




Видео

Какво е WPC облицовка на стени?
WPC стенна облицовка, архитектурно казано, външната стенна облицовка е строителен метод, който е да се окачи дъската от външната страна на стената чрез сухо окачване и други строителни методи за постигане на декорация или топлоизолация.От гледна точка на продукта външната стенна окачена дъска е вид строителен материал, който е строителната дъска, използвана за външната стена.Външната облицовка на стената трябва да има основни свойства като устойчивост на корозия, устойчивост на висока температура, устойчивост на стареене, нерадиация, предотвратяване на пожар, устойчивост на насекоми и недеформация.В същото време изисква и красив външен вид, проста конструкция, опазване на околната среда и пестене на енергия.
Wpc панел за външна стена, това е вид композитен материал с pvc и дървесни влакна като основно тяло, използван за външната стена на сградата;играе ролята на покритие, защита и декорация.Външните дървени пластмасови външни стенни панели също могат да бъдат рециклирани, а консумацията на енергия при производствения процес е по-ниска от тази на цимент и керамични плочки.Това е зелен строителен материал, който е благоприятен за опазване на околната среда.Монтажът и изграждането на външни стени на WPC са лесни и бързи и могат да се комбинират със стени с различни конструкции;цялото сухо строителство по принцип не се влияе от сезона;лесно се почиства по време на употреба (може да се използва воден спрей) и не се изисква поддръжка (не се изисква боя и покритие);Съотношението производителност-цена е високо, а външната стенна окачена дъска също има предимствата на забавител на горенето, устойчивост на влага, устойчивост на корозия, устойчивост на стареене и др., а експлоатационният живот може да достигне повече от 30 години.Богатството, традиционните цветове и фината зърнеста текстура ще защитят къщата красиво и често.Цветът на окачената дъска идва от самия продукт и никога няма да има пукнатини, лющене и мехури по повърхността на обикновената боя.Освен това се различава от дървото, което гние или се огъва поради влажност.По-важното е, че Wpc стенните панели използват твърд винилов слой за защита на къщата.Дизайнът на структурата от масивен полиетиленов материал може да устои на атаката на лошото време, което прави къщата да изглежда като нова в продължение на много години.
Подробни изображения
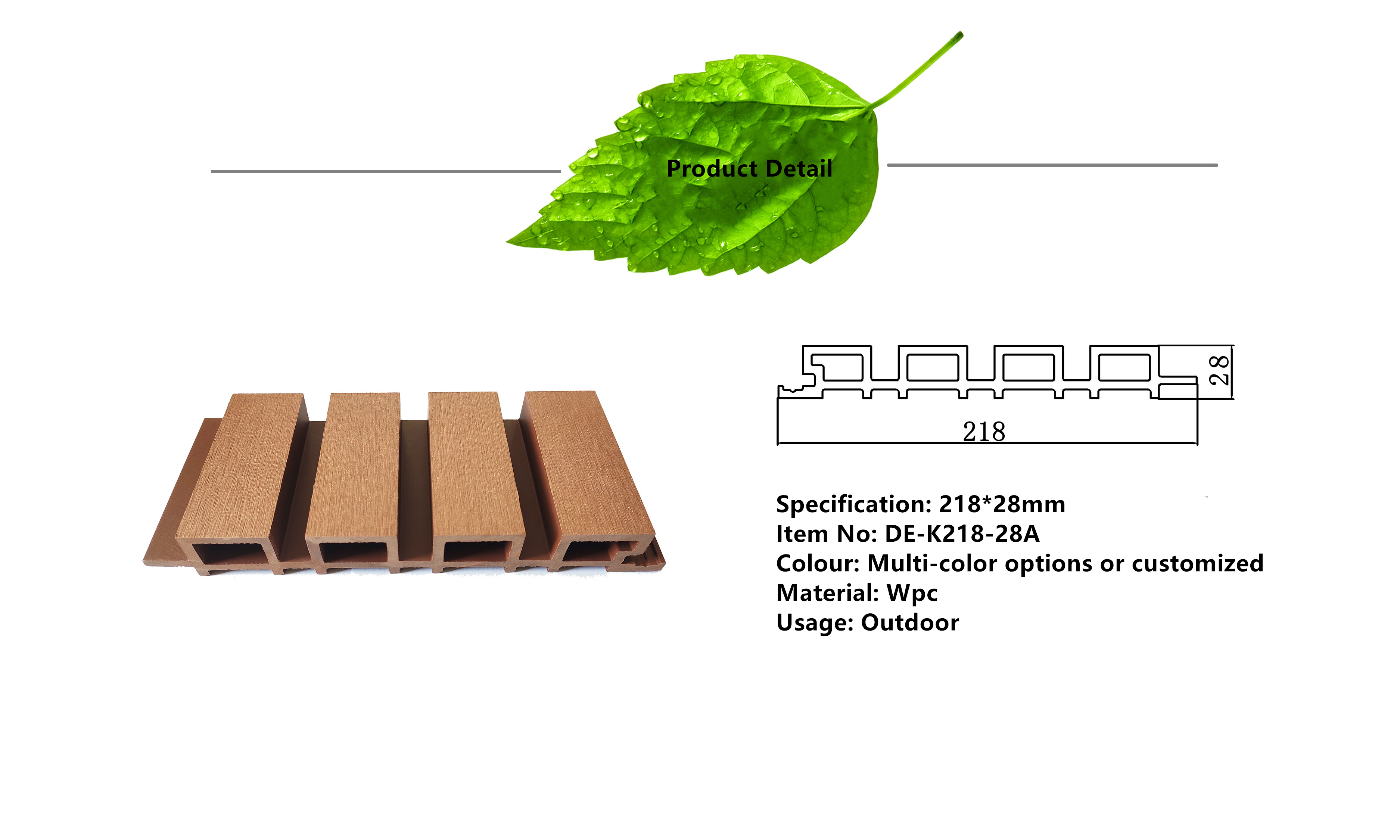





