



Video

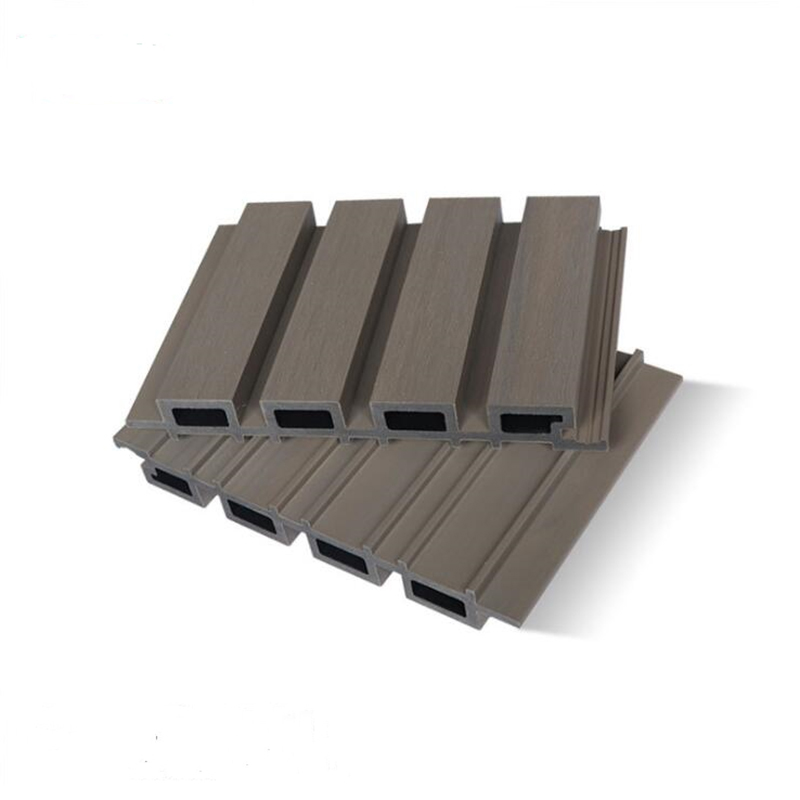
Details Images

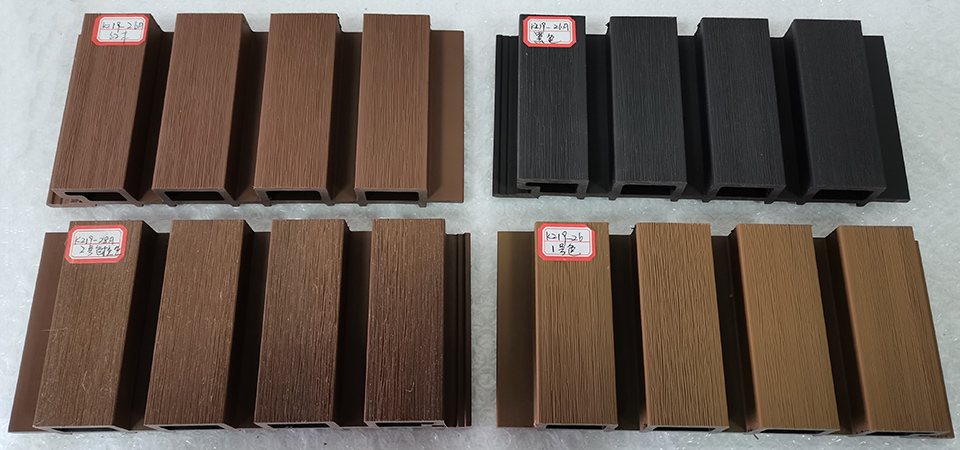
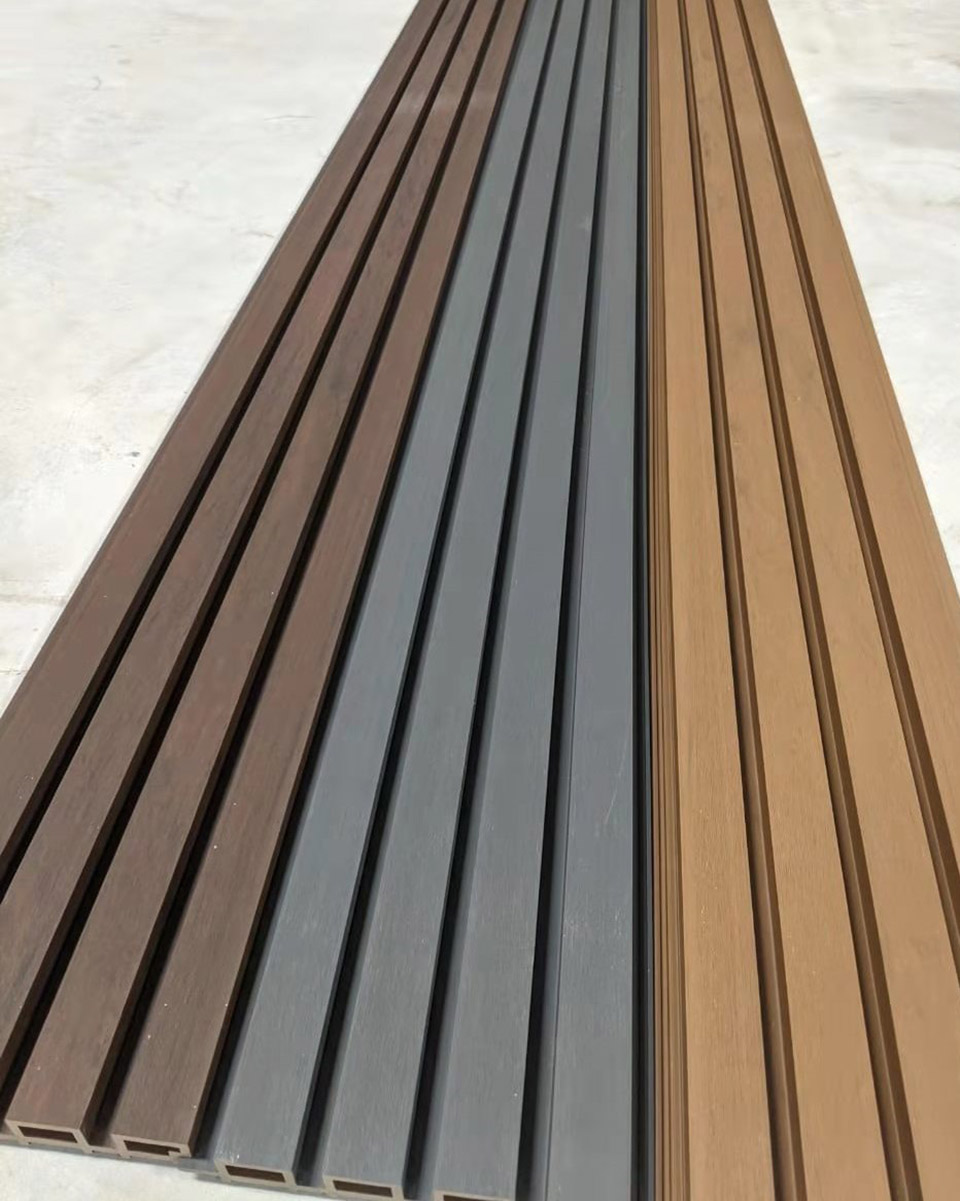

