



Detaljer Billeder

WPC baluster

WPC baluster
WPC baluster

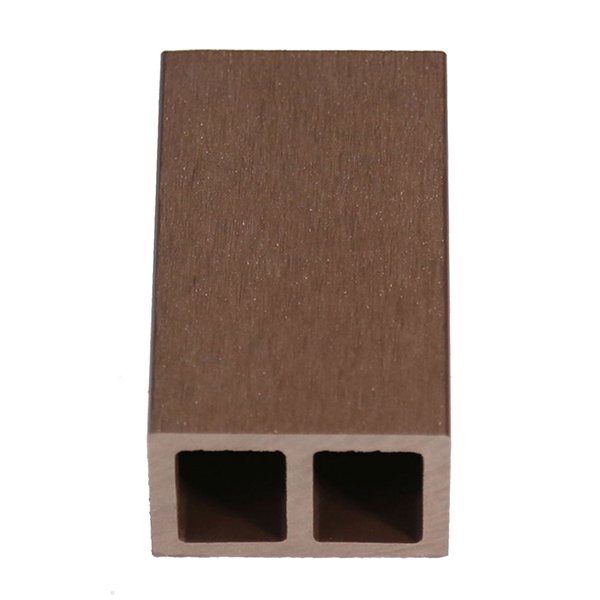
WPC stolpehylster

WPC stolpehylster

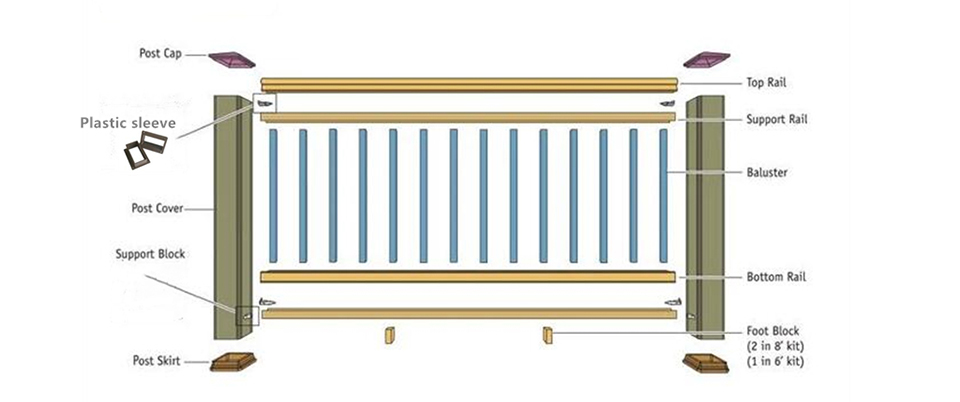
WPC Top Rail & Bottom Rail

WPC Top Rail & Bottom Rail

WPC stolpehylster

Farve Display

Lang levetid
Lav vedligeholdelse
Ingen vridning eller splintring
Skridsikre gangflader
Modstandsdygtig mod ridser
Pletter modstandsdygtig
Vandtæt
15 års garanti
95% genbrugstræ og plastik
Anti-mikrobiel
Brandsikker
Nem installation
Parameter
| Mærke | DEGE |
| Farver | Lys grå, beige, orange, brun, dyb te, dyb grå |
| Navn | |
| Vare | |
| Standardstørrelse (Bredde * Længde) | |
| Længde | 2,2 m, 2,9 m, 5,6 m eller tilpasset |
| WPC komponent | 35% HDPE+60% træfiber + 5% tilsætningsstoffer |
| tilbehør | Patenteret clip-easy system |
| Leveringstid | Cirka 15-20 dage for en 20'ctn |
| Betaling | 30% indbetalt, resten skal betales inden levering |
| Ansøgning | Terrasse, gulvbelægning, skraldespand, hegn, vægpanel, blomsterkasse osv |
| Wpc Hs kode | 39189090 |
| Pakke | Palle- eller bulkpakning |
| Garanti | 10 år |
| Hovedtræk: | 1. Genanvendelig, miljøvenlig, sparer skovressourcer 2. Med udseendet af det naturlige træ, men mindre træproblemer 3. Fugt-/vandafvisende, mindre råddent, bevist under saltvandsforhold 4. Barfodsvenlig, skridsikker, mindre revner, mindre vridning 5. Kræver ingen maling, ingen lim, lav vedligeholdelsesindsats 6. Vejrbestandig, egnet fra minus - 40 til 60 grader, anti-UV 7. Termitter og insekter resistente og muggensikker 8. Nem at installere og rengøre 9. forskellige model i henhold til dit krav |
Wpc-vægpanelproduktionsproces

