkeen plastiko industrialki birziklagarri guztiei birziklatutako plastiko deitzen zaie;birziklatutako materialak maila askotan banatzen dira, hala nola, kalifikazio bereziko material birziklatuak eta lehen mailako material birziklatuak., Bigarren mailako birziklapena, hirugarren birziklapena edo baita zaborra ere, erraza da esanahia hitzez hitz ulertzea, zenbat eta maila altuagoa izan, orduan eta plastikoaren ezpurutasun-edukia gutxiago, zaborra berez ezpurutasun-edukia da eta lehengaien aukera zuzenean. Plastikozko egurra aukeratzeari eragiten dio Plastikozko egurrezko materiala egur hautsa plastikoz bilduta dagoen egoera denez, plastikoaren ezpurutasun-edukia handia bada eta plastikoaren proportzioa txikia bada, berez ezin da egur hautsa ondo biltzeko gai. .
2. Egur irina: plastikozko egurrean egur-irinaren eta plastikoaren fusio ezin hobea lortzeko, plastikoei buruzko baldintza zorrotzak ez ezik, egur-irina ere badaude: zenbat eta finagoa izan pisu bereko egur-irina, orduan eta azalera handiagoa izango da. hautsarena.Zenbat eta handiagoa izan behar den plastikoaren proportzioa;aitzitik, zenbat eta handiagoa izan egur-hautsa, orduan eta txikiagoa izango da hautsaren azalera, eta plastikozko fusioan beharrezkoa den plastikoaren proportzioa txikiagoa da.Urte askotako esperimentuen ondoren, makal egur-hautsa egur-hauts onena da, eta hautsaren partikula-tamaina onena da 80-100 sareko lodieran;hautsa fina da, prozesatzeko kostua altua da, plastikozko konposizioak gehiago eskatzen du eta kostua handiagoa da, baina plastikozko egurra moldatutako produktuak plastikotasun handiegia du;hautsa zakarregia bada, prozesatzeko kostua baxua da eta plastikozko konposizioaren baldintzak txikiagoak dira, baina moldatutako plastikozko egurrezko produktuak ez du fusio nahikorik, hauskorra da eta erraza da pitzatzen.
3. Material osagarriak: toneraren funtzio nagusia egur plastikozko materialen kolorearekin bat etortzea da.Gaur egun, PE plastikozko egurraren aplikazio nagusia kolore ez-organikoko hautsa da.Kanpoko erabilerarako desagertzearen aurkako errendimendu hobea du, barruko PVCko egur ekologikorako erabiltzen den kolore organikoarekin alderatuta.Hautsa, toner organikoa kolorea biziagoa eta distiratsuagoa da.Ultramoreen aurkako xurgatzailearen funtzio nagusia plastikozko egurrezko kanpoko erabileraren ultramoreen aurkako gaitasuna hobetzea eta zahartzearen aurkako errendimendua hobetzea da.Compatibilizer egur-irinaren eta erretxinaren arteko bateragarritasuna sustatzen duen gehigarri bat da.
B. Plastikozko egurraren lehengaiak laburki ulertu, hurrengo urratsa pelletizazioa da.Goiko lehengaien arabera, nahastu proportzio jakin baten arabera, estruitu plastikozko egur pelletak tenperatura altuko fusio-lehorketaren bidez eta ontziratu itzazu erabiltzeko.Pelletizazio-ekipoaren funtzio nagusia egur-hautsaren eta plastikoaren aurre-plastifikazio-prozesua gauzatzea da, biomasa hauts-materiala eta PE plastikoa urtze-baldintzetan nahasketa uniformea egitea eta egur plastikozko materialak ekoizteko aurretratamendua egitea.Egur-plastikoa urtzearen jariakortasun eskasa dela eta, egur-plastikozko material peletizatzaile eta plastikozko pelletizadorearen diseinua ez da guztiz berdina.Plastiko desberdinetarako, pelletizatzailearen diseinua ere ezberdina da.Polietilenorako erabili ohi den pelletizatzaileak normalean torloju bikoitzeko estrusore konikoa erabiltzen du, polietilenoa beroarekiko sentikorra den erretxina delako, eta torloju bikoitzeko estrusoreak ebakidura-indar handia du eta torlojuaren luzerak nahiko paraleloak dira.Torloju bikoitzeko estrusorea laburra da, eta horrek materialaren egoitza-denbora murrizten du upelean.Torlojuaren kanpoko diametroak diseinu konikoa du handitik txikira, beraz, konpresio-erlazioa nahiko handia da eta materiala guztiz eta uniformeki plastifikatu daiteke barrikan.
C. Pelletizatu ondoren, estrusio fasean sartzen da.Estrusioaren aurretik hainbat prestaketa egin behar dira:
1. Ziurtatu ez dagoela ezpurutasunik edo beste kolore batzuetako partikularik hopperan ekoitzitako plastikozko egurraren kolore ezpurua ekiditeko;
2. Egiaztatu estrusorearen huts-ekipoak oztoporik gabeko ala ez eta ziurtatu huts-gradua -0.08mpa baino txikiagoa ez dela.Hutseko upela txanda bakoitzeko birritan garbitu behar da normala bada.Ez erabili metalezko tresnak ihes-zuloak garbitzeko, eta erabili plastikozko edo zurezko makilak upelaren ihes-zuloetako ezpurutasunak garbitzeko;
3. Egiaztatu hopperak metalezko iragazkia duen ala ez.Partikulak metal bidez iragazten dira partikuletan nahasten diren metalezko ezpurutasunak kentzeko, ekipoaren barruko metalezko ezpurutasunen higadura murrizteko eta moldatutako plastiko-egurrezko profilen fusio ezin hobea bermatzeko.
4. Hozte-uraren sistemak normaltasunez funtzionatzen duen.Hozteko ur-sistema perfektua plastiko-egurra estrusioaren ondoren hozteko beharrezko ekipamendua da.Hozteko tratamendu puntualak plastikozko egurrezko profilen forma ona bermatu dezake.
5. Plastikozko-egurrezko moldeak instalatzea, eta ekoiztu beharreko profilen arabera izendatutako moldeak instalatzea.
6. Egiaztatu ebaketa-makina pneumatikoek eta beste torloju-osagaiek normaltasunez funtziona dezaketen.
D. Estrusi berria den plastiko-egurraren profilaren tenperatura nahiko altua da, eta eskuz lur lau batean jarri behar da.Profila guztiz hoztu ondoren, prozesatu eta ontziratu egingo da.Urrats hau erraza den arren, oso garrantzitsua da.Fabrikak xehetasun hauek baztertzen baditu, fabrikako materialek akatsak izango dituzte askotan.Plastikozko egur irregularrak erraz ekarriko ditu produktuaren goiko eta beheko gainazalen lodiera desberdinak geroago arteztu eta prozesatu ondoren.Gainera, profil irregularrak zenbait zailtasun ekarriko dizkio eraikuntzari eta paisaia-efektuari eragingo dio.
E. Bezeroen beharren arabera, egur-plastikozko profilak prozesatu:
1. Artezketa-tratamendua plastikozko egurrezko profila estrusioan sortzen den plastikozko azal-geruza bat kentzea da, plastikozko egurrezko profilak higadura-erresistentzia hobea izan dezan fabrikan instalatzen denean.
2. Embossing tratamendua: profilaren gainazala leundu ondoren, plastikozko egurra gofratzen da plastikozko egurrezko profilaren gainazala egur antzeko efektua izan dezan.
3. Ebaketa, tenoning prozesatzea, neurri pertsonalizatua bezeroen beharren arabera, eta pertsonalizatutako produktuak, esate baterako, tenoning beharrak.
4. Goiko prozesaketa amaitu ondoren, azken urratsa produktua ontziratzea da.Produktuaren zentzuzko ontziratzeak entregan zehar produktuak eragindako kalteak murrizten ditu.

