




Karbonizatutako banbu zorua

Ekoizpen-prozesua Banbuko egurrezko zoruak?
A. Banbu-zoruaren ekoizpen-prozesuaren sarrera laburra:
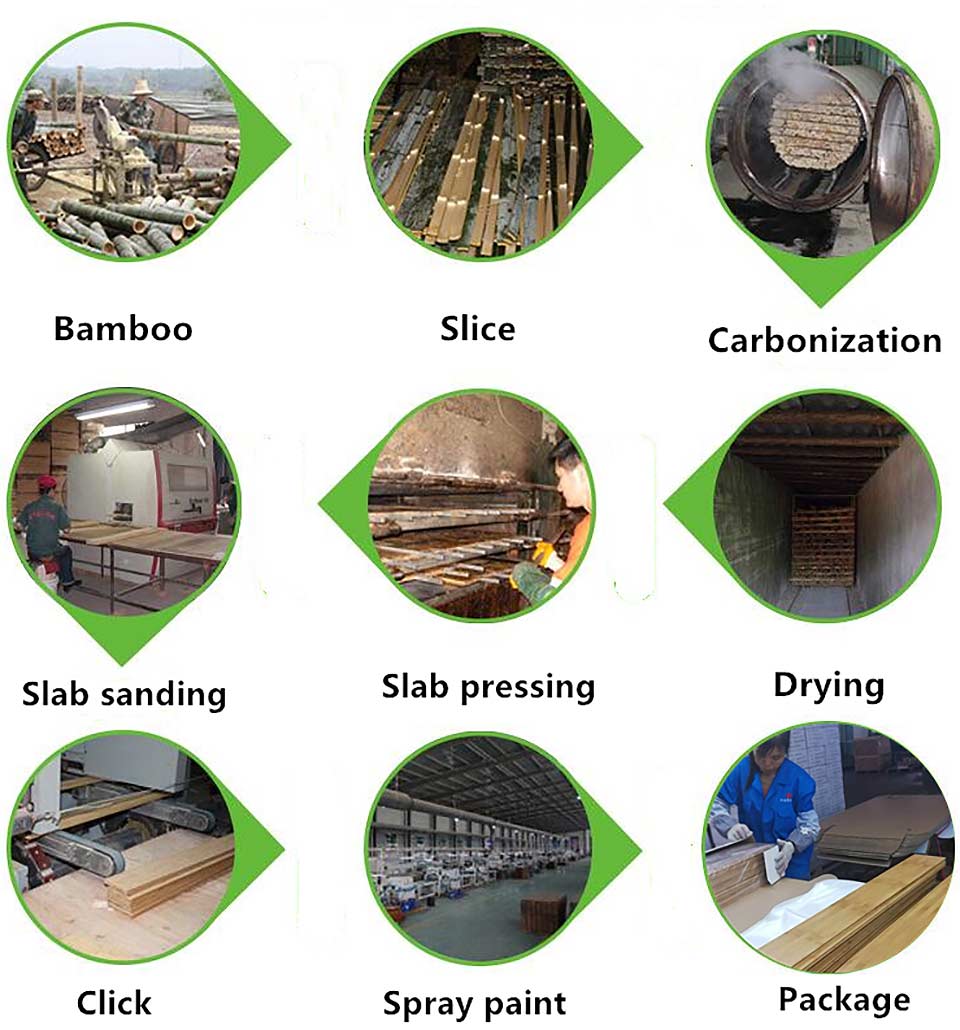
Moso banbu → moztu → leundu kanpoko junturak → ireki zerrendak → kendu barruko junturak → banbu-zerrenden bi aldeak liskatu (banbu berdea eta banbu horia kentzeko) → lurrunetan (intsektuen eta mildiuaren aurkako tratamendua) edo Koloratze-tratamendua karbonizatua → lehortzea → banbuko lisketa fina → Banbu-zerrenda sailkatzea → Kola → Hutsuneak muntatzea → Prentsa beroan lotzea → Lixa → Luzera finkoaren ebaketa → Lau aldeetako lisketa (zabalera finkoa, atzeko zirrikitua) → Mutur bikoitzeko fresaketa (zuzenketa horizontala eta luzetarakoa) )→Spray zigilatzeko ertzaren pintura→ Ohol arrunta lixatzea → sailkatzea → hautsa kentzea → ur-oinarritutako primer → aire beroa lehortzea → masilla → UV ontzea → primer → UV ontzea → lixatzea → primer → UV ontzea → lixatzea → goiko estaldura → UV ontzea → marraduraren erresistentzia Akabera pintura → UV ontze → ikuskapena → ontziratzea
B. Banbu-zoruaren ekoizpen-prozesuaren azalpen zehatza:
1.Banbu gordinaren ikuskapena
Banbu-zoruak, oro har, moso banbua erabiltzen du lehengai gisa, baina moso banbuaren propietate mekanikoak oso lotuta daude banbuaren adinarekin eta materialaren kokapenarekin.Banbuaren adina 4 urte baino gutxiagokoa da, banbuaren barne osagaien lignifikazio-maila ez da nahikoa, indarra ezegonkorra da eta uzkurdura lehorra eta hantura-tasa handiak dira.5 urte baino zaharragoak diren banbuak erabili behar dira.Banbuak, oro har, sustrai lodiak eta mutur meheak ditu.Hori dela eta, bularreko altueran 10 cm-tik gorako diametroa eta 7 mm-tik gorako hormaren lodiera duten haga zuzenak dituzten mozo banbu freskoak erabiltzen dira orokorrean lehengai gisa.
2.Material haustura
Moso banbuak sustrai lodiak eta gailur meheak ditu.Banbu-hodiak hormaren lodieraren arabera bereizten dira eta zehaztutako luzeretan mozten dira.
3. Punzonaketa
Garbitu banbu gordina banbu zerrenda arruntetan
4 lehen plana