A. PE plasttræ er i øjeblikket den mest udbredte type plastiktræ i verden, det vil sige vores WPC CLADDING, WPC HEGN.Lad os først og fremmest forstå råmaterialerne i PE plasttræprodukter.De vigtigste råmaterialer er PE-plast og poppeltræpulver., Toner, anti-ultraviolet absorber, kompatibilisator.
1. PE-plast: Omfattende sammenligning af omkostninger og sammensmeltning HDPE er det bedste valg, og plasttræet på markedet bruger som udgangspunkt genbrugsmaterialer som det vigtigste råmateriale, hvilket reducerer hvid forurening og gør vores miljø mere sundt og miljøvenligt."Genbrugt" kaldes også genbrugsplastmateriale.Alt industrielt genanvendeligt plast, der kan genbruges gennem en bestemt forarbejdningsproces, kaldes genbrugsplast;genbrugsmaterialer er opdelt i mange kvaliteter, såsom specialkvalitets genbrugsmaterialer og førsteklasses genbrugsmaterialer., Sekundær genanvendelse, tertiær genanvendelse eller endda affald, det er let at forstå betydningen bogstaveligt, jo højere karakter, jo mindre urenhedsindhold af plasten, affaldet er naturligt højt i urenhedsindholdet, og valget af råvarer direkte påvirker valget af plastiktræ Fordi plast-træmateriale er en tilstand, hvor træpulver er pakket ind med plast, er det naturligt ikke i stand til at pakke træpulver godt ind, hvis urenhedsindholdet i plastik er højt, og selve andelen af plastik er lille. .
2. Træmel: For at opnå den perfekte sammensmeltning af træmel og plast i plasttræ er der ikke kun strenge krav til plast, men også træmel: Jo finere træmel af samme vægt, jo større overfladeareal af pulveret.Jo højere andel af plast, der kræves;tværtimod, jo større træpulverpulveret er, desto mindre er overfladearealet af pulveret, og jo lavere er andelen af plast, der kræves ved plastsammensmeltning.Efter mange års eksperimenter er poppeltræpulver det bedste træpulverpulver, og pulverets partikelstørrelse er bedst i tykkelsen 80-100 mesh;pulveret er for fint, forarbejdningsomkostningerne er høje, plastsammensætningen kræver mere, og omkostningerne er højere, men det støbte plastik-træprodukt har for høj plasticitet;hvis pulveret er for groft, er forarbejdningsomkostningerne lave, og kravene til plastsammensætningen er mindre, men det støbte plastik-træprodukt har utilstrækkelig sammensmeltning, er skørt og er let at knække.
3. Hjælpematerialer: Tonerens hovedfunktion er at matche farven på plastiktræmaterialer.På nuværende tidspunkt er den vigtigste anvendelse af PE-plasttræ uorganisk farvepulver.Det har bedre anti-fading ydeevne til udendørs brug, hvilket er forskelligt fra den organiske farve, der bruges til indendørs PVC økologisk træ.Pulver, organisk tonerfarve er mere levende og lys.Anti-ultraviolet-absorberens hovedfunktion er at forbedre den anti-ultraviolette evne til udendørs brug af plastiktræ og forbedre anti-aldringsydelsen.Compatibilizer er et tilsætningsstof, der fremmer kompatibiliteten mellem træmel og harpiks.