Display di culore

Long Lifespan
Mantenimentu bassu
Nisuna Deformazione o Splintering
Superficie per camminare antiscivolo
Resistente à i graffi
Stain Resistant
Impermeabile
15 anni di garanzia
95% di legnu è plastica riciclata
Anti-microbicu
Resistente à u focu
Installazione faciule
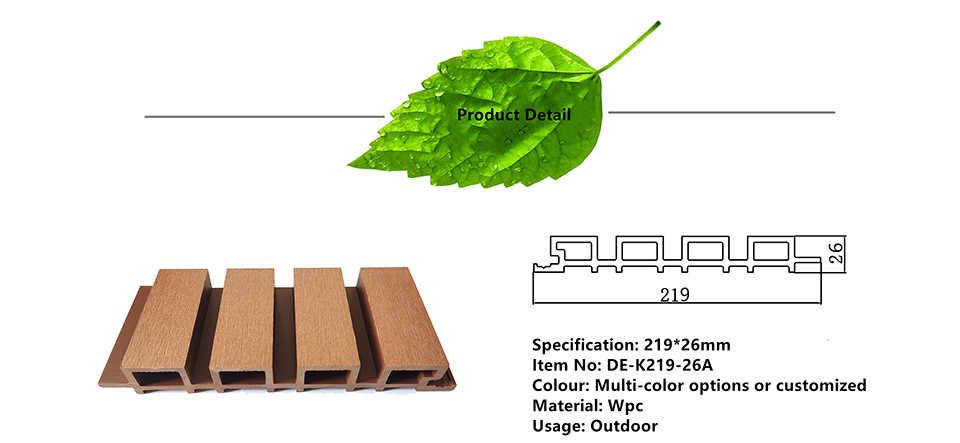
Parametru
| Marca | DEGE |
| Nome | RIVESTIMENTO MURO WPC |
| Articulu | RIVESTITURA |
| Taglia standard | |
| cumpunente WPC | 30% HDPE + 60% fibra di legnu + 10% additivi |
| Accessori | Sistema di clip-facile patentatu |
| Tempu di consegna | Circa 20-25 ghjorni per un containeru di 20 piedi |
| Pagamentu | 30% dipositu, u restu deve esse pagatu prima di consegna |
| Mantenimentu | Mantenimentu gratuitu |
| Riciclà | 100% riciclabile |
| Pacchettu | Palette o imballaggio in massa |
A superficia dispunibule


