







Detalaj Bildoj

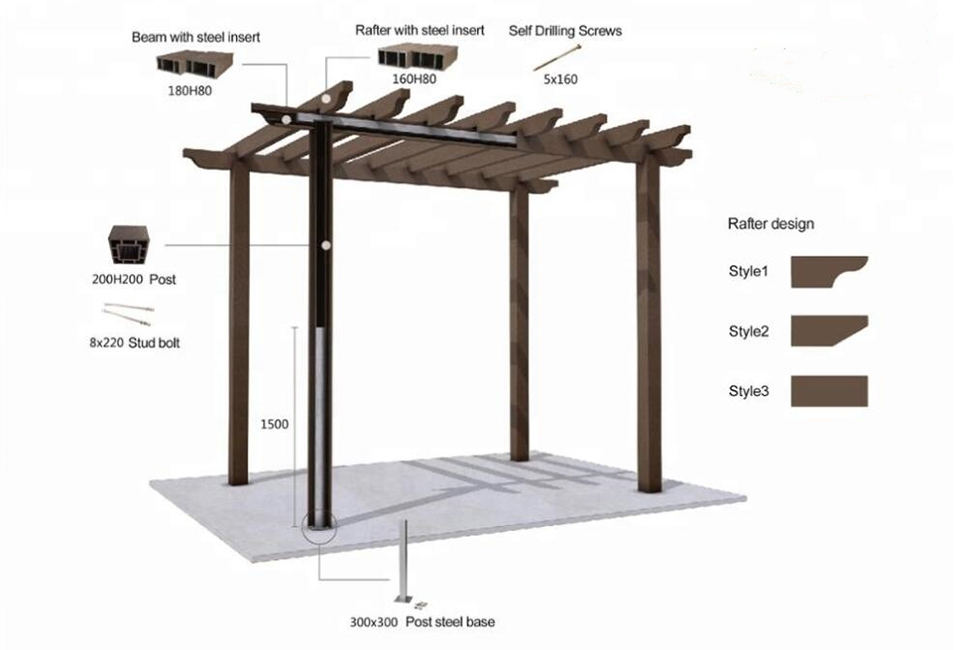