Lehortu ondoren, banbu-zerrendak alde guztietatik liskatu behar dira, alde guztietatik lisatzeko, hondar banbu berdea, banbu horia eta aizto-markak kentzeko.Tratamendu honen ondoren, banbu-zerrendak eta banbu-zerrendak irmo itsatsi daitezke pitzadurarik gabe., Ez pitzadurarik, ez delaminaziorik.Banbu-zerrendak planifikatu finaren ondoren ordenatu behar dira, eta prozesatzeko tamainaren baldintzak betetzen ez dituzten eta kolore-desberdintasun handiak dituzten banbu-zerrendak produkzio-lerrotik kentzen dira.
Banbu-zerrenden gainazalaren aurretiazko tratamendua.Gainazala moztu eta horiztatu egiten da, hau da, banbu-azala eta haragia kentzen dira, eta erdiko zuntz-geruza lodiari bakarrik atxikitzen zaio.Banbu-produktu tradizionalak banbu-material zilindriko osoa agindutako forman okertuz prozesatzen dira.Ez da horia kentzea aurreikusi.Azaleko banbu berdea, hau da, banbu azalaren zatiaren dentsitatea zuntz gordinaren aldean desberdina da, eta uzkurtze-deformazio-tasa hezetasun-egoera lehor berean desberdina da, beraz, erraza da pitzadurak eragitea.Banbu horia banbu-hodiaren barruko horman banbu haragiaren zatia da.Azukre handia eta beste mantenugai batzuk ditu, eta erraza da intsektuak haztea kentzen ez badira.
Lodierari dagokionez, banbuaren malgutasun-indarra beraren egurrarena baino handiagoa da, eta 15 mm-ko lodierako banbu-zoruak malgutasun, konpresio eta talketarako indar nahikoa du eta oinaren sentsazio hobea du.Fabrikatzaile batzuek, kontsumitzailearen mentalitateari erantzuteko, zenbat eta lodiagoa orduan eta hobeto, ez dute berdea edo horia kentzen.Banbu xaflak itsatsi ondoren, banbu zoruaren lodiera 17mm edo 18mm-ra irits daitekeen arren, lotura-indarra ez da ona eta pitzatzen erraza da.Kalitate handiko banbu-zoruetarako, banbuaren bi aldeetako banbu berdea eta horia gutxi gorabehera planifikatuta daude.Banbu hutsuneak ondo itsatsi ahal izateko, fin-fin planifikatu behar dira.Lodiera eta zabalera-perdoiak 0,1 mm-ko epean kontrolatu behar dira., Banbu hutsuneak lotzeko erabiltzen den itsasgarria ere azkar solidotuko da tenperatura altuaren eraginez, eta atxikimendua oso indartsua da.5. Sukaldaritza zuritzea edo karbonizazioa