Test di qualità



Prucessu di pruduzzione di pannelli murali Wpc

A. legnu di plastica PE hè attualmente u tipu più largamente utilizatu di legnu plasticu in u mondu, questu hè u nostru WPC CLADDING, WPC FENCING.Prima di tuttu, capiscenu a materia prima di i prudutti di legnu in plastica PE.E materie prime principali sò in plastica PE è in polvere di legnu di pioppo., Toner, assorbente anti-ultraviolet, compatibilizer.
1. Plastica PE: paraguni cumpleta di costu è fusion HDPE hè a megliu scelta, è u legnu plastica in u mercatu basalmenti usa materiali riciclati cum'è a materia prima principale, chì riduce a contaminazione bianca è rende u nostru ambiente più sanu è amichevuli di l'ambiente."Recycled" hè ancu chjamatu materiale plasticu riciclatu.Tutti i plastichi industriali riciclabili chì ponu esse riutilizati attraversu un certu prucessu di trasfurmazioni sò chjamati plastichi riciclati;i materiali riciclati sò spartuti in parechji gradi, cum'è materiali riciclati di qualità speciale è materiali riciclati di prima qualità., Riciclamentu secundariu, riciclamentu terziariu o ancu basura, hè faciule per capiscenu u significatu literalmente, u più altu u gradu, menu u cuntenutu di impurità di u plasticu, a basura hè naturalmente alta in u cuntenutu di impurità, è a scelta di materia prima direttamente. affetta l'scelta di u legnu plasticu Perchè u materiale plasticu-legnu hè un statu induve u polu di legnu hè impannillatu cù plastica, se u cuntenutu di impurità di plastica hè altu, è a proporzione di plastica stessu hè chjuca, naturalmente ùn hè micca capaci di imballà bè u polu di lignu. .
2. Farina di legnu: Per ottene a fusione perfetta di farina di legnu è plastica in u legnu plasticu, ùn ci sò micca solu esigenze strette in plastica, ma ancu farina di lignu: più fine hè a farina di lignu di u stessu pesu, più grande hè a superficia. di a polvera.A più alta hè a proporzione di plastica necessaria;à u cuntrariu, u più grande u polveru di lignu, u più chjucu hè a superficia di u polveru, è u più bassu a proporzione di plastica necessaria durante a fusione plastica.Dopu à parechji anni di esperimenti, u pioppu di lignu hè u megliu di u polu di legnu, è a dimensione di particella hè u megliu in u gruixu di 80-100 mesh;u polu hè troppu fine, u costu di trasfurmazioni hè altu, a cumpusizioni plastica hè bisognu di più, è u costu hè più altu, ma U pruduttu di plastica-legnu modellatu hà una plasticità troppu alta;s'è u polu hè troppu aspra, u costu di trasfurmazioni hè bassu, è i bisogni di a cumpusizioni plastica sò menu, ma u pruduttu plasticu-legnu modellatu hà una fusione insufficiente, hè fragile è hè faciule di crack.
3. Materiali ausiliarii: A funzione principale di u toner hè di currisponde à u culore di i materiali plastichi di legnu.Attualmente, l'applicazione principale di u legnu plasticu PE hè u polu di culore inorganicu.Hà un megliu rendimentu anti-fading per l'usu esternu, chì hè sfarente da u culore organicu utilizatu per u legnu ecologicu di PVC in interni.Polvere, u culore di toner organicu hè più vivu è luminoso.A funzione principale di l'assorbitore anti-ultraviolet hè di migliurà a capacità anti-ultravioletta di l'usu di l'esterno in plastica di legnu, è di migliurà a prestazione anti-aging.Compatibilizer hè un additivu chì prumove a cumpatibilità trà a farina di legnu è a resina.