Ingeniaritza kasua






Ingeniaritza kasua 2
















Lehenengoa:instalatu gila lehenik, Gila egurra edo Wpc izan daiteke
Bigarrena:finkatu kanpoko horma-panela gilaren gainean metalezko belarriarekin
Hirugarrena:konpondu metalezko belarra eta gila airezko iltze-pistola edo torloju batekin
Laugarrena:kanpoko hurrengo wpc horma-panela goiko horma-paneleko blokeoan sartu ondoren, erabili airezko iltze-pistola edo torlojua metalezko belarra eta gila kalkulatzeko.
Bosgarrena:errepikatu laugarren urratsa
Seigarrena:horma-panelaren instalazioa amaitu ondoren, gehitu L ertz-bandak inguruan
| Dentsitatea | 1,33 g/m3 (estandarra: ASTM D792-13 B metodoa) |
| Trakzio indarra | 24,5 MPa (estandarra: ASTM D638-14) |
| Flexio-indarra | 34,5 Mp (estandarra: ASTM D790-10) |
| Flexur Modulua | 3565Mp (estandarra: ASTM D790-10) |
| Eragin-indarra | 84J/m (estandarra: ASTM D4812-11) |
| Shore gogortasuna | D71 (estandarra: ASTM D2240-05) |
| Uraren xurgapena | % 0,65 (Estandarra: ASTM D570-98) |
| Hedapen termikoa | 33,25×10-6 (Estandarra: ASTM D696 – 08) |
| Irristadura erresistentea | R11 (estandarra: DIN 51130:2014) |