B. Forstå råmaterialerne i plastiktræ kort, næste trin er at pelletisere.I henhold til ovenstående råmaterialer skal du blande i et bestemt forhold, ekstrudere plasttræpiller gennem højtemperatursmeltetørring og pakke dem til brug.Hovedfunktionen af pelletiseringsudstyret er at realisere præ-plastificeringsprocessen af træpulver og plast, realisere ensartet blanding af biomassepulvermateriale og PE-plast under smelteforhold og udføre forbehandling til produktion af plasttræmaterialer.På grund af den dårlige flydeevne af træ-plast-smelte er designet af træ-plastmateriale pelletizer og plast pelletizer ikke helt det samme.For forskellige plasttyper er pelletizerens design også forskelligt.Den pelleteringsmaskine, der normalt bruges til polyethylen, bruger normalt en konisk dobbeltsnekkeekstruder, fordi polyethylen er en varmefølsom harpiks, og den koniske dobbeltskrueekstruder har en stærk forskydningskraft, og skruelængderne er relativt parallelle.Dobbeltskrueekstruderen er kort, hvilket reducerer materialets opholdstid i tønden.Skruens ydre diameter har et konisk design fra stor til lille, så kompressionsforholdet er ret stort, og materialet kan plastificeres mere fuldstændigt og ensartet i tønden.
C. Efter pelletering går den ind i ekstruderingsstadiet.Der skal udføres flere forberedelser før ekstrudering:
1. Sørg for, at der ikke er urenheder eller partikler af andre farver tilbage i beholderen for at undgå uren farve på det producerede plastiktræ;
2. Kontroller, om ekstruderens vakuumudstyr er uhindret, og sørg for, at vakuumgraden ikke er mindre end -0,08 mpa.Vakuumtønden bør rengøres to gange pr. skift, hvis det er normalt.Brug ikke metalværktøj til at rense udstødningshullerne, og brug plastik- eller træpinde til at rense urenhederne i cylinderens udstødningshuller;
3. Kontroller, om beholderen er udstyret med et metalfilter.Partiklerne filtreres gennem metal for at fjerne metalurenheder blandet i partiklerne, reducere sliddet af metalurenheder på indersiden af udstyret og sikre den perfekte sammensmeltning af de formstøbte plast-træprofiler.
4. Om kølevandssystemet fungerer normalt.Et perfekt kølevandssystem er det nødvendige udstyr til køling efter plastik-træ-ekstrudering.Rettidig kølebehandling kan sikre plast-træprofilernes gode form.
5. Installer plast-træ-forme, og installer udpegede forme i henhold til de profiler, der skal produceres.
6. Kontroller, om den pneumatiske skæremaskine og andre skruekomponenter kan fungere normalt.
D. Temperaturen på den nyekstruderede plast-træprofil er relativt høj, og den skal manuelt placeres på en flad grund.Når profilen er helt afkølet, vil den blive behandlet og pakket.Selvom dette trin er enkelt, er det meget vigtigt.Hvis fabrikken ignorerer disse detaljer, vil fabriksmaterialerne ofte have defekter.Ujævnt plasttræ vil let føre til forskellige tykkelser af produktets øvre og nedre overflade efter den senere slibning og forarbejdning.Derudover vil ujævne profiler medføre visse vanskeligheder ved konstruktionen og påvirke landskabseffekten.
E. Bearbejd plast-træprofilerne i henhold til kundernes behov:
1. Slibebehandling er at fjerne et lag af plasthud, der dannes ved ekstrudering af plast-træ-profilen, således at plast-træ-profilen har bedre slidstyrke ved montering på fabrikken.
2. Prægebehandling: Efter at overfladen af profilen er poleret, præges plast-træet for at få overfladen af plast-træ-profilen til at have en trælignende effekt.
3. Skæring, forarbejdning af tapning, tilpasset størrelse i henhold til kundernes behov og tilpassede produkter såsom tapningsbehov.
4. Efter at ovenstående behandling er afsluttet, er det sidste trin at pakke produktet.Rimelig emballering af produktet kan reducere skader forårsaget af produktet under levering.

