







Detalji Slike

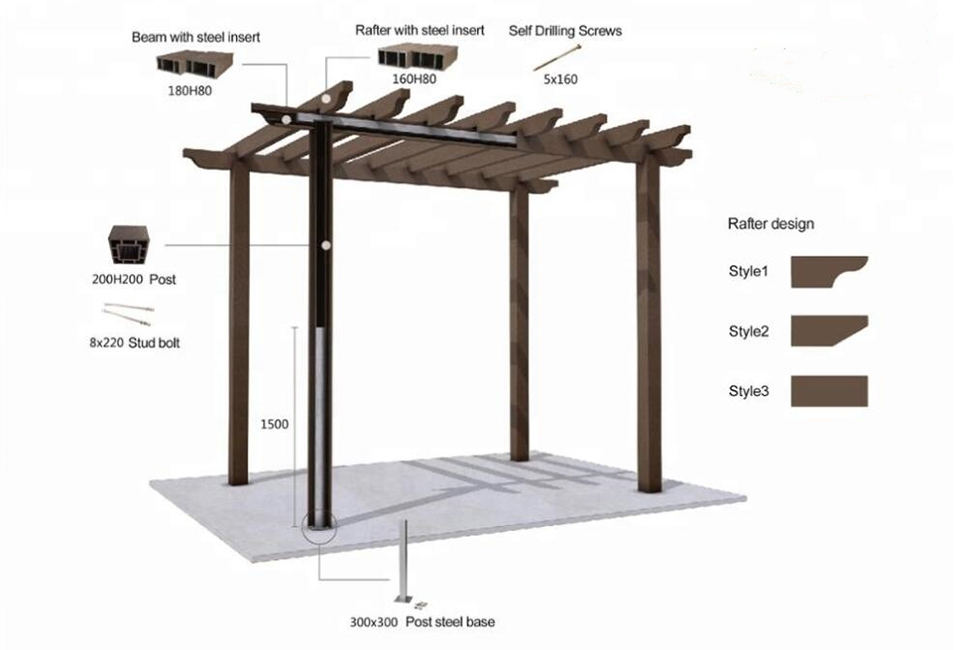
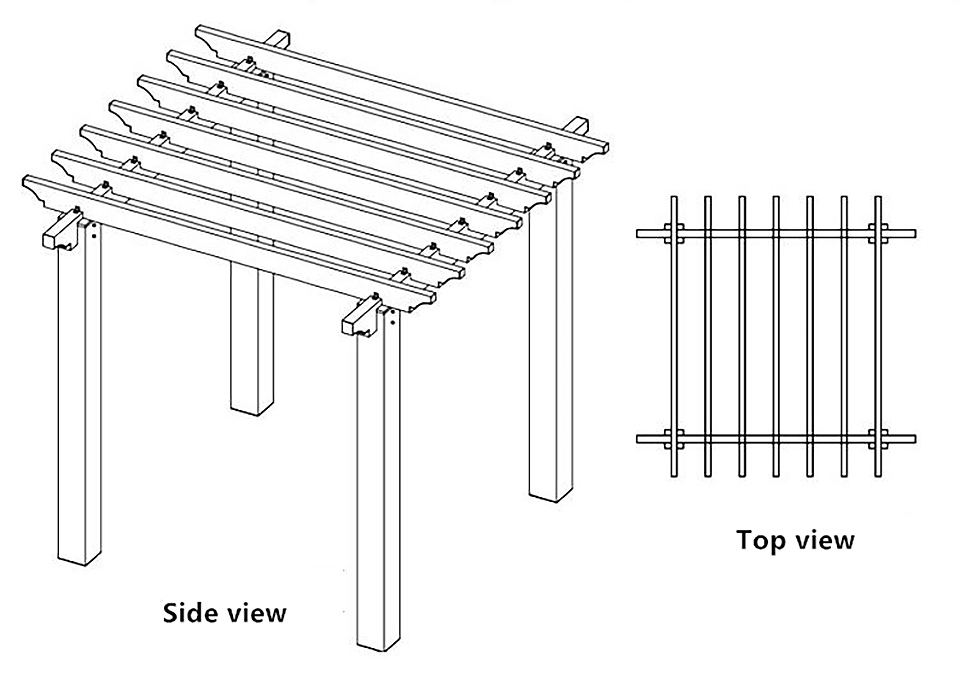
WPC Beam
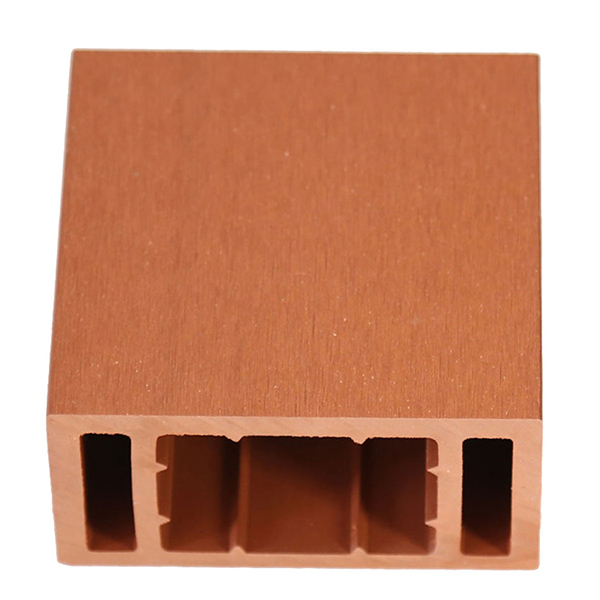
WPC Beam