Banbuaren konposizio kimikoa, funtsean, egurraren berdina da, batez ere zelulosa, hemizelulosa, lignina eta erauzte-substantzia.Hala ere, banbuak egurra baino proteina, azukre, almidoi, gantz eta argizaria gehiago ditu.Intsektuek eta onddoek erraz higatzen dute tenperatura eta hezetasuna egokiak direnean.Hori dela eta, banbu-zerrendak egosi behar dira zakar liskatu ondoren (kolore naturala).) Edo tenperatura altuko eta hezetasun handiko karbonizazio tratamendua (kolore marroia), azukrea eta almidoia bezalako estraktu batzuk kentzeko, intsektuen uxatzeko, kontserbatzaileak eta abar gehitzeko intsektuak eta onddoak ugaltzea saihesteko.
Kolore naturaleko zorua hidrogeno peroxidoarekin zuritzen da 90 ℃-ko tenperaturan, eta zuritzeko denbora desberdina da horma-lodiera desberdina duten sustrai desberdinetarako.3,5 ordu 4 ~ 5 mm, 4 ordu 6 ~ 8 mm.
Karbono koloreko zoladura bigarren mailako karbonizazio prozesu baten bidez prozesatzen da tenperatura eta presio altuan.
Bigarren mailako karbonizazio teknologiak banbuan dauden mantenugai guztiak karbonitzen ditu, hala nola arrautzak, koipeak, azukrea eta proteinak, materiala arin bihurtuz, eta banbu-zuntzak "adreilu hutsa" forman antolatuta daude, eta horrek trakzio, konpresio-indarra eta iragazgaitza asko hobetzen ditu. errendimendua.
5. Lehortzea
Banbu txip-en hezetasun-edukia lurrunezko tratamenduaren ondoren % 80 gainditzen du, egoera saturatura iristen da.Banbuaren hezetasunak zuzenean eragiten dio produktuaren tamaina eta formaren egonkortasunari banbua prozesatu ondoren.Banbu zoru produktuen kalitatea bermatzeko, prozesatzeko erabiltzen diren banbu lehengaiak guztiz lehortu behar dira itsatsi aurretik.Banbua lehortzeko labea edo pista lehortzeko labearen bidez egiten da.
Banbu materialen hezetasun edukia tokiko klima-baldintzen eta erabilera-ingurunearen arabera kontrolatu behar da.Esaterako, Txinako iparraldean eta hegoaldean kontrolatzen den hezetasuna desberdina da.Iparraldean erabiltzen diren produktuen hezetasun-edukia oso baxua da, eta egoera normaletan % 5-9an kontrolatu behar da.
Banbu-zorua osatzen duten unitate bakoitzaren hezetasuna, hots, banbu-zerrenda, uniformea izan behar da.Esate baterako, banbu-zoruak (plaka lauak) banbu-zerrenden hezetasun uniformea behar du gainazaleko, erdiko eta beheko geruzetan, eta, beraz, ez da erraza deformatzea eta okertzea banbu-zorua sortu ondoren.