Цветен дисплей

Дълъг живот
Ниска поддръжка
Без изкривяване или раздробяване
Устойчиви на хлъзгане повърхности за ходене
Устойчив на надраскване
Устойчив на петна
Водоустойчив
15 години гаранция
95% рециклирано дърво и пластмаса
Антимикробно
Огнеупорен
Лесна инсталация
Параметър
| Марка | DEGE |
| име | WPC ОБЛИВКА НА СТЕНА |
| Вещ | ОБЛИВКА |
| Стандартен размер | |
| WPC компонент | 30% HDPE+60% дървесни влакна + 10% добавки |
| Аксесоари | Патентована система за лесно закрепване |
| Време за доставка | Около 20-25 дни за един 20-футов контейнер |
| Плащане | 30% депозит, остатъкът трябва да бъде платен преди доставка |
| Поддръжка | Безплатна поддръжка |
| Рециклиране | 100% рециклируеми |
| Пакет | Палетно или насипно опаковане |
Наличната повърхност


Тест за качество



Процес на производство на Wpc стенни панели

A. PE пластмасова дървесина в момента е най-широко използваният вид пластмасова дървесина в света, тоест нашата WPC ОБЛИВКА, WPC FENCING.На първо място, нека да разберем суровините на PE пластмасови изделия от дърво.Основните суровини са PE пластмаса и тополово дърво на прах., Тонер, анти-ултравиолетов абсорбатор, съвместим.
1. PE пластмаса: Цялостното сравнение на разходите и синтеза HDPE е най-добрият избор, а пластмасовото дърво на пазара основно използва рециклирани материали като основна суровина, което намалява замърсяването с бяло и прави околната среда по-здравословна и екологична.„Рециклиран“ се нарича още рециклиран пластмасов материал.Всички индустриално рециклируеми пластмаси, които могат да бъдат използвани повторно чрез определен процес на обработка, се наричат рециклирани пластмаси;рециклираните материали са разделени на много степени, като рециклирани материали от специален клас и рециклирани материали от първи клас., Вторично рециклиране, третично рециклиране или дори боклук, лесно е да се разбере значението буквално, колкото по-висок е класът, толкова по-малко е съдържанието на примеси в пластмасата, боклукът е естествено с високо съдържание на примеси и изборът на суровини директно влияе върху избора на пластмасово дърво Тъй като материалът от пластмаса-дървесина е състояние, при което дървеният прах е обвит с пластмаса, ако съдържанието на примеси в пластмасата е високо и делът на самата пластмаса е малък, тя естествено не е в състояние да увие добре дървения прах .
2. Дървесно брашно: За да се постигне перфектното сливане на дървесно брашно и пластмаса в пластмасовото дърво, има не само строги изисквания към пластмасите, но и към дървесното брашно: колкото по-фино е дървесното брашно със същото тегло, толкова по-голяма е повърхността от праха.Колкото по-високо е необходимото количество пластмаса;напротив, колкото по-голям е прахът от дървесен прах, толкова по-малка е повърхностната площ на праха и толкова по-малък е пропорцията на пластмасата, необходима по време на пластмасовото сливане.След много години експерименти, прахът от топола е най-добрият прах за дървесен прах, а размерът на частиците на праха е най-добрият при дебелина от 80-100 меша;прахът е твърде фин, цената на обработка е висока, пластмасовият състав изисква повече и цената е по-висока, но формованият пластмасово-дървесен продукт има твърде висока пластичност;ако прахът е твърде груб, цената на обработката е ниска и изискванията за пластмасовия състав са по-ниски, но формованият пластмасово-дървесен продукт има недостатъчно сливане, е крехък и лесно се напуква.
3. Спомагателни материали: Основната функция на тонера е да съответства на цвета на пластмасовите дървени материали.Понастоящем основното приложение на PE пластмасовата дървесина е неорганичен цветен прах.Има по-добра производителност против избледняване за външна употреба, която е различна от органичния цвят, използван за вътрешно PVC екологично дърво.Цветът на прах, органичен тонер е по-ярък и ярък.Основната функция на анти-ултравиолетовия абсорбер е да подобри анти-ултравиолетовата способност на пластмасовата дървесина на открито и да подобри ефективността против стареене.Compatibilizer е добавка, която насърчава съвместимостта между дървесно брашно и смола.