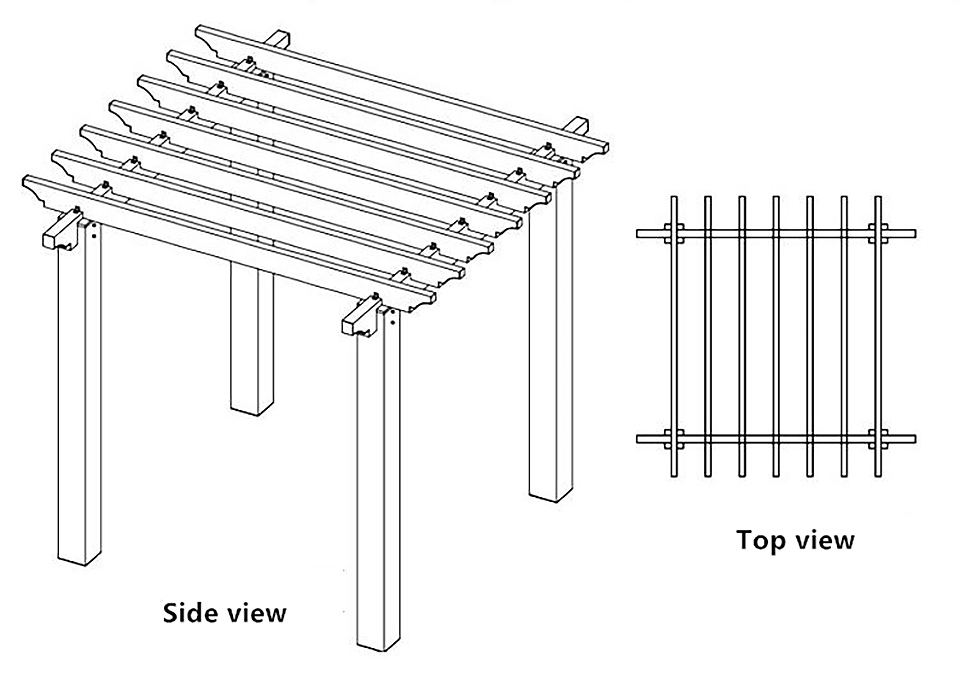
WPC-Trabo
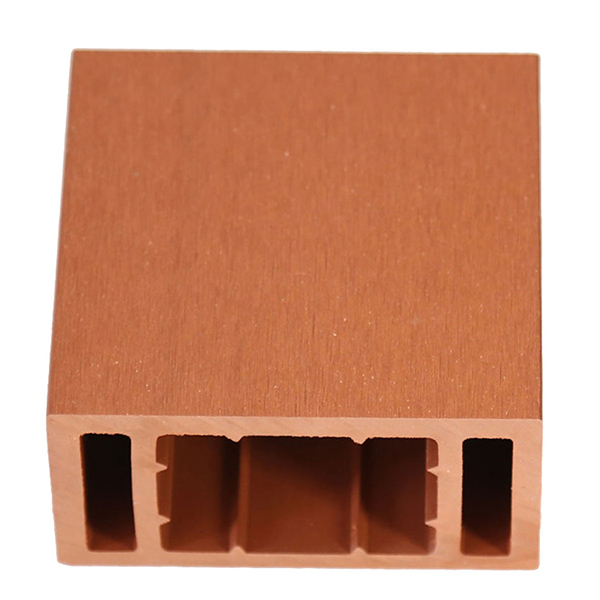
WPC-Trabo