Hau ere lotura garrantzitsua da zorua pitzatu ez dadin.Hezetasun-eduki irregularrak edo gehiegizko hezetasunak zorua deformatu edo pitzatzea eragin dezake ingurumen-faktoreen aldaketen ondorioz, hala nola tenperatura eta hezetasun lehorra.Hezetasun edukia eremu desberdinetako airearen hezetasunaren arabera ezar daiteke.Horrela egindako zoruak dagokion klima-ingurunera egokitzea berma dezake.
Kalitate handiko zoruak sei puntuko alderdi anitzeko probak egiten ditu lehortzean, banbu-zerrenden zati bakoitza, baita banbu-zerrenden hezetasun-edukia, gainazala eta barrualdea, orekatuta daudela ziurtatzeko. zorua pitzatzen eta deformatzen da hezetasun-ingurune ezberdinen ondorioz.Kontsumitzaileentzat zaila da hezetasun-edukia besterik gabe neurtzea.Arazo hau konpontzeko modu seguruena banbu-zoruaren fabrikatzaile entzutetsu eta erregularra hautatzea da, lauzak ekoitzi ditzakeen.
6.plangintza fina
Banbu-zerrendak fin-fin planifikatuta daude behar diren zehaztapenekin.
7.Produktuen aukeraketa
Ordenatu banbu zerrendak maila ezberdinetan.
8.Itsatsi eta erreprimitu
Kola eta hutsunea muntatzea: aukeratu kalitate handiko itsasgarriak ingurumena errespetatzen dutenak, aplikatu kola agindutako kola kantitatearen arabera eta zabaldu uniformeki, eta, ondoren, muntatu banbu zerrendak eskatutako zehaztapenen arabera.
Beroan prentsatzea eta itsastea: beroa prentsatzea funtsezko prozesu bat da.Zehaztutako presio, tenperatura eta denboraren arabera, xafla hutsune batean itsatsita dago.Banbu-zerrenden gainazaleko akaberak, itsasgarriak eta beroa prentsatzeko baldintzek eragin handia dute banbu-zoruaren lotura-indarrean.
Banbu-zoruaren lotura-indarra egurrezko zoruarena desberdina da.Banbu zati anitz itsatsiz eta sakatuz egiten da.Kolaren kalitateak, kolaren tenperaturak eta presioak eta beroa kontserbatzeko eta presioaren denborak eragina dute kolaren kalitatean.Lotura indar eskasa deformatu eta pitzatu daiteke.Lotura-indarra probatzeko modu sinplea lur zati bat uretan beratzea edo egostea da.Konparatu hedapen-, deformazio- eta irekitze-maila eta behar den denbora.Banbu zorua deformatu edo desgomatuko den ala ez, harreman handia du lotura-indarrarekin.
9.Ebakitzeko burua
10.Ikuskapen taula koloreen bereizketa
11.Mozketa
12.Moztea tenoi eme bat da
13.Tenoiaren aurkako taula ekoizten denean, buru laburrak buelta eman behar du
14.Lixatzea