B. Capisce a materia prima di legnu plastica brevemente, u prossimu passu hè di pelletize.Sicondu a materia prima, sopra, mischjà secondu un certu rapportu, extrude pellets di legnu plasticu attraversu l'asciugatura di fusione à alta temperatura, è imballà per l'usu.A funzione principale di l'attrezzatura di pelletizazione hè di rializà u prucessu di pre-plastificazione di polveri di legnu è plastica, realizà una mistura uniforme di materiale in polvere di biomassa è plastica PE in cundizioni di fusione, è cunduce un pretrattamentu per a produzzione di materiali di legnu plasticu.A causa di a poca fluidità di u fustu di lignu-plastica, u disignu di pelletizer di materiale plasticu di legnu è di pelletizer plasticu ùn hè micca esattamente u listessu.Per diversi plastichi, u disignu di u pelletizer hè ancu diversu.U pelletizer generalmente utilizatu per u polietilene generalmente usa un extruder cònicu à doppia vite, perchè u polietilene hè una resina sensibile à u calore, è l'extruder cònic à twin-screw hà una forte forza di taglio è e lunghezze di viti sò relativamente parallele.L'estrusore à doppia vite hè corta, chì riduce u tempu di residenza di u materiale in u canna.U diametru esternu di u vitu hà un disignu cònicu da grande à chjuca, cusì u rapportu di compressione hè abbastanza grande, è u materiale pò esse plastificatu più cumpletu è uniforme in u canna.
C. Dopu à pelletizing, entre in u stadiu extrusion.Prima di l'estrusione, ci vole à fà parechje preparazione:
1. Assicuratevi chì ùn ci sò micca impurità o particeddi di altri culori chì restanu in u hopper per evità u culore impuru di u legnu plasticu pruduttu;
2. Verificate s'ellu l'equipaggiu di vacuum di l'extruder hè unobstructed è assicuratevi chì u gradu di vacuum ùn hè micca menu di -0.08mpa.U vacuum barrel deve esse pulita duie volte per turnu s'ellu hè normale.Ùn aduprate micca arnesi metalliche per pulizziari i buchi di scarico, è utilizate bastone di plastica o di legnu per pulizziari l'impurità in i buchi di scarico di u canna;
3. Verificate s'ellu u hopper hè dutatu di un filtru di metallu.I particeddi sò filtrati à traversu u metallu per caccià l'impurità metalliche mischiate in e particelle, riduce l'usura di l'impurità metalliche in l'internu di l'equipaggiu è assicurà a fusione perfetta di i profili di plastica-legnu stampati.
4. Sia u sistema di l'acqua di rinfrescante hè operatu nurmale.Un sistema d'acqua di rinfrescante perfettu hè l'equipaggiu necessariu per rinfriscà dopu l'estrusione di plastica-legnu.U trattamentu di rinfrescante puntuale pò assicurà a bona forma di profili di plastica-legnu.
5. Stallà muffa plastica-legnu, è stallà muffa designatu secondu à i prufili à esse pruduciutu.
6. Verificate s'ellu a macchina di taglio pneumatica è altri cumpunenti di viti ponu funzionà nurmale.
D. A temperatura di u prufilu plasticu-legnu novu extruded hè relativamente altu, è deve esse piazzatu manualmente nantu à un pianu pianu.Dopu chì u prufilu hè cumpletamente rinfriscatu, serà processatu è imballatu.Ancu s'è stu passu hè simplice, hè assai impurtante.Se a fabbrica ignora questi ditagli, i materiali di a fabbrica spessu anu difetti.U legnu di plastica irregolare porta facilmente à diversi spessori di a superficia superiore è inferjuri di u pruduttu dopu à a macinazione è a trasfurmazioni più tardi.Inoltre, i profili irregolari portanu certe difficultà à a custruzzione è affettanu l'effettu di u paisaghju.
E. Sicondu i bisogni di i clienti, prucessu i profili di plastica-legnu:
1. Trattamentu di macinazione hè di caccià una strata di pelle plastica prodotta quandu u prufilu di plastica-legnu hè extrusionatu, perchè u prufilu di plastica-legnu hà megliu resistenza à l'usura quandu installatu in a fabbrica.
2. Trattamentu di embossing: Dopu chì a superficia di u prufilu hè pulita, u plasticu-legnu hè embossed per fà chì a superficia di u prufilu di plastica-legnu hà un effettu di legnu.
3. Cutting, tenoning trasfurmazioni, taglia persunalizà secondu à i bisogni di i clienti, è prudutti persunalizati cum'è tenoning bisogni.
4. Dopu à u prucessu di sopra hè cumpleta, l 'ultimu passu hè di pacchettu u pruduttu.Un imballaggio raghjone di u pruduttu pò riduce i danni causati da u pruduttu durante a consegna.