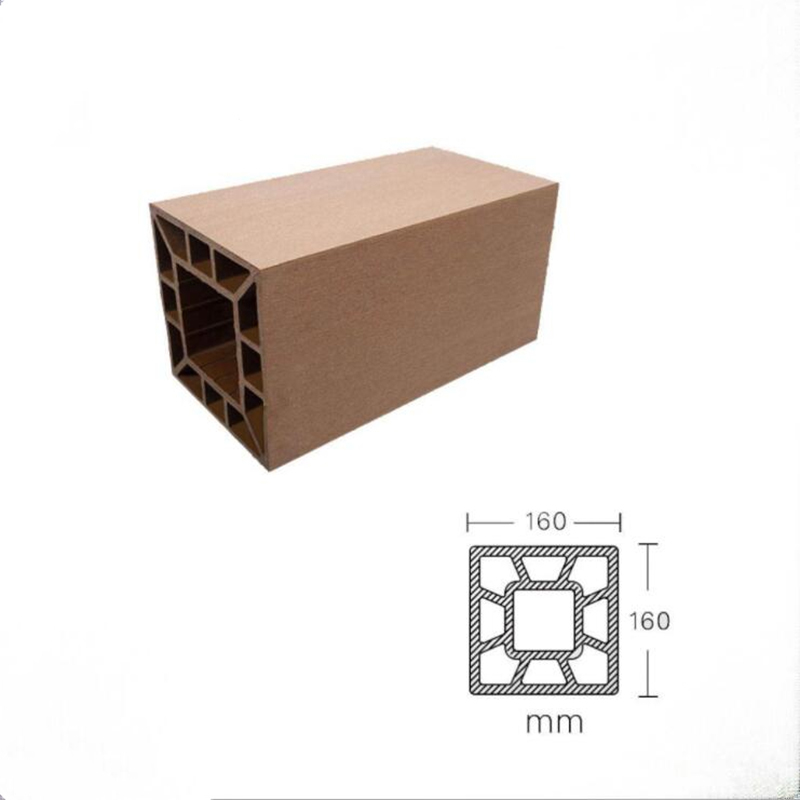
WPC-Poŝto

WPC-Poŝto

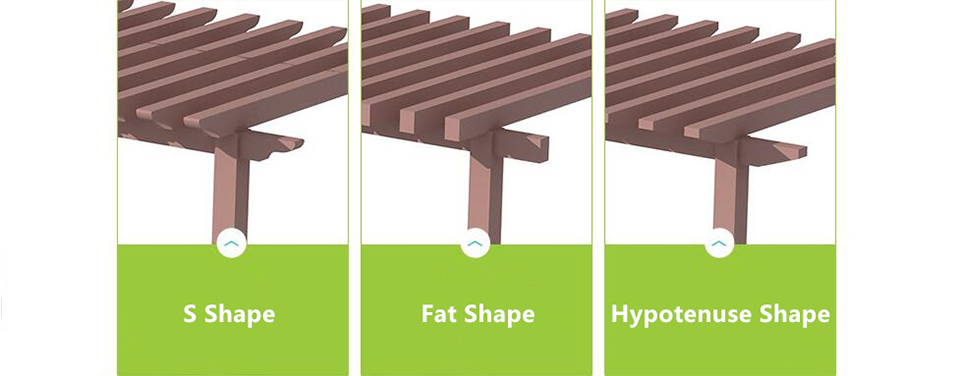
WPC Rafter

Kolora Ekrano

Longa Vivdaŭro
Malalta Bontenado
Neniu Varpiĝo aŭ Splito
Glitrezistaj marŝsurfacoj
Imuna al gratvundeto
Makulo Imuna
Akvorezista
15 Jara Garantio
95% reciklita ligno kaj plasto
Kontraŭmikroba
Fajro Imuna
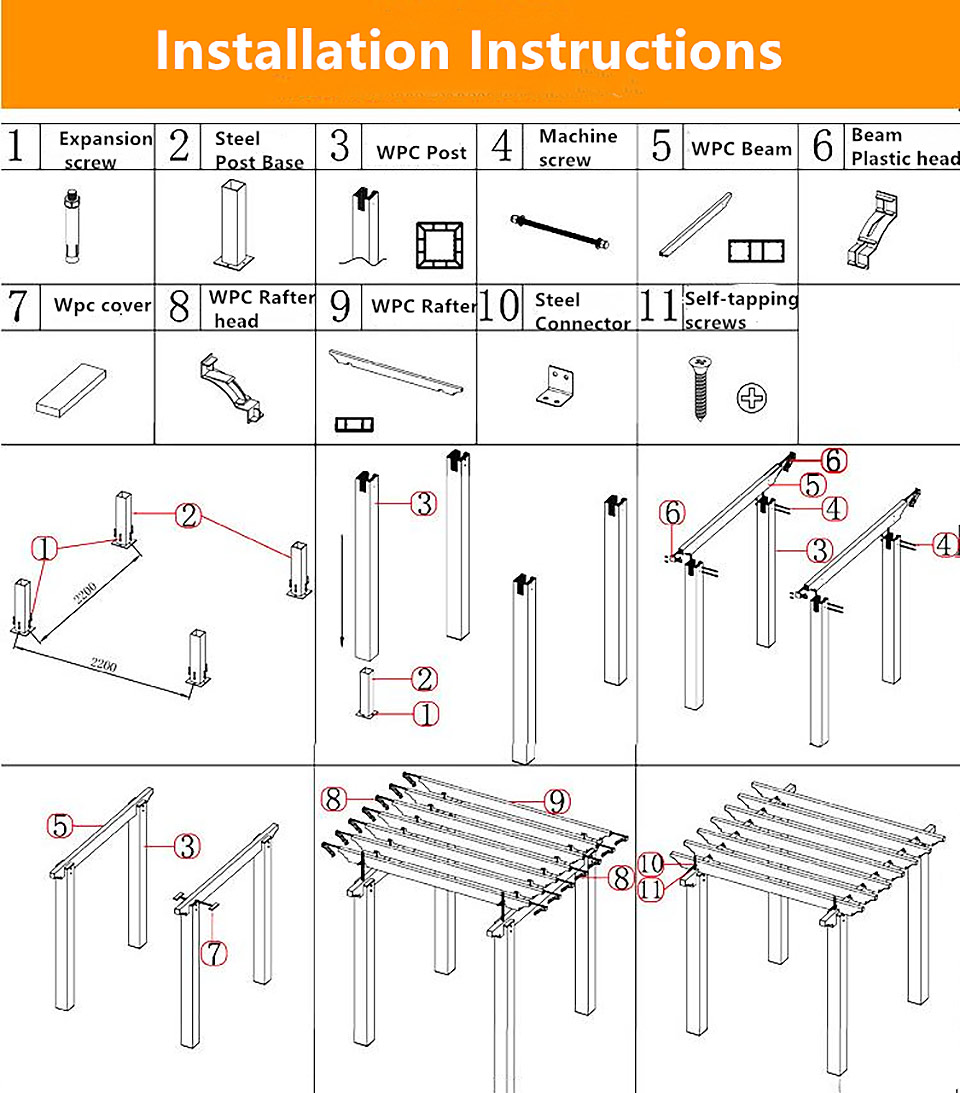
Facila Instalado
Parametro
| Marko | DEGE |
| Koloroj | Helgriza, Flavgriza, Oranĝa, Bruna, Profunda Teo, Profunda Griza |
| Nomo | |
| Ero | |
| Norma Grandeco (Larĝo * Longo) | |
| Longo | 2.2m, 2.9m, 5.6m aŭ personecigita |
| WPC-komponento | 35% HDPE + 60% lignofibro + 5% aldonaĵoj |
| Akcesoraĵoj | Patentita klipo-facila sistemo |
| Livera tempo | Ĉirkaŭ 15-20 tagoj por unu 20'ctn |
| Pago | 30% deponita, la resto devas esti pagita antaŭ liveri |
| Apliko | Ferdeko, planko, rubujo, barilo, murpanelo, florkesto, ktp |
| Wpc Hs Kodo | 39189090 |
| Pako | Paleta aŭ pogranda pakado |
| Garantio | 10 Jaroj |
| Ĉefaj trajtoj: | 1. Reciklebla, ekologia, ŝparante arbarajn rimedojn 2. Kun la aspekto de la natura ligno, sed malpli lignaj problemoj 3. Humideco / akvo imuna, malpli putra, pruvita sub sala akvo kondiĉo 4. Nudpieda amika, kontraŭglita, malpli krakado, malpli deformado 5. Ne postulas pentradon, neniun gluon, malaltan bontenadon 6. Veterrezista, taŭga de minus - 40 ĝis 60 centigradaj gradoj, kontraŭ-UV 7. Termitoj kaj insektoj imunaj, kaj ŝimrezistaj 8. Facila instali kaj purigi 9.diversa modelo laŭ via postulo |
Wpc Mur Panela Produktada Procezo