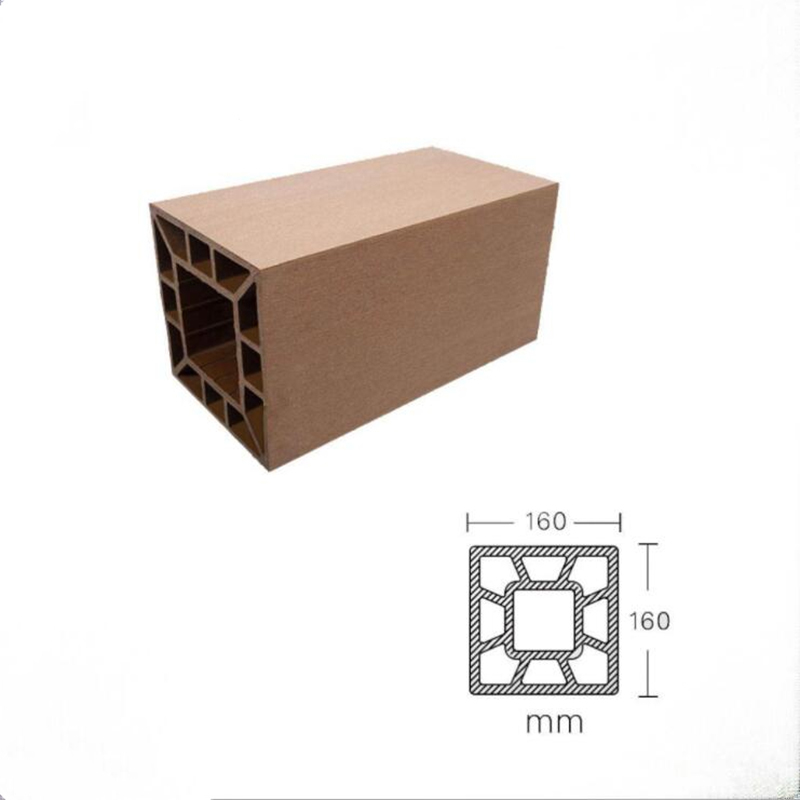
WPC Post

WPC Post

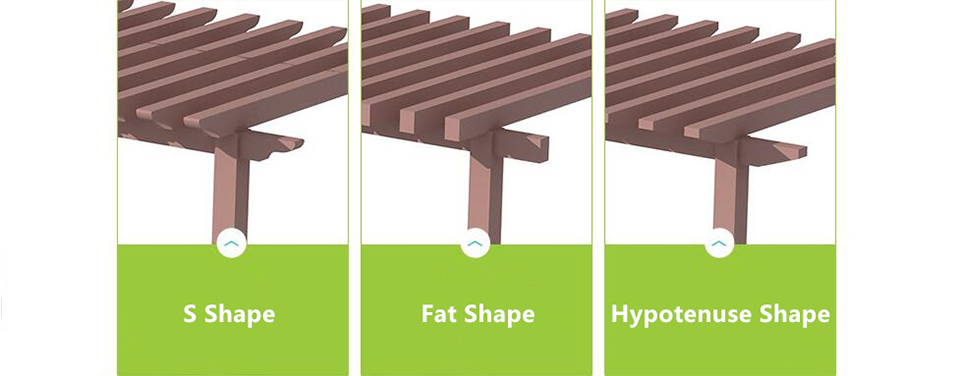
WPC Rafter

Prikaz u boji

Dug životni vek
Low Maintenance
Bez savijanja ili lomljenja
Površine za hodanje otporne na klizanje
Otporan na ogrebotine
Otporan na mrlje
Vodootporan
15 godina garancije
95% recikliranog drveta i plastike
Antimikrobno
Otporan na vatru
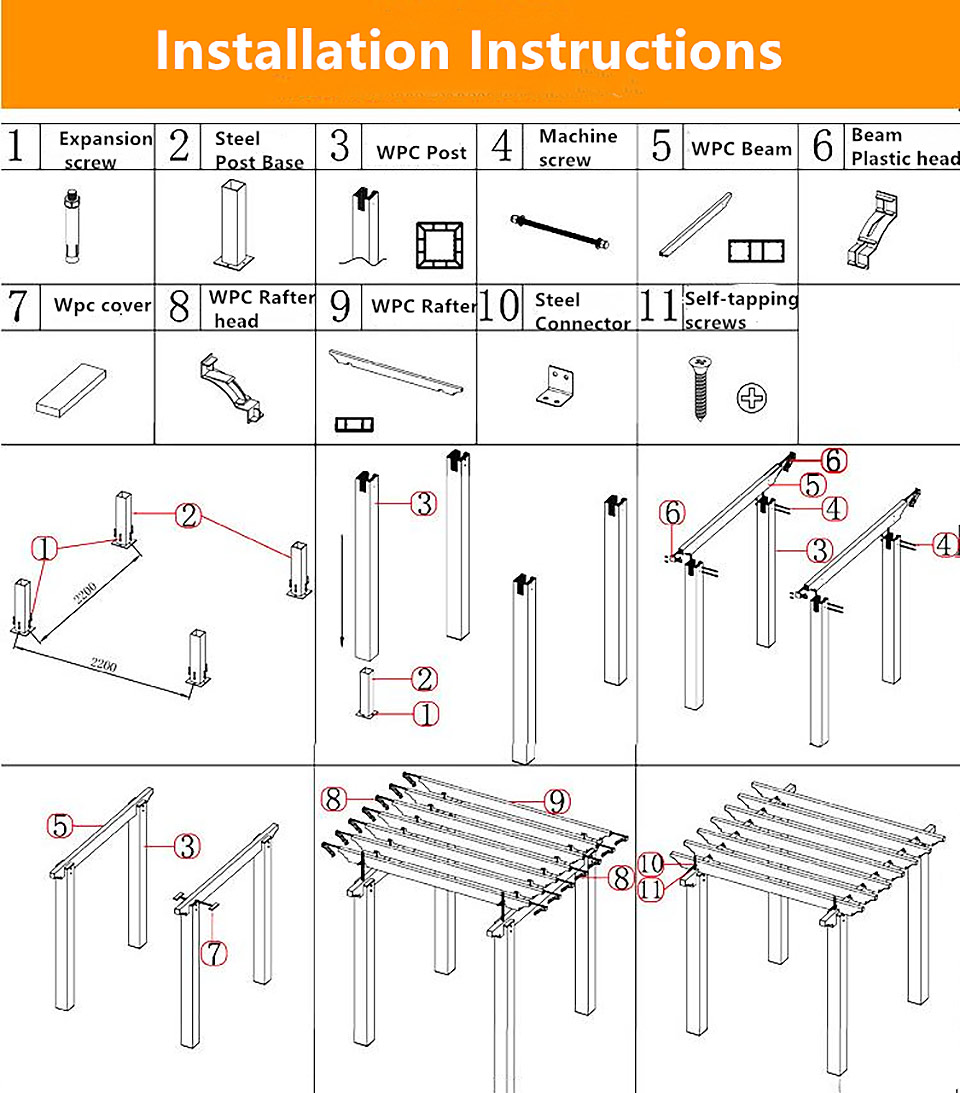
Jednostavna instalacija
Parametar
| Brand | DEGE |
| Boje | Svijetlo siva, bež, narandžasta, smeđa, duboki čaj, tamno siva |
| Ime | |
| Stavka | |
| Standardna veličina (širina * dužina) | |
| Dužina | 2,2m, 2,9m, 5,6m ili prilagođeno |
| WPC komponenta | 35% HDPE+60% drvenih vlakana + 5% aditiva |
| Dodaci | Patentirani sistem za jednostavno spajanje |
| Vrijeme isporuke | Oko 15-20 dana za jedan 20'ctn |
| Plaćanje | 30% depozita, ostatak platiti prije isporuke |
| Aplikacija | Podovi, podovi, kanta za smeće, ograda, zidna ploča, kutija za cvijeće itd |
| Wpc Hs kod | 39189090 |
| Paket | Pakovanje na paleti ili na veliko |
| Garancija | 10 godina |
| Glavne karakteristike: | 1. Rcyclable, eco-friendly, štedeći šumske resurse 2. Sa izgledom prirodnog drveta, ali manje problema sa drvetom 3. Otporan na vlagu/vodootporan, manje truo, dokazano pod uslovima slane vode 4. Pogodan za bosonoge, protiv klizanja, manje pucanja, manje savijanja 5. Ne zahtijeva farbanje, ljepilo, nizak napor za održavanje 6. Otporan na vremenske prilike, pogodan od minus - 40 do 60 stepeni Celzijusa, anti-UV 7. Otporne na termite i insekte i otporne na plijesan 8. Jednostavan za instalaciju i čišćenje 9.various model prema vašim zahtjevima |
Proces proizvodnje Wpc zidnih panela