Tratatu xaflaren gainazala gainazala leun izateko, eta finkatu xafla arruntaren lodiera
15.Tenonatzea
Moldeatzaileak
Banbu-oholaren behealdea eta alboak tenonduta daude.
Amaiera bikoitza
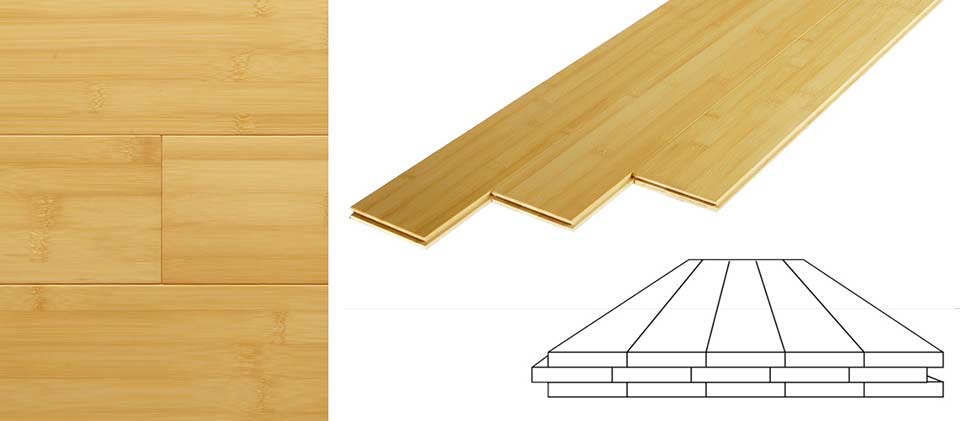
Banbu-zorua bertikalean eta horizontalean tenonatzen da.
Tenoning zirrikitu gisa ere ezagutzen da, hau da, zorua lotzen denean koska ahur-ganbila, hau da, zoruaren juntze ezin hobea bermatzeko gakoa.Bi solairuen arteko tartea estua da mortasa doitasunez uztartzen denean.
16.Margotu
Inguruko hezetasunak banbu-zorua inbadi ez dezan eta taularen gainazalak kutsaduraren aurkako, urradura-erresistentzia eta dekorazio-propietateak izan ditzan, banbu-zorua margotu behar da.Oro har, 5 primer (laka) eta 2 alboko (laka) estalduraren ondoren, banbu-zoruaren gainazala pintura babes-film lodi batez estali da.Pintura-filmaren gogortasuna ez da orduan eta gogorragoa hobe, gogortasun moderatua izan behar du pintura-filmak higadura-erresistentzia, marradura-erresistentzia eta gogortasun-maila jakin bat izan dezan.
Margotu banbu zoruaren gainazalean.Merkatuko zoruak distiratsuak eta erdi mateetan banatzen dira.Distiratsua gortinak estaltzeko prozesua da, oso ederra da, baina aurpegia higatu eta zuritu egin zaio, beraz, kontu handiz zaindu behar da erabiltzean.Matea eta erdi-matea arrabolen estaldura-prozesuak dira, kolore leunarekin eta pintura itsaspen sendoarekin.
Bost hondo eta bi alde, zazpi hondo eta bi alde daude merkatuan.Aukeratu kalitate handiko pintura segurua eta ingurumena errespetatzen duena inprimagailua aplikatzean, etxeko ingurune osasuntsua mantentzea ez ezik, edertasuna, urarekiko erresistentzia eta gaixotasunekiko erresistentzia ere lor ditzakeena.Pintura itsaspen ona ziurtatzeko, pintura geruza bat lixatu behar da.Behin eta berriz lixatu eta margotu ondoren, zoruaren gainazala leuna eta laua da burbuilarik gabe.
17.Amaitutako produktuaren ikuskapena
Ikuskatu amaitutako produktua.Atxikimendua, gainazaleko efektua, urradura erresistentzia eta distira.
Zoruaren puntako kalitatea bermatzeko, Europako eta Amerikako merkatuek filmaren ikuskapena ezartzen dute, eta etxeko konpainia askok ikuskapen-teknologia hau erabiltzen jarraitzen dute.Noski, kostu erlatiboa handiagoa da
Egitura