Casu di l'ingegneria






Casu di l'ingegneria 2


















Primu:installà a chiglia prima, a chiglia pò esse di legnu o Wpc
Sicondu:Fixà u pannellu di u muru esterno nantu à a chiglia cù una fibbia metallica
Terzu:Fixà a fibbia metallica è a chiglia cù una pistola di unghie o viti
Quartu:dopu avè inseritu u prossimu pannellu di muru wpc esterno in a serratura di u pannellu di u muru superiore, aduprate una pistola à unghie o una vite per stimare a fibbia metallica è a chiglia.
Quintu:ripetite u quartu passu
Sestu:dopu à finisce a stallazione di pannelli muru, aghjunghje L edge bands attornu
| Densità | 1,33 g/m3 (Standard: ASTM D792-13 Metodu B) |
| Forza di trazione | 24,5 MPa (Standard: ASTM D638-14) |
| Forza Flexural | 34,5 Mp (Standard: ASTM D790-10) |
| Modulu Flexural | 3565Mp (Standard: ASTM D790-10) |
| Forza d'impattu | 84J/m (Standard: ASTM D4812-11) |
| Durezza Shore | D71 (Standard: ASTM D2240-05) |
| Assorbimentu d'acqua | 0,65% (Standard: ASTM D570-98) |
| Espansione termale | 33,25 × 10-6 (Standard: ASTM D696 - 08) |
| Antiscivolo | R11 (Standard: DIN 51130:2014) |