A. PE plasta ligno estas nuntempe la plej uzata speco de plasta ligno en la mondo, tio estas, niaWPC CLADDING, WPC Skermado.Antaŭ ĉio, ni komprenu la krudaĵojn de PE plastaj lignoproduktoj.La ĉefaj krudaĵoj estas PE plasto kaj popla ligno-pulvoro., Toner, kontraŭ-ultraviola absorbilo, kongruigilo.
1. PE plasto: Ampleksa komparo de kosto kaj fandado HDPE estas la plej bona elekto, kaj la plasta ligno en la merkato esence uzas reciklitajn materialojn kiel la ĉefan krudmaterialon, kio reduktas blankan poluon kaj faras nian medion pli sana kaj ekologie amika."Reciklita" ankaŭ estas nomita reciklita plasta materialo.Ĉiuj industrie recikleblaj plastoj, kiuj povas esti reuzitaj per certa prilaborado, estas nomitaj reciklitaj plastoj;reciklitaj materialoj estas dividitaj en multajn gradojn, kiel specialan gradon reciklitajn materialojn kaj unuagradajn reciklitajn materialojn., Malĉefa reciklado, terciara reciklado aŭ eĉ rubo, estas facile kompreni la signifon laŭvorte, ju pli alta la grado, des malpli la malpura enhavo de la plasto, la rubo estas nature alta en la malpura enhavo, kaj la elekto de krudmaterialoj rekte. influas la elekton de plasta ligno Ĉar plasta-ligna materialo estas stato kie ligna pulvoro estas envolvita per plasto, se la malpuraĵenhavo de plasto estas alta, kaj la proporcio de plasto mem estas malgranda, ĝi nature ne kapablas bone envolvi lignan pulvoron. .
2. Ligna faruno: Por atingi la perfektan kunfandiĝon de ligna faruno kaj plasto en plasta ligno, ekzistas ne nur striktaj postuloj pri plastoj, sed ankaŭ ligna faruno: ju pli fajna estas ligna faruno de la sama pezo, des pli granda estas la surfaco. de la pulvoro.Ju pli alta la proporcio de plasto bezonata;male, ju pli granda la ligna pulvora pulvoro, des pli malgranda la surfacareo de la pulvoro, kaj des pli malalta la proporcio de plasto bezonata dum plasta fandado.Post multaj jaroj da eksperimentoj, popla ligna pulvoro estas la plej bona ligna pulvoro, kaj la partikla grandeco de la pulvoro estas la plej bona en la dikeco de 80-100 mesh;la pulvoro estas tro fajna, la pretiga kosto estas alta, la plasta komponado postulas pli, kaj la kosto estas pli alta, sed La muldita plasta-ligna produkto havas tro altan plastikecon;se la pulvoro estas tro malglata, la pretigkosto estas malalta, kaj la postuloj pri plasta komponado estas malpli, sed la muldita plast-ligna produkto havas nesufiĉan fandadon, estas fragila kaj estas facile krakebla.
3. Helpmaterialoj: La ĉefa funkcio de toner estas kongrui kun la koloro de plastaj lignaj materialoj.Nuntempe, la ĉefa apliko de PE plasta ligno estas neorganika kolora pulvoro.Ĝi havas pli bonan kontraŭ-forvelkantan agadon por subĉiela uzo, kiu diferencas de la organika koloro uzata por endoma PVC-ekologia ligno.Pulvora, organika tonerkoloro estas pli vigla kaj hela.La ĉefa funkcio de la kontraŭ-ultraviola absorbilo estas plibonigi la kontraŭ-ultraviola kapablecon de la plasta ligno subĉiela uzo, kaj plibonigi la kontraŭ-maljuniĝantan agadon.Kongruo estas aldonaĵo, kiu antaŭenigas kongruecon inter ligna faruno kaj rezino.
B. Komprenu la krudmaterialojn de plasta ligno mallonge, la sekva paŝo estas peletigi.Laŭ la ĉi-supraj krudaĵoj, miksu laŭ certa proporcio, eltrudu plastajn lignajn buletojn per alttemperatura fanda sekiĝo, kaj paku ilin por uzo.La ĉefa funkcio de la peletiga ekipaĵo estas realigi la antaŭ-plastigan procezon de ligna pulvoro kaj plasto, realigi unuforman miksadon de biomasa pulvora materialo kaj PE-plasto sub degelkondiĉoj, kaj fari antaŭtraktadon por la produktado de plastaj lignaj materialoj.Pro la malbona flueco de ligno-plasta fandado, la dezajno de ligno-plasta materiala peletigilo kaj plasta peletigilo ne estas ĝuste la sama.Por malsamaj plastoj, la