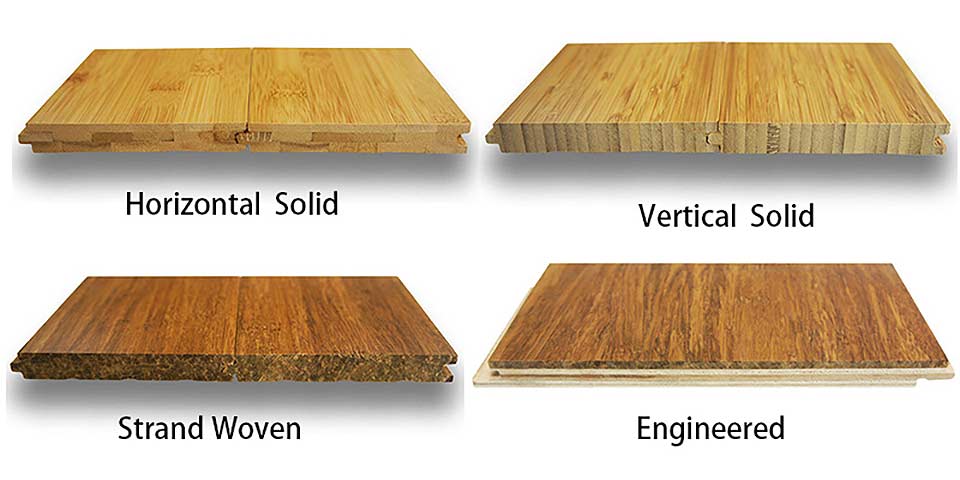
Banbuzko zoladura naturala

Karbonizatutako banbu zoladura

Karbonizatu Naturaleko Banbu Zorua

Banbu zoladuraren abantaila

Xehetasunak Irudiak



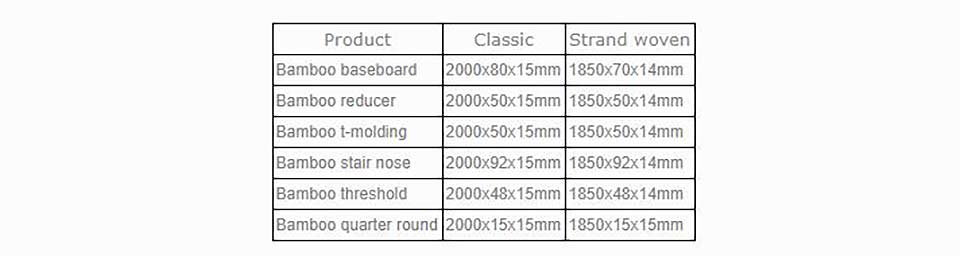
Bamboo Flooring Datu Teknikoak
| 1) Materialak: | %100 Banbu gordina |
| 2) Koloreak: | Hari ehundua |
| 3) Tamaina: | 1840*126*14mm/ 960*96*15mm |
| 4) Hezetasun edukia: | %8-%12 |
| 5) Formaldehidoaren igorpena: | Europako E1 estandarra arte |
| 6) Berniza: | Treffert |
| 7) Kola: | Dynea |
| 8) Distiratasuna: | Matt, erdi distiratsua |
| 9) Elkargunea: | Tongue & Groove (T&G) egin klik;Unilin + Jaregin klik |
| 10) Hornikuntzarako gaitasuna: | 110.000m2/hilean |
| 11) Ziurtagiria: | CE Ziurtagiria, ISO 9001:2008, ISO 14001:2004 |
| 12) Enbalatzea: | Kartoizko kaxa duten plastikozko filmak |
| 13) Entregatzeko epea: | Aurretiazko ordainketa jaso eta 25 eguneko epean |
Sakatu Sistema eskuragarri
A: T&G klik

T&G LOCK BAMBOO-Banbu Florinig

Bamboo T&G -Banbu Florinig
B: Jaregin (alde motza)+ Unilin klik (luzera alde)

jaregin Bamboo Florinig

Unilin Bamboo Florinig
Banbu-zoruak paketeen zerrenda
| Mota | Tamaina | Paketea | EZ Paleta/20FCL | Paleta/20FCL | Kutxaren tamaina | GW | NW |
| Banbu karbonizatua | 1020*130*15mm | 20 pieza/ctn | 660 ctns/1750,32 m2 | 10 plt, 52 ctns/plt, 520 ctns/1379,04 sqms | 1040*280*165 | 28 kg | 27 kg |
| 1020*130*17mm | 18 pieza/ctn | 640 ctns/1575,29 m2 | 10 plt, 52 ctns/plt, 520 ctns/1241,14 sqms | 1040*280*165 | 28 kg | 27 kg | |
| 960*96*15mm | 27 pieza/ctn | 710 ctns/ 1766,71 m2 | 9 lt, 56 ctns/plt, 504 ctns/1254,10 m2 | 980*305*145 | 26 kg | 25 kg | |
| 960*96*10mm | 39 pieza/ctn | 710 ctns/ 2551,91 m2 | 9 lt, 56 ctns/plt, 504 ctns/1810,57 m2 | 980*305*145 | 25 kg | 24kg | |
| Strand ehundutako banbua | 1850*125*14mm | 8 pieza/ctn | 672 ctn, 1243,2 m2 | 970*285*175 | 29 kg | 28 kg | |
| 960*96*15mm | 24 pieza/ctn | 560 ctn, 1238,63 m2 | 980*305*145 | 26 kg | 25 kg | ||
| 950*136*17mm | 18 pieza/ctn | 672ctn, 1562,80sqm | 970*285*175 | 29 kg | 28kg |
Enbalajea
Dege Marka Packaging
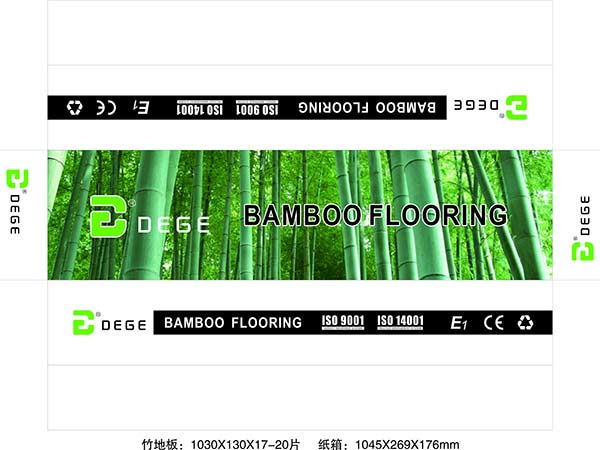