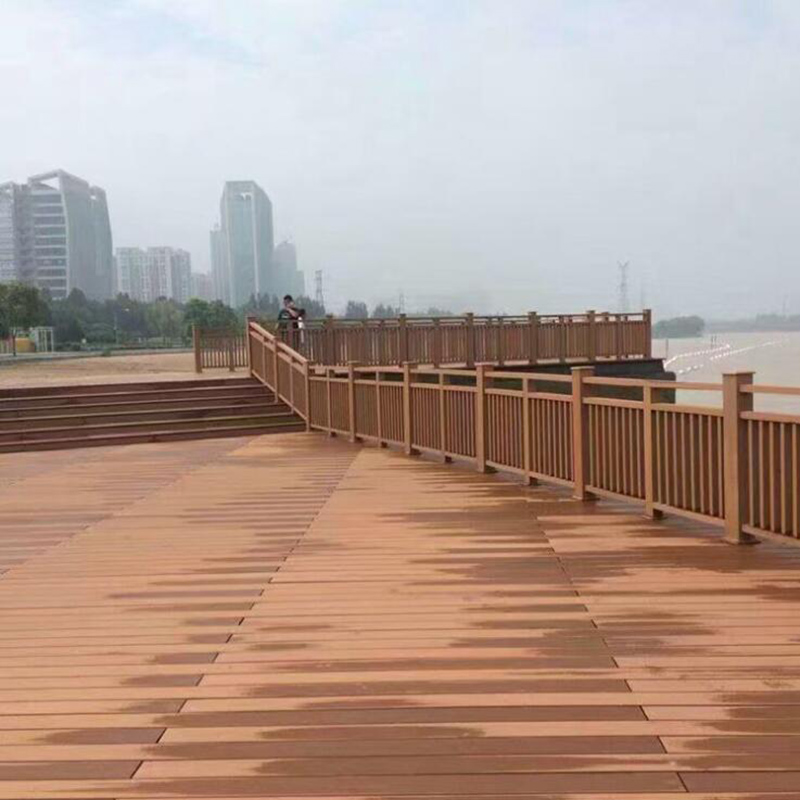
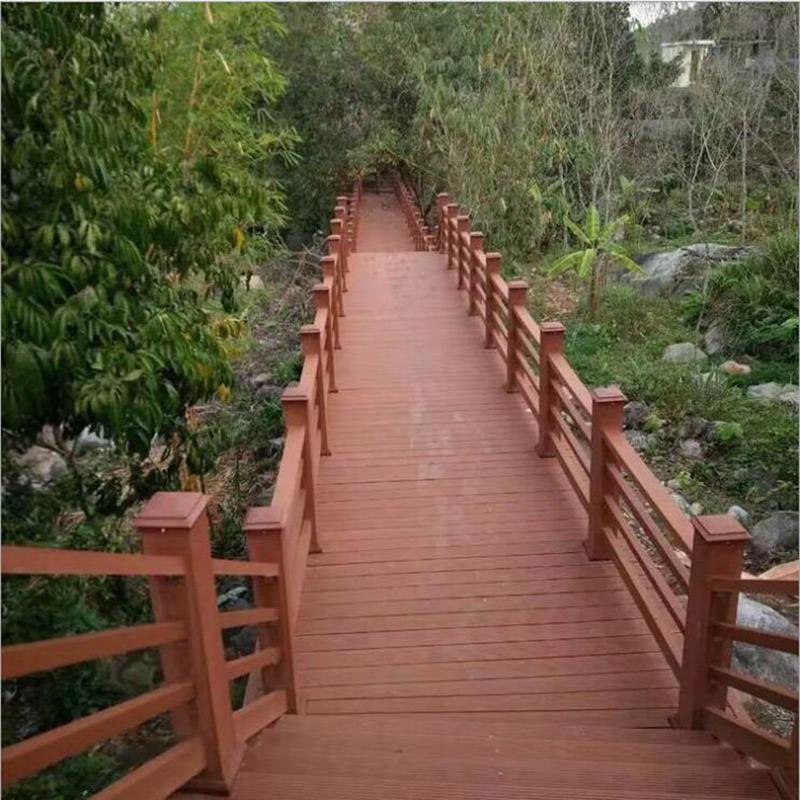
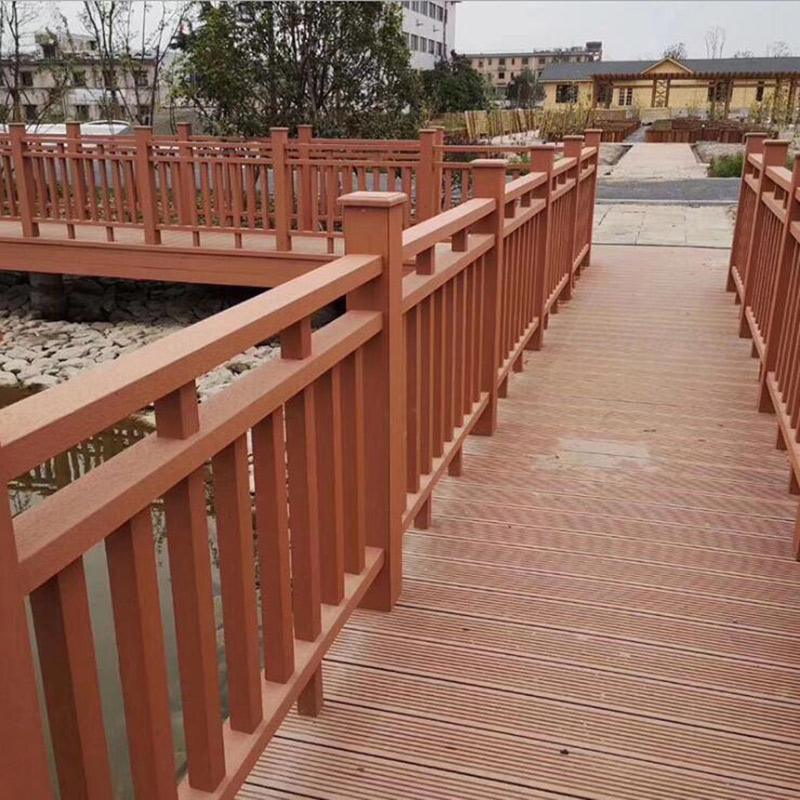
Ingeniørsag





 Stil
Stil




Ansøgning





| Massefylde | 1,35 g/m3 (Standard: ASTM D792-13 Metode B) |
| Trækstyrke | 23,2 MPa (Standard: ASTM D638-14) |
| Bøjningsstyrke | 26,5 MP (Standard: ASTM D790-10) |
| Bøjningsmodul | 32,5 MP (Standard: ASTM D790-10) |
| Slagstyrke | 68J/m (Standard: ASTM D4812-11) |
| Shore hårdhed | D68 (Standard: ASTM D2240-05) |
| Vandabsorption | 0,65 % (Standard: ASTM D570-98) |
| Varmeudvidelse | 42,12 x10-6 (Standard: ASTM D696 – 08) |
| Skridsikker | R11 (Standard: DIN 51130:2014) |