A. PE plastično drvo je trenutno najraširenija vrsta plastičnog drveta u svijetu, odnosno kod nasWPC OBLOGA, WPC OGRADA.Prije svega, razumijemo sirovine za PE plastične drvene proizvode.Glavne sirovine su PE plastika i prah topolovog drveta., Toner, anti-ultraljubičasti apsorber, kompatibilizator.
1. PE plastika: Sveobuhvatno poređenje cijene i fuzije HDPE je najbolji izbor, a plastično drvo na tržištu u osnovi koristi reciklirane materijale kao glavnu sirovinu, što smanjuje bijelo zagađenje i čini našu okolinu zdravijom i ekološki prihvatljivijom."Reciklirani" se još naziva i reciklirani plastični materijal.Sva industrijski reciklirana plastika koja se može ponovo upotrijebiti kroz određeni proces obrade naziva se reciklirana plastika;Reciklirani materijali se dijele na mnogo razreda, kao što su reciklirani materijali posebnog razreda i reciklirani materijali prvog razreda., Sekundarna reciklaža, tercijarna reciklaža ili čak smeće, lako je shvatiti značenje doslovno, što je viši razred, manji je sadržaj nečistoća u plastici, smeće je prirodno visoko u sadržaju nečistoća, a izbor sirovina direktno utječe na izbor plastičnog drveta Budući da je plastično-drveni materijal stanje u kojem je drveni prah omotan plastikom, ako je sadržaj nečistoća u plastici visok, a udio same plastike mali, prirodno nije u stanju dobro umotati drveni prah .
2. Drvno brašno: Da bi se postigla savršena fuzija drvnog brašna i plastike u plastičnom drvu, ne postoje samo strogi zahtjevi za plastiku, već i za drvno brašno: što je finije drvno brašno iste težine, veća je površina praha.Što je veći udio plastike potreban;naprotiv, što je veći prah drvnog praha, to je manja površina praha i manji je udio plastike potreban tokom plastične fuzije.Nakon mnogo godina eksperimenata, prah za drvo topole je najbolji prah za drvo, a veličina čestica praha je najbolja u debljini od 80-100 mesh;prah je previše fin, cijena obrade je visoka, plastični sastav zahtijeva više, a trošak je veći, ali oblikovani plastično-drveni proizvod ima previsoku plastičnost;ako je prašak previše grub, cijena obrade je niska, a zahtjevi za plastičnom kompozicijom su manji, ali profilirani proizvod od plastike i drveta nema dovoljno fuzije, krh je i lako se puca.
3. Pomoćni materijali: Glavna funkcija tonera je da odgovara boji plastičnih drvenih materijala.Trenutno, glavna primjena PE plastičnog drva je prah neorganske boje.Ima bolje performanse protiv blijeđenja za vanjsku upotrebu, što se razlikuje od organske boje koja se koristi za unutrašnje PVC ekološko drvo.Boja pudera, organskog tonera je življa i svjetlija.Glavna funkcija anti-ultraljubičastog apsorbera je poboljšati anti-ultraljubičastu sposobnost plastičnog drva na otvorenom i poboljšati učinak protiv starenja.Kompatibilizator je aditiv koji promovira kompatibilnost između drvnog brašna i smole.
B. Ukratko shvatite sirovine plastičnog drveta, sljedeći korak je peletizacija.Prema gore navedenim sirovinama, pomiješati u određenom omjeru, ekstrudirati plastične drvene pelete kroz visokotemperaturno sušenje fuzije i zapakirati ih za upotrebu.Osnovna funkcija opreme za peletiranje je realizacija procesa predplastifikacije drvnog praha i plastike, ostvarivanje ravnomjernog miješanja praškastog materijala biomase i PE plastike u uslovima topljenja i predobrada za proizvodnju plastičnih drvenih materijala.Zbog slabe fluidnosti drvno-plastične taline, dizajn peletera za drvo-plastični materijal i plastičnog peletera nije potpuno isti.Za različite plastike, dizajn peletera je također različit.Peletizator koji se obično koristi za polietilen obično koristi konusni ekstruder s dva puža, jer je polietilen smola osjetljiva na toplinu, a konusni dvopužni ekstruder ima snažnu silu smicanja i dužine puža su relativno paralelne.Dvopužni ekstruder je kratak, što smanjuje vrijeme zadržavanja materijala u cijevi.Vanjski promjer vijka ima konusni dizajn od velikog do malog, tako da je omjer kompresije prilično velik, a materijal se može potpunije i ravnomjernije plastificirati u cijevi.