Enbalaje orokorra




Garraioa

Produktuaren Prozesua
Aplikazioak














 Nola instalatzen da banbu zorua (bertsio zehatza)
Nola instalatzen da banbu zorua (bertsio zehatza)
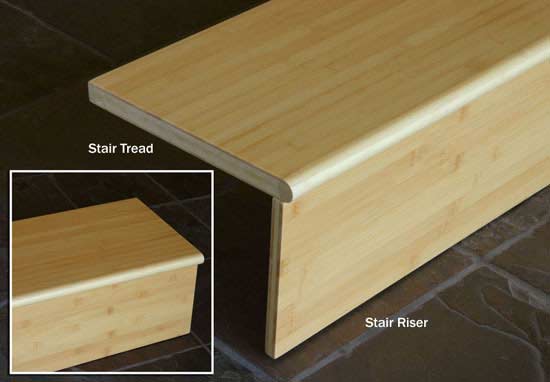
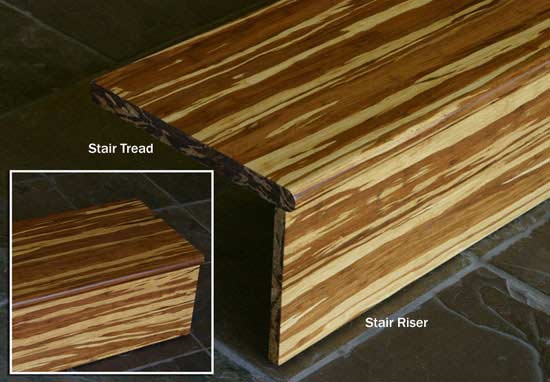
Eskailera lauza





Banbu zoruko osagarri arruntak








Banbu-zoruetarako osagarriak







| Ezaugarria | Balioa | Proba |
| Dentsitatea: | +/- 1030 kg/m3 | EN 14342:2005 + A1:2008 |
| Brinell gogortasuna: | 9,5 kg/mm² | EN-1534:2010 |
| Hezetasun edukia: | % 8,3 23 °C-tan eta % 50 hezetasun erlatiboa | EN-1534:2010 |
| Emisio-klasea: | E1 klasea (LT 0,124 mg/m3, EN 717-1) | EN 717-1 |
| Hantura diferentziala: | % 0,17 eta % 1eko hezetasunaren aldaketa | EN 14341:2005 |
| Urradura erresistentzia: | 16.000 bira | EN-14354 (12/16) |
| Konprimagarritasuna: | 2930 kN/cm2 | EN-ISO 2409 |
| Talkaren erresistentzia: | 6 mm | EN-14354 |
| Suaren propietateak: | Cfl-s1 klasea (EN 13501-1) | EN 13501-1 |