dezajno de la pelletizer ankaŭ estas malsama.La pelletizer kutime uzata por polietileno kutime uzas konusan ĝemel-ŝraŭban extruder, ĉar polietileno estas varmo-sentema rezino, kaj la konusa ĝemel-ŝraŭba extruder havas fortan tondforton kaj la ŝraŭblongoj estas relative paralelaj.La ĝemelŝraŭba extruder estas mallonga, kio reduktas la restadtempon de la materialo en la barelo.La ekstera diametro de la ŝraŭbo havas konusan dezajnon de granda ĝis malgranda, do la kunprema proporcio estas sufiĉe granda, kaj la materialo povas esti plastigita pli plene kaj unuforme en la barelo.
C. Post pelletizado, ĝi eniras la eltrudan etapon.Pluraj preparoj devas esti faritaj antaŭ eltrudado:
1. Certiĝu, ke ne restas malpuraĵoj aŭ eroj de aliaj koloroj en la saltego por eviti malpuran koloron de la plasta ligno produktita;
2. Kontrolu ĉu la malplena ekipaĵo de la extruder estas neobstrukciita kaj certigu, ke la malplena grado ne estas malpli ol -0.08mpa.La malplena barelo devas esti purigita dufoje per deĵoro se ĝi estas normala.Ne uzu metalajn ilojn por purigi la ellasajn truojn, kaj uzu plastajn aŭ lignajn bastonojn por purigi la malpuraĵojn en la ellasaj truoj de la barelo;
3. Kontrolu ĉu la salteto estas ekipita per metala filtrilo.La partikloj estas filtritaj tra metalo por forigi la metalajn malpuraĵojn miksitajn en la partikloj, redukti la eluziĝon de la metalaj malpuraĵoj ĉe la interno de la ekipaĵo kaj certigi la perfektan kunfandiĝon de la mulditaj plastaj lignaj profiloj.
4. Ĉu la malvarmiga akvosistemo funkcias normale.Perfekta malvarmiga akvosistemo estas la necesa ekipaĵo por malvarmigo post plasta-ligna eltrudado.Ĝustatempe malvarmiga traktado povas certigi la bonan formon de plastaj lignaj profiloj.
5. Instalu plastajn lignajn muldilojn, kaj instalu elektitajn muldilojn laŭ la produktotaj profiloj.
6. Kontrolu ĉu la pneŭmatika tranĉmaŝino kaj aliaj ŝraŭbaj komponantoj povas funkcii normale.
D. La temperaturo de la nove eltrudita plasta-ligna profilo estas relative alta, kaj ĝi devas esti permane metita sur plata grundo.Post kiam la profilo estas tute malvarmigita, ĝi estos prilaborita kaj pakita.Kvankam ĉi tiu paŝo estas simpla, ĝi estas tre grava.Se la fabriko ignoras ĉi tiujn detalojn, la fabrikaj materialoj ofte havos difektojn.Neegala plasta ligno facile kondukos al malsamaj dikaĵoj de la supraj kaj malsupraj surfacoj de la produkto post la posta muelado kaj prilaborado.Krome, malebenaj profiloj alportos iujn malfacilaĵojn al la konstruado kaj influos la pejzaĝan efikon.
E. Laŭ la bezonoj de klientoj, prilaboru la plastajn lignajn profilojn:
1. Muelanta traktado estas forigi tavolon de plasta haŭto produktita kiam la plasta-ligna profilo estas ekstrudita, tiel ke la plasta-ligna profilo havas pli bonan eluziĝon kiam instalita en la fabriko.
2. Embossing-traktado: Post kiam la surfaco de la profilo estas polurita, la plasto-ligno estas reliefigita por fari la surfacon de la plasta-ligna profilo havi ligno-similan efikon.
3. Tranĉado, tenonado-pretigo, personecigita grandeco laŭ kliento bezonoj, kaj personecigitaj produktoj kiel tenonado bezonoj.
4. Post kiam la supra prilaborado estas finita, la lasta paŝo estas paki la produkton.Racia pakado de la produkto povas redukti la damaĝon kaŭzitan de la produkto dum livero.

Inĝenieristiko Kazo
Projekto 1





Projekto 2










| Denso | 1.35g/m3 (Normo: ASTM D792-13 Metodo B) |
| Streĉa forto | 52.5 MPa (Normo: ASTM D638-14) |
| Fleksa forto | 55.5Mp (Normo: ASTM D790-10) |
| Fleksa Modulo | 65.5Mp (Normo: ASTM D790-10) |
| Efforto | 90J/m (Normo: ASTM D4812-11) |
| Shore malmoleco | D80 (Normo: ASTM D2240-05) |
| Akvosorbado | 0.6% (Normo: ASTM D570-98) |
| Termika ekspansio | 3.21×10-6 (Normo: ASTM D696 – 08) |