C. Nakon peletiranja, ulazi u fazu ekstruzije.Prije ekstruzije potrebno je obaviti nekoliko priprema:
1. Uvjerite se da u spremniku nema nečistoća ili čestica drugih boja kako biste izbjegli nečistu boju proizvedenog plastičnog drveta;
2. Provjerite da li je vakuumska oprema ekstrudera neometana i osigurajte da stupanj vakuuma nije manji od -0,08mpa.Vakum cijev treba očistiti dva puta po smjeni ako je normalna.Nemojte koristiti metalne alate za čišćenje ispušnih otvora, a koristite plastične ili drvene štapiće za čišćenje nečistoća u ispušnim rupama cijevi;
3. Proverite da li je rezervoar opremljen metalnim filterom.Čestice se filtriraju kroz metal kako bi se uklonile metalne nečistoće pomiješane u česticama, smanjilo habanje metalnih nečistoća na unutarnjoj strani opreme i osiguralo savršeno spajanje profiliranih plastičnih i drvenih profila.
4. Da li sistem vode za hlađenje radi normalno.Savršen sistem vode za hlađenje je neophodna oprema za hlađenje nakon ekstruzije plastike i drveta.Pravovremeni tretman hlađenja može osigurati dobar oblik plastično-drvetnih profila.
5. Instalirajte kalupe od plastike-drvo i ugradite predviđene kalupe prema profilima koji se proizvode.
6. Provjerite da li pneumatska mašina za sečenje i ostale komponente za vijke mogu normalno raditi.
D. Temperatura novo ekstrudiranog profila plastika-drvo je relativno visoka i potrebno ga je ručno postaviti na ravnu podlogu.Nakon što se profil potpuno ohladi, biće obrađen i upakovan.Iako je ovaj korak jednostavan, veoma je važan.Ako fabrika ignoriše ove detalje, fabrički materijali će često imati nedostatke.Neravno plastično drvo će lako dovesti do različitih debljina gornje i donje površine proizvoda nakon kasnijeg mljevenja i obrade.Osim toga, neravni profili će donijeti određene poteškoće u konstrukciji i utjecati na efekt krajolika.
E. Prema potrebama kupaca obraditi plastične-drvo profile:
1. Tretman brušenjem je uklanjanje sloja plastične kože koji nastaje kada se profil plastika-drvo ekstrudira, tako da profil plastika-drvo ima bolju otpornost na habanje kada se instalira u fabrici.
2. Tretman utiskivanjem: Nakon što je površina profila polirana, plastika-drvo se reljefuje kako bi površina plastično-drvenog profila imala efekat poput drveta.
3. Rezanje, obrada šipama, prilagođena veličina prema potrebama kupaca i prilagođeni proizvodi kao što su potrebe za šivanjem.
4. Nakon što je gore navedena obrada završena, posljednji korak je pakovanje proizvoda.Razumno pakovanje proizvoda može smanjiti štetu koju proizvod nanese prilikom isporuke.

Engineering Case
Projekat 1





Projekat 2










| Gustina | 1,35 g/m3 (Standard: ASTM D792-13 Metoda B) |
| Zatezna čvrstoća | 52,5 MPa (Standard: ASTM D638-14) |
| Čvrstoća na savijanje | 55,5 Mp (Standard: ASTM D790-10) |
| Modul savijanja | 65,5 Mp (Standard: ASTM D790-10) |
| Snaga udara | 90J/m (Standard: ASTM D4812-11) |
| Tvrdoća po Šoru | D80 (Standard: ASTM D2240-05) |
| Upijanje vode | 0,6% (Standard: ASTM D570-98) |
| Toplotna ekspanzija | 3,21×10-6 (Standard: ASTM D696 – 08) |