Б. Разберете накратко суровините на пластмасовото дърво, следващата стъпка е пелетизирането.Съгласно горните суровини, смесете в определено съотношение, екструдирайте пластмасови дървесни пелети чрез сушене при висока температура и ги опаковайте за употреба.Основната функция на оборудването за пелетиране е да реализира процеса на предварителна пластификация на дървесен прах и пластмаса, да реализира равномерно смесване на прахообразен материал от биомаса и PE пластмаса при условия на топене и да провежда предварителна обработка за производството на пластмасови дървесни материали.Поради слабата течливост на стопилката от дърво-пластмаса, дизайнът на пелетизатора за дърво-пластмасови материали и пелетизатора на пластмаса не е съвсем същият.За различните пластмаси дизайнът на пелетизатора също е различен.Пелетизаторът, който обикновено се използва за полиетилен, обикновено използва коничен двушнеков екструдер, тъй като полиетиленът е термочувствителна смола, а конусният двушнеков екструдер има силна сила на срязване и дължините на шнека са относително успоредни.Двушнековият екструдер е къс, което намалява времето на престой на материала в цевта.Външният диаметър на винта има конична конструкция от голям до малък, така че степента на компресия е доста голяма и материалът може да бъде пластифициран по-пълно и равномерно в цевта.
C. След пелетизирането влиза в етапа на екструдиране.Преди екструдирането трябва да се направят няколко подготвителни работи:
1. Уверете се, че в бункера няма останали примеси или частици от други цветове, за да избегнете нечист цвят на произведеното пластмасово дърво;
2. Проверете дали вакуумното оборудване на екструдера е без препятствия и се уверете, че степента на вакуум е не по-малка от -0,08mpa.Вакуумната цев трябва да се почиства два пъти на смяна, ако е нормално.Не използвайте метални инструменти за почистване на изпускателните отвори и използвайте пластмасови или дървени пръчки, за да почистите замърсяванията в изпускателните отвори на цевта;
3. Проверете дали бункерът е оборудван с метален филтър.Частиците се филтрират през метал, за да се отстранят металните примеси, смесени в частиците, да се намали износването на металните примеси от вътрешната страна на оборудването и да се осигури перфектното сливане на формованите пластмасови профили от дърво.
4. Дали системата за охлаждаща вода работи нормално.Перфектната система за охлаждаща вода е необходимото оборудване за охлаждане след екструдиране на пластмаса и дърво.Навременната охлаждаща обработка може да осигури добрата форма на профилите от пластмаса-дърво.
5. Монтирайте форми от пластмаса и дърво и монтирайте определени форми според профилите, които ще се произвеждат.
6. Проверете дали пневматичната машина за рязане и другите винтови компоненти могат да работят нормално.
D. Температурата на току-що екструдирания профил от пластмаса-дърво е сравнително висока и трябва да се постави ръчно върху равна повърхност.След като профилът е напълно охладен, той ще бъде обработен и пакетиран.Въпреки че тази стъпка е проста, тя е много важна.Ако фабриката игнорира тези подробности, фабричните материали често ще имат дефекти.Неравномерното пластмасово дърво лесно ще доведе до различни дебелини на горната и долната повърхност на продукта след по-късното смилане и обработка.В допълнение, неравномерните профили ще донесат определени трудности в конструкцията и ще повлияят на ефекта на ландшафта.
E. Според нуждите на клиентите обработвайте профилите пластмаса-дърво:
1. Обработката с шлайфане е да се отстрани слой пластмасова обвивка, получена при екструдиране на профил пластмаса-дърво, така че профилът пластмаса-дърво да има по-добра износоустойчивост, когато се монтира във фабриката.
2. Обработка с щамповане: След полиране на повърхността на профила, пластмасата-дърво се релефира, за да направи повърхността на профила от пластмаса-дърво да има ефект, подобен на дърво.
3. Рязане, обработка на шипове, персонализиран размер според нуждите на клиента и персонализирани продукти като нуждите от шипове.
4. След приключване на горната обработка, последната стъпка е опаковането на продукта.Разумното опаковане на продукта може да намали щетите, причинени от продукта по време на доставката.

Инженерен случай






Инженерен случай 2

















първо:инсталирайте първо кила, килът може да бъде дървен или Wpc
второ:фиксирайте външния стенен панел върху кила с метална катарама
трето:фиксирайте металната катарама и кила с пневматичен пистолет или винтове
четвърто:след като поставите следващия външен wpc стенен панел в ключалката на горния стенен панел, използвайте пистолет или винт, за да оцените металната катарама и кила
пето:повторете четвъртата стъпка
шесто:след като приключите с монтажа на стенния панел, добавете L ръбове наоколо
| Плътност | 1,33 g/m3 (Стандарт: ASTM D792-13 Метод B) |
| Издръжливост на опън | 24,5 MPa (стандарт: ASTM D638-14) |
| Якост на огъване | 34,5 Mp (стандарт: ASTM D790-10) |
| Модул на огъване | 3565Mp (стандарт: ASTM D790-10) |
| Сила на удар | 84J/m (стандарт: ASTM D4812-11) |
| Твърдост по Шор | D71 (Стандарт: ASTM D2240-05) |
| Водна абсорбция | 0,65% (Стандарт: ASTM D570-98) |
| Топлинно разширение | 33,25×10-6 (Стандарт: ASTM D696 – 08) |
| Устойчив на хлъзгане | R11 (Стандарт: DIN 51130:2014) |